一种并行复合型光器件刻蚀系统与方法
1.本发明属于光器件加工制造技术领域,更具体地,涉及一种并行复合型光器件刻蚀系统与方法。
背景技术:
2.自微电子技术问世以来,其一直是现代信息社会发展的强大动力。但近些年来,微电子技术因受到基础科学、技术等各方面的限制发展速度逐渐放缓。在2-3nm的工艺节点下,可容纳的原子数量不到15个,这就导致量子效应加剧,不可靠性显著增加,严重阻碍了微电子技术的进步。然而现代社会对信息高速处理的需求并未因微电子技术遇到天花板而减小,信息拥堵问题日益突出。
3.为了解决信息拥堵问题,人们想到了另一种信息载体——光子。光子作为信息传递的载体,相比电子具有稳定可控的调制和复用维度,如振幅、相位、波长、偏振态、模式等,具有更大的带宽、更高的频谱利用率和通信容量。光子器件不仅继承了微电子器件尺寸小、耗电少、成本低、集成度高等特点,也集成了来自于光电子的多通道、大带宽、高速率、高密度等优点,相比于传统微电子具有更高的运行速度和更低的能耗。
4.现有技术在加工光器件时,由于各种原因导致的加工效果差、加工效率低等问题普遍存在。如何保证光器件加工具有更高的精度和效率成为本领域面临的一大难题。
技术实现要素:
5.本发明通过提供一种并行复合型光器件刻蚀系统与方法,解决现有技术中光器件加工精度较低、加工效率较低的问题。
6.一方面,本发明提供一种并行复合型光器件刻蚀系统,包括:计算机、激光器、加工平台和光路组件;
7.所述计算机分别与所述激光器、所述加工平台连接;所述计算机用于控制所述激光器发射特定波长和特定重复频率的激光,以及用于控制所述加工平台进行移动;所述激光器用于发射激光;所述加工平台用于通过运动改变光器件与所述光路组件输出的激光光斑的相对位置;
8.所述光路组件设置在所述激光器的输出光路上,所述光路组件包括半透半反射镜、精加工子系统和粗加工子系统;所述精加工子系统包括精加工单元、第一光阑阵列和第一聚焦透镜阵列;所述粗加工子系统包括粗加工单元、第二光阑阵列和第二聚焦透镜阵列;
9.所述半透半反射镜用于将入射的激光分为两束,第一光束进入所述精加工子系统,第二光束进入所述粗加工子系统;所述精加工单元用于得到n路精加工并行光束,所述n路精加工并行光束经所述第一光阑阵列改变大小、形状,再经所述第一聚焦透镜阵列聚焦后入射至所述加工平台,实现并行精加工;所述粗加工单元用于得到n路粗加工并行光束,所述n路粗加工并行光束经所述第二光阑阵列改变大小、形状,再经所述第二聚焦透镜阵列聚焦后入射至所述加工平台,实现并行粗加工。
10.优选的,所述精加工单元包括依光路依次设置的反射镜、半波片、空间光调制器、准直透镜阵列、反射镜阵列和光栅对阵列;
11.所述反射镜用于将所述第一光束反射至所述半波片;所述半波片用于对入射的偏振光进行旋转,产生半波长的光程差或180度位相差;所述空间光调制器用于将一束偏振光均分为n束同等性能的光束;所述准直透镜阵列用于将来自于所述空间光调制器的n束光变成n束平行的准直光;所述反射镜阵列用于将n束平行的准直光反射至所述光栅对阵列;所述光栅对阵列用于对焦点处光斑的三维形貌进行调整。
12.优选的,所述光栅对阵列中的光栅对通过调节光栅对与输入光线之间的夹角、光栅对的间距,实现调整焦点处光斑的三维形貌。
13.优选的,通过所述光栅对调整焦点处光斑的三维形貌时,焦点处光斑的直径可达到0.2μm。
14.优选的,所述粗加工单元包括均匀分光镜阵列;所述均匀分光镜阵列用于将所述第二光束均匀平分为n束同等性能的光束。
15.优选的,所述并行复合型光器件刻蚀系统还包括:衰减器;所述衰减器设置在所述激光器和所述半透半反射镜之间的光路上,所述衰减器用于对所述激光器发射的激光功率进行调节。
16.优选的,所述并行复合型光器件刻蚀系统还包括:光开关;所述光开关设置在所述半透半反射镜和所述精加工单元之间的光路上,所述光开关用于对所述半透半反射镜反射的激光是否进入所述精加工单元进行控制。
17.优选的,所述激光器采用飞秒激光器;所述加工平台为六维加工平台,所述六维加工平台在所述计算机的控制下通过平移、旋转来改变光器件与激光光斑的相对位置。
18.另一方面,本发明提供一种并行复合型光器件刻蚀方法,采用上述的并行复合型光器件刻蚀系统实现,所述方法包括:
