一种印刷套印精度的测量方法与流程
1.本发明涉及印刷技术领域,尤其涉及一种印刷套印精度的测量方法。
背景技术:
2.印刷套印精度是印刷机中最为重要的参数之一。目前,印刷套印精度的测量原理如下:
3.1.假设印刷机的总色数n为10色,则需要测量10色的横向与纵向两个方向的套准;
4.2.横向套准需要1-2、1-3、1-4
…
1-10,共9个数据,同时纵向套准需要1-2、1-3、1-4
…
1-10,共9个数据,那么一组数据就有18个数据;
5.3.需要测量≥30组数据才能符合品保系统要求的ppk数据,那么就需要测量至少540个数据;
6.4.按照国家标准规定,至少需要测量纸类和膜类两种材料,那么就需要测量至少1080个数据。
7.如果加上两种材料厚度,或者不同套印模式,就需要测量几个1080个数据。如此庞大的数据测量量,如果没有一种快速高效的测量方法,是难以实现的。
8.目前,印刷套印精度的测量方法采用ccd相机和计算机结合方式,但是这是属于卖方(印刷机制造商)的方法,而且程序是卖方写的,按此评判不能体现公正性。即便现在采用了ccd相机和计算机结合方式,由于成本昂贵,不是所有印刷机器都会配备这种高档配件的。
9.或者,按照印刷机国家标准规定,通常采用精度为0.01mm的高倍放大镜来测量印刷套印精度。然而,由于需要测量大量的数据,速度缓慢,且不易找到合适的高倍放大镜,在实际应用中基本不会采用这种方式来测量印刷套印精度。
10.又或者,也有采用二次元测量仪来测量印刷套印精度,其优点是测量效率较高,精度较高,但由于测量设备价格昂贵,印刷厂并不愿意为了偶尔的一两次测量而购买这样的测量设备。
11.为此,本申请人经过有益的探索和研究,找到了解决上述问题的方法,下面将要介绍的技术方案便是在这种背景下产生的。
技术实现要素:
12.本发明所要解决的技术问题在于:针对现有技术的不足而提供一种成本极低、测量效率高、可靠性高、实现容易的印刷套印精度的测量方法。
13.本发明所要解决的技术问题可以采用如下技术方案来实现:
14.一种印刷套印精度的测量方法,包括以下步骤:
15.步骤s10,将第一色印刷成游标卡尺的尺身部分,并将其印刷长度设定为xmm,分为x等份,其中,x≥40且为10的倍数;
16.步骤s20,将第二色印刷成游标卡尺的游标尺部分,使得由第二色印刷成的游标卡
尺的游标尺部分的中线与由第一色所印刷成的游标卡尺的尺身部分的中线对齐,并将其印刷长度设定为x-1mm或者x-2mm,分为x等份;
17.步骤s30,对游标卡尺进行读数并对读数进行记录;
18.步骤s40,重复以上步骤s10至步骤s30,直至所有数据记录完毕并将这些数据输入计算机,通过计算机对这些数据进行处理,最终计算得到印刷套印精度值。
19.在本发明的一个优选实施例中,在步骤s30中,在对游标卡尺进行读数之前,判断印刷套印中线是否发生偏位,若没有发生偏位,则读取中线的数值,若发生偏位,则判断游标尺部分的中线位于主尺部分的中线的左侧还是右侧,若位于左侧,则读取游标卡尺左侧对齐的数值数据,若位于右侧,则读取游标卡尺右侧对齐的数值数据。
20.由于采用了如上技术方案,本发明的有益效果在于:本发明通过直接印刷游标卡尺,并运用游标卡尺原理进行测量,直接通过肉眼读取数据,无需借助测量工具,其效率是放大镜测量的10-50倍,与二次元测量法相当,成本极低,方便实现,可靠性高,测量精度高,测量精度可高达0.01mm。
附图说明
21.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
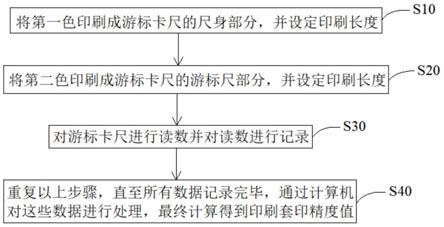
22.图1是本发明的流程示意图。
23.图2是本发明的游标卡尺的一种实施例的示意图,其精度为0.01mm。
24.图3是本发明的游标卡尺的另一种实施例的示意图,其精度为0.025mm。
25.图4是本发明的数据记录表的示意图。
26.图5是本发明的游标卡尺的印刷效果图。
具体实施方式
27.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
28.参见图1,图中给出的是一种印刷套印精度的测量方法,包括以下步骤:
29.步骤s10,将第一色印刷成游标卡尺的主尺部分直接印刷在承印材料上,如图五所示,并将其印刷长度设定为xmm,分为x等份,其中,x≥40且为10的倍数。在本实施例中,将印刷长度设定为100mm,分为100等份,如图2所示;又或者,当精度不需要达到0.01mm时,可将印刷长度设定为80mm,分为80等份,如图3所示。
30.步骤s20,将第二色印刷成游标卡尺的游标尺部分,紧挨着主尺部分印刷,使得由第二色印刷成的游标卡尺的游标尺部分的中线与由第一色所印刷成的游标卡尺的尺身部分的中线对齐,中线位于游标卡尺的正中间,中线相当于零位。之所以不定义为零,是因为将数值输入电脑时,会有部分是负号,影响输入效率。再将游标尺部分的印刷长度设定为x-1mm,分为x等份。在本实施例中,将印刷长度设定为99mm,分为100等份,如图2所示;又或者,当精度不需要达到0.01mm时,可将印刷长度设定为x-2mm,分为80等份,则精度为0.025mm,
如图3所示。
31.步骤s30,对游标卡尺进行读数并对读数进行记录。在步骤s30中,在对游标卡尺进行读数之前,判断印刷套印中线是否发生偏位,若没有发生偏位,则读取中线的数值,若发生偏位,则判断游标尺部分的中线位于主尺部分的中线的左侧还是右侧,若位于左侧,则读取游标卡尺左侧对齐的数值数据,即观察左侧哪一条线是对齐的,则记录该数值,若位于右侧,则读取游标卡尺右侧对齐的数值数据,即观察右侧哪一条线是对齐的,则记录该数值。
32.步骤s40,重复以上步骤s10至步骤s30,直至所有数据记录完毕并将这些数据输入计算机,如图4所示,通过计算机对这些数据进行处理,最终计算得到印刷套印精度值。
33.本发明通过直接印刷游标卡尺,并运用游标卡尺原理进行测量,直接通过肉眼读取数据,无需借助测量工具,其效率是放大镜测量的10-50倍,与二次元测量法相当,成本极低,方便实现,可靠性高,测量精度高,测量精度可高达0.01mm。
34.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种印刷套印精度的测量方法,其特征在于,包括以下步骤:步骤s10,将第一色印刷成游标卡尺的尺身部分,并将其印刷长度设定为xmm,分为x等份,其中,x≥40且为10的倍数;步骤s20,将第二色印刷成游标卡尺的游标尺部分,使得由第二色印刷成的游标卡尺的游标尺部分的中线与由第一色所印刷成的游标卡尺的尺身部分的中线对齐,并将其印刷长度设定为x-1mm或者x-2mm,分为x等份;步骤s30,对游标卡尺进行读数并对读数进行记录;步骤s40,重复以上步骤s10至步骤s30,直至所有数据记录完毕并将这些数据输入计算机,通过计算机对这些数据进行处理,最终计算得到印刷套印精度值。2.如权利要求1所述的印刷套印精度的测量方法,其特征在于,在步骤s30中,在对游标卡尺进行读数之前,判断印刷套印中线是否发生偏位,若没有发生偏位,则读取中线的数值,若发生偏位,则判断游标尺部分的中线位于主尺部分的中线的左侧还是右侧,若位于左侧,则读取游标卡尺左侧对齐的数值数据,若位于右侧,则读取游标卡尺右侧对齐的数值数据。
技术总结
本发明公开的一种印刷套印精度的测量方法,包括以下步骤:步骤S10,将第一色印刷成游标卡尺的尺身部分,并设定印刷长度;步骤S20,将第二色印刷成游标卡尺的游标尺部分,并设定印刷长度;步骤S30,对游标卡尺进行读数并对读数进行记录;步骤S40,重复以上步骤S10至步骤S30,直至所有数据记录完毕并将这些数据输入计算机,通过计算机对这些数据进行处理,最终计算得到印刷套印精度值。本发明通过直接印刷游标卡尺,并运用游标卡尺原理进行测量,直接通过肉眼读取数据,无需借助测量工具,其效率是放大镜测量的10-50倍,与二次元测量法相当,成本极低,方便实现,可靠性高,测量精度高,测量精度可高达0.01mm。量精度可高达0.01mm。量精度可高达0.01mm。
技术研发人员:王本洪
受保护的技术使用者:江苏正伟印刷有限公司
技术研发日:2021.10.20
技术公布日:2022/2/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1