一种汽车进气格栅装配件用质检平台的制作方法
1.本实用新型涉及汽车内饰件检测技术领域,具体涉及一种汽车进气格栅装配件用质检平台。
背景技术:
2.汽车进气格栅位于前保险杠下部,主要作用在于水箱、发动机、空调等的进气通风,防止行驶中外来物对车厢内部部件的破坏,进气格栅的设计对车辆性能有着直接影响,汽车行进中存在气动阻力,进气口和格栅的设计一方面关系到汽车前部迎风面积,另一方面也会影响整个内流过程。
3.进气格栅位装配件在安装到前保险杠本体之前,需要在进气格栅装本体上压装多个用来固定定位螺栓的装配金属夹片,现有技术往往通过人工手动将多个装配金属夹片分别装配至汽车进气格栅本体上,为了保证进气格栅装配件能够顺利安装定位螺栓,通常由操作人员用加长螺钉对若干装配孔逐个进行检验,一旦同心度存在偏差,检验用加长螺钉则不会通过,但该质检方式对每件装配件均需要较长时间,检测效率低。
技术实现要素:
4.本实用新型的目的在于提供一种汽车进气格栅装配件用质检平台,以解决现有技术中用加长螺钉对若干装配孔逐个进行检验,导致对每件装配件均需要较长时间,检测效率低的缺陷。
5.一种汽车进气格栅装配件用质检平台,包括机架、定位座以及检测机构,所述机架上安装有成像显示屏,所述定位座固定设置于机架上,所述检测机构安装于定位座上,并用于对进气格栅装本体和装配金属夹片进行孔位同心度检测。
6.优选的,所述检测机构包括高清摄像头、托料件以及压紧件,所述托料件滑动设置于定位座上,托料件的下部设置有凸台,所述高清摄像头安装于托料件的侧端上,高清摄像头与成像显示屏电性连接,定位座上固定连接有两个对称设置的导向杆,托料件还滑动设置于导向杆上,导向杆上于托料件与定位座之间套设有弹簧,定位座的上端铰接有手柄,所述压紧件固定连接于手柄的侧端。
7.优选的,所述进气格栅装本体置于定位座与托料件之间。
8.优选的,所述压紧件的两侧下端面均处于同一平面,压紧件的两侧下端面还分别与位于进气格栅装本体上端的装配金属夹片相配合。
9.优选的,所述手柄与压紧件的两侧下端面呈垂直方向。
10.本实用新型的优点在于:通过在定位座上设置检测机构,由手柄带动压紧件的压紧端处于水平状态,压紧进气格栅装本体和多个装配金属夹片构成的进气格栅装配件,在平端面的凸台上端面与两侧下端面均处于同一平面的压紧件共同作用下,配合弹簧自身弹性的作用下,保证进气格栅装配件在不被过大压力破损的前提下被压至待检位置,只通过高清摄像头对单个装配金属夹片与进气格栅装本体构成的装配孔进行检验,无需逐个检验
即可实现快速准确孔位同心度检测。
附图说明
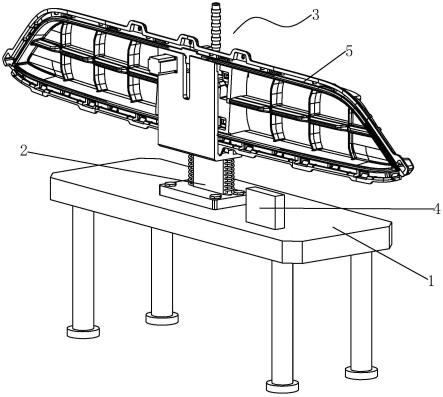
11.图1为本实用新型的结构示意图。
12.图2为本实用新型另一视角的结构示意图。
13.图3为图2中a处的放大图。
14.图4为图2中b处的放大图。
15.图5为本实用新型中定位座与检测机构的装配示意图。
16.其中,1-机架;2-定位座;3-检测机构;4-成像显示屏;5-进气格栅装本体;6-装配金属夹片;
17.31-高清摄像头;32-托料件;33-压紧件;34-凸台;35-导向杆;36-弹簧;37-手柄。
具体实施方式
18.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
19.如图1至图5所示,一种汽车进气格栅装配件用质检平台,包括机架1、定位座2以及检测机构3,所述机架1上安装有成像显示屏4,所述定位座2固定设置于机架1上,所述检测机构3安装于定位座2上,并用于对进气格栅装本体5和装配金属夹片6进行孔位同心度检测。
20.在本实施例中,所述检测机构3包括高清摄像头31、托料件32以及压紧件33,所述托料件32滑动设置于定位座2上,托料件32的下部设置有凸台34,所述高清摄像头31安装于托料件32的侧端上,高清摄像头31与成像显示屏4电性连接,定位座2上固定连接有两个对称设置的导向杆35,托料件32还滑动设置于导向杆35上,导向杆35上于托料件32与定位座2之间套设有弹簧36,定位座2的上端铰接有手柄37,所述压紧件33固定连接于手柄37的侧端。
21.需要说明的是,所述托料件32的内底壁设置限位卡槽,并与进气格栅装配件的下端面相配合,以保证进气格栅装配件上的装配金属夹片6与压紧件33的压紧端相配合。
22.在本实施例中,所述进气格栅装本体5置于定位座2与托料件32之间。