19.通过计算机控制激光器发射特定波长和特定重复频率的激光;
20.所述半透半反射镜将入射的激光分为两束,第一光束进入精加工子系统,第二光束进入粗加工子系统;
21.所述第一光束经精加工单元后得到n路精加工并行光束,所述n路精加工并行光束经第一光阑阵列改变大小、形状,再经第一聚焦透镜阵列聚焦后入射至加工平台;
22.所述第二光束经粗加工单元后得到n路粗加工并行光束,所述n路粗加工并行光束经第二光阑阵列改变大小、形状,再经第二聚焦透镜阵列聚焦后入射至所述加工平台;
23.通过所述计算机控制所述加工平台进行移动,实现并行精加工或并行粗加工。
24.优选的,首先对光器件进行并行精加工,刻蚀出光器件的外部轮廓;精加工完成后,对光器件进行并行粗加工,刻蚀出光器件的外部轮廓内部部分;
25.所述精加工的光束光斑直径范围为0.2μm~0.3μm,所述粗加工的光斑直径范围为1μm-2μm。
26.本发明中提供的一个或多个技术方案,至少具有如下技术效果或优点:
27.在发明中,提供的并行复合型光器件刻蚀系统包括精加工子系统和粗加工子系统,能够实现粗精混合加工。精加工子系统和粗加工子系统均可得到n路的加工并行光束,能够实现并行精加工和并行粗加工,进而有效提高加工效率。通过设置光栅对阵列,能够对
精加工中的焦点处光斑的三维形貌进行调整,能够提高光器件的加工精度,与此同时提高成品率。本发明可以首先对光器件进行并行精加工,刻蚀出光器件的外部轮廓;精加工完成后,对光器件进行并行粗加工,刻蚀出光器件的外部轮廓内部部分,能够防止崩边现象,同时能够提高成品率和加工效率。
附图说明
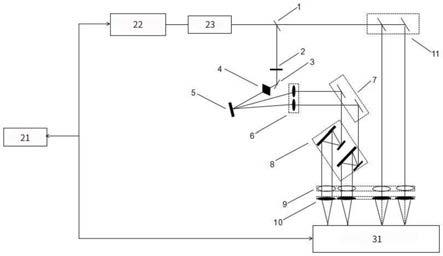
28.图1为本发明实施例提供的一种并行复合型光器件刻蚀系统的结构示意图;
29.图2为通过光栅对调整焦点处光斑的三维形貌的原理示意图;
30.图3为通过光栅对调整焦点处光斑的三维形貌的仿真结果图。
31.其中,1-半透半反射镜、2-光开光、3-反射镜、4-半波片、5-空间光调制器、6-准直透镜阵列、7-反射镜阵列、8-光栅对阵列、9-光阑阵列、10-聚焦透镜阵列、11-均匀分光镜阵列、21-计算机、22-激光器、23-衰减器、31-加工平台。
具体实施方式
32.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
33.实施例1:
34.实施例1提供一种并行复合型光器件刻蚀系统,参见图1,包括:计算机21、激光器22、加工平台31和光路组件。
35.所述计算机21通过信号线分别与所述激光器22、所述加工平台31连接。所述计算机21用于控制所述激光器22发射特定波长和特定重复频率的激光,以及用于控制所述加工平台31进行移动。所述激光器22用于发射激光,该激光能够用来实现光器件的粗加工、精加工。所述加工平台31用于通过运动改变光器件与所述光路组件输出的激光光斑的相对位置。
36.所述光路组件设置在所述激光器22的输出光路上,所述光路组件包括半透半反射镜1、精加工子系统和粗加工子系统;所述精加工子系统包括精加工单元、第一光阑阵列和第一聚焦透镜阵列;所述粗加工子系统包括粗加工单元、第二光阑阵列和第二聚焦透镜阵列。其中,图1中的光阑阵列9包括第一光阑阵列和第二光阑阵列,图1中的聚焦透镜阵列10包括第一聚焦透镜阵列和第二聚焦透镜阵列。
37.所述半透半反射镜1用于将入射的激光分为两束,第一光束进入所述精加工子系统,第二光束进入所述粗加工子系统;所述精加工单元用于得到n路精加工并行光束,所述n路精加工并行光束经所述第一光阑阵列改变大小、形状,再经所述第一聚焦透镜阵列聚焦后入射至所述加工平台31,实现并行精加工;所述粗加工单元用于得到n路粗加工并行光束,所述n路粗加工并行光束经所述第二光阑阵列改变大小、形状,再经所述第二聚焦透镜阵列聚焦后入射至所述加工平台31,实现并行粗加工。
38.其中,所述精加工单元包括依光路依次设置的反射镜3、半波片4、空间光调制器5、准直透镜阵列6、反射镜阵列7和光栅对阵列8。
39.所述反射镜3用于将所述第一光束反射至所述半波片4;所述半波片4用于对入射的偏振光进行旋转,产生半波长的光程差或180度位相差;所述空间光调制器5用于将一束
