一种可用于系列产品的位置度检具的制作方法
1.本实用新型涉及一种检测工具,具体是一种可用于系列产品的位置度检具。
背景技术:
2.被检测件是柴油发动机上的一个产品——节温器盖,其一端装配节温器,另一端连接出水管。随着机型的不断增加,这一系列的产品现已有九种之多,结构特点是安装节温器端的尺寸一致,但管口角度多变。图1是其中三种产量最高加工件的产品图纸,从图中可见,除了和管口的位置外,两安装孔其余的尺寸是一致(高度也是一致的,所以省略了俯视图)。其余的六种产品结构也大致如此,只是管口在垂直、水平方向都有旋转。
3.这个产品是高压铸铝件,毛坯精度较高;端面内腔要装配节温器,管口也要装配有一定角度的管件,所以很容易产生装配干涉。
4.随着产量越来越高,划线或三坐标检测都满足不了检测频次的需要,所以考虑配备位置度专用检具。一般位置度检具都是一个品种配一个,九种需要准备九个检具,既繁琐也不经济,为此我设计了一种多产品可通用的检具。
技术实现要素:
5.为了克服上述缺陷,本实用新型提供了一种可用于系列产品的位置度检具,利用产品结构的特点,固定布置两个安装孔检棒,管口的角度通过两插配角向定位棒来确定。这样通过插入不同的检棒,就可检测不同的产品,实现一物多用。
6.本实用新型为实现上述目的所采用的技术方案是:一种可用于系列产品的位置度检具,包括基板,定位端面,固定检棒,角向定位棒,定位端面通过螺母固定在基板上,基板上开孔,6个角向定位套置于孔中过盈配合,角向定位棒插入角向定位套中;
7.有两个固定检棒插入定位端面和基板中固定;
8.进一步地,2个所述的固定检棒和6个所述角向定位套的位置为:
9.。
10.进一步地,所述角度定位套采用t10a材质,猝火硬度至hrc58-62。
11.进一步地,定位端面板上有检测内腔干涉定位销。
12.本实用新型的有益效果为:利用产品结构的特点,固定布置两个安装孔检棒,管口的角度通过两插配角向定位棒来确定。这样通过插入不同的检棒,就可检测不同的产品,实现一物多用,九种产品用两套专用位置度检具就可全覆盖。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
14.图1是工件结构图。
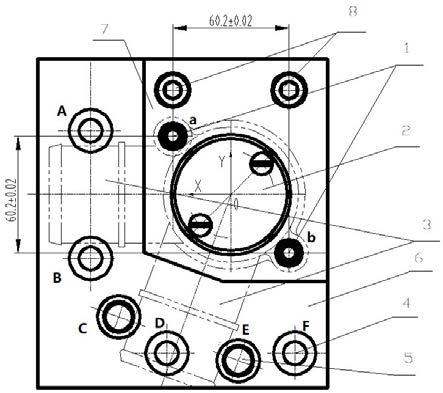
15.图2是检具的俯视图。
16.图3是检具的剖视图。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.如图2-3所示,一种可用于系列产品的位置度检具,包括基板6,定位端面7,固定检棒1,角向定位棒5,定位端面7通过螺母8固定在基板6上,基板6上开孔,6个角向定位套4置于孔中过盈配合,角向定位棒5插入角向定位套4中;定位端面7上有检测内腔干涉定位销2,有两个固定检棒1插入定位端面7和基板6中固定;其中,2个所述的固定检棒1和6个所述角向定位套4的位置为:
19.。
20.所述角度定位套采用t10a材质,猝火硬度至hrc58-62,此设计是为了角向定位棒长期抽查,抗摩擦延长其使用寿命考虑。
21.使用时首先将工件3扣到定位端面7上,同时工件3两个φ9孔要穿过固定检棒1,然后再根据产品图号的不同,在两个角向定位套4插入两个角向定位棒5,工件管口要处于两个角向定位棒之间,这才说明是合格件;如果两个角向定位棒5,有任何一个不能插入角向定位套4,则说明此工件加工不合格。
22.需要说明的是,此产品内部要装配节温器,所以用检测内腔干涉定位销2进行销检,这样的检测符合产品的装配关系,完全可以保证产品装配的精度。
23.这个检具方案不仅和加工基准一致,而且和装配基准也完全一致,只要工件通过此检具,就能达到合格标准。 实际生产也证明了这一点,此系列产品现已累计供货近三万件,未出现一例位置度不合格的现象。
24.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型披露的技术范围内,根据本实用新型的技术方案及其构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1