23.在本实施例中,所述压紧件33的两侧下端面均处于同一平面,压紧件33的两侧下端面还分别与位于进气格栅装本体5上端的装配金属夹片6相配合。
24.在本实施例中,所述手柄37与压紧件33的两侧下端面呈垂直方向,凸台34的上端面与位于进气格栅装本体5下端的装配金属夹片6相配合。
25.工作过程及原理:本实用新型在使用过程中,首先翻转拉动手柄37使其处于水平位置,带动压紧件33的两个压紧端面处于竖直状态,并将待检测的进气格栅装配件放置于定位座2与托料件32之间,然后翻转抬起手柄37使其达到竖直状态,进而带动压紧件33的压紧端处于水平状态,并压紧进气格栅装本体5和多个装配金属夹片6构成的进气格栅装配件,托料件32与进气格栅装配件同步沿着定位座2和导向杆35的方向向下移动,在弹簧36自身弹性的作用下,保证进气格栅装配件在不被过大压力破损的前提下被压至待检位置,此时高清摄像头31的取像处为进气格栅装配件上端的一个装配金属夹片6位置,并在成像显
示屏4上放大成像,观察进气格栅装本体5和装配金属夹片6进行孔位同心度是否符合质检标准即可。
26.基于上述,本实用新型通过在定位座2上设置检测机构3,由手柄37带动压紧件33的压紧端处于水平状态,压紧进气格栅装本体5和多个装配金属夹片6构成的进气格栅装配件,在平端面的凸台34上端面与两侧下端面均处于同一平面的压紧件33共同作用下,配合弹簧36自身弹性的作用下,保证进气格栅装配件在不被过大压力破损的前提下被压至待检位置,只通过高清摄像头31对单个装配金属夹片6与进气格栅装本体5构成的装配孔进行检验,无需逐个检验即可实现快速准确孔位同心度检测。
27.由技术常识可知,本实用新型可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本实用新型范围内或在等同于本实用新型的范围内的改变均被本实用新型包含。
技术特征:
1.一种汽车进气格栅装配件用质检平台,其特征在于,包括机架(1)、定位座(2)以及检测机构(3),所述机架(1)上安装有成像显示屏(4),所述定位座(2)固定设置于机架(1)上,所述检测机构(3)安装于定位座(2)上,并用于对进气格栅装本体(5)和装配金属夹片(6)进行孔位同心度检测。2.根据权利要求1所述的一种汽车进气格栅装配件用质检平台,其特征在于:所述检测机构(3)包括高清摄像头(31)、托料件(32)以及压紧件(33),所述托料件(32)滑动设置于定位座(2)上,托料件(32)的下部设置有凸台(34),所述高清摄像头(31)安装于托料件(32)的侧端上,高清摄像头(31)与成像显示屏(4)电性连接,定位座(2)上固定连接有两个对称设置的导向杆(35),托料件(32)还滑动设置于导向杆(35)上,导向杆(35)上于托料件(32)与定位座(2)之间套设有弹簧(36),定位座(2)的上端铰接有手柄(37),所述压紧件(33)固定连接于手柄(37)的侧端。3.根据权利要求1所述的一种汽车进气格栅装配件用质检平台,其特征在于:所述进气格栅装本体(5)置于定位座(2)与托料件(32)之间。4.根据权利要求2所述的一种汽车进气格栅装配件用质检平台,其特征在于:所述压紧件(33)的两侧下端面均处于同一平面,压紧件(33)的两侧下端面还分别与位于进气格栅装本体(5)上端的装配金属夹片(6)相配合。5.根据权利要求2所述的一种汽车进气格栅装配件用质检平台,其特征在于:所述手柄(37)与压紧件(33)的两侧下端面呈垂直方向。
技术总结
本实用新型公开了一种汽车进气格栅装配件用质检平台,涉及汽车饰件检测技术领域,包括机架、定位座以及检测机构,所述机架上安装有成像显示屏。本实用新型通过在定位座上设置检测机构,由手柄带动压紧件的压紧端处于水平状态,压紧进气格栅装本体和多个装配金属夹片构成的进气格栅装配件,在平端面的凸台上端面与两侧下端面均处于同一平面的压紧件共同作用下,配合弹簧自身弹性的作用下,保证进气格栅装配件在不被过大压力破损的前提下被压至待检位置,只通过高清摄像头对单个装配金属夹片与进气格栅装本体构成的装配孔进行检验,无需逐个检验即可实现快速准确孔位同心度检测。需逐个检验即可实现快速准确孔位同心度检测。需逐个检验即可实现快速准确孔位同心度检测。
技术研发人员:房刘念
受保护的技术使用者:江苏新泉汽车饰件股份有限公司
技术研发日:2022.04.18
技术公布日:2022/9/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1