偏振光均分为n束同等性能的光束,以实现并行精加工;所述准直透镜阵列6用于将来自于所述空间光调制器5的n束光变成n束平行的准直光;所述反射镜阵列7用于将n束平行的准直光反射至所述光栅对阵列8;所述光栅对阵列8用于对焦点处光斑的三维形貌进行调整,以达到精密加工的目的。
40.其中,n为大于等于2的整数。本发明中的光路可以进行人工调整,系统柔性好。即并行加工的光路数可以扩大。例如,可以从2路并行加工扩展为n路并行加工,能够满足各种加工条件的要求。
41.具体的,所述光栅对阵列8中的光栅对通过调节光栅对与输入光线之间的夹角、光栅对的间距,实现调整焦点处光斑的三维形貌。通过所述光栅对调整焦点处光斑的三维形貌时,焦点处光斑的直径可达到0.2μm。
42.参见图2,通常情况下,光栅对中的两个光栅之间是平行的,调节光栅对与输入光线之间的夹角即调整输入光线与第一个接触光栅的夹角,另一面光栅与第一面光栅平行。特殊情况下,也可以调整两个光栅之间的角度,光线输入到第一个光栅形成输入角度为i,同时形成反射角度为γ;以第一个光栅的水平平面为参考,第二个光栅与第一个光栅的反射光输出形成了一个夹角为i1;它的反射角度为γ1。第一种情况(即普通情况)更加方便建模计算。第二种情况(即特殊情况),是在调整光栅对的间距受限的条件下使用的。例如,对应第一种情况,在一个具体的仿真程序中,聚焦透镜的焦距是5mm,入射光的波长为800nm,波长宽度为8nm,光栅对与输入光线的夹角i为48
°
(图2中的r表示输出光线的夹角)。输入光为高斯光,光栅对的间距d1是500mm;光斑xy轴,轴向直径为0.2μm。光斑xz轴,光斑yz轴的形状为马蹄型,宽度为0.2μm,长度为2μm,参见图3。
43.所述粗加工单元包括均匀分光镜阵列11;所述均匀分光镜阵列11用于将所述第二光束均匀平分为n束同等性能的光束,以实现并行粗加工。
44.优选的方案中,所述并行复合型光器件刻蚀系统还可包括:衰减器23、光开关2。所述衰减器23设置在所述激光器22和所述半透半反射镜1之间的光路上,所述衰减器23用于对所述激光器22发射的激光功率进行调节,调节激光功率至适用于光器件加工的最优阈值范围。所述光开关2设置在所述半透半反射镜1和所述精加工单元之间的光路上,所述光开关2用于对所述半透半反射镜1反射的激光是否进入所述精加工单元进行控制。具体的,所述光开关2能够控制所述半透半反镜1中出射的激光是否进入所述反射镜3,进而控制精加工的进行。设置所述光开关2的目的是若在加工时出现意外,可以进行紧急停止激光输出。
45.具体的,所述激光器22采用飞秒激光器;所述加工平台31为六维加工平台,所述六维加工平台在所述计算机21的控制下通过平移、旋转来改变光器件与激光光斑的相对位置,进而实现粗精混合并行加工的目的。
46.实施例2:
47.实施例2提供一种并行复合型光器件刻蚀方法,采用如实施例1所述的并行复合型光器件刻蚀系统实现,所述方法包括:通过计算机控制激光器发射特定波长和特定重复频率的激光;所述半透半反射镜将入射的激光分为两束,第一光束进入精加工子系统,第二光束进入粗加工子系统;所述第一光束经精加工单元后得到n路精加工并行光束,所述n路精加工并行光束经第一光阑阵列改变大小、形状,再经第一聚焦透镜阵列聚焦后入射至加工平台;所述第二光束经粗加工单元后得到n路粗加工并行光束,所述n路粗加工并行光束经
第二光阑阵列改变大小、形状,再经第二聚焦透镜阵列聚焦后入射至所述加工平台;通过所述计算机控制所述加工平台进行移动,实现并行精加工或并行粗加工。
48.例如,首先对光器件进行并行精加工,刻蚀出光器件的外部轮廓;精加工完成后,对光器件进行并行粗加工,刻蚀出光器件的外部轮廓内部部分。这样可以防止崩边现象影响光器件性能,同时提高加工效率。
49.其中,所述精加工的光束光斑直径范围为0.2μm~0.3μm,所述粗加工的光斑直径范围为1μm-2μm。
50.实施例2提供的一种并行复合型光器件刻蚀方法与实施例1提供的一种并行复合型光器件刻蚀系统的功能是对应的,即通过所述计算机控制所述飞秒激光器发射特定波长和重复频率的激光,该激光经过所述衰减器后在所述半透半反射镜的作用下分为两束,其中一束光经过所述光开光、所述反射镜反射后通过所述半波片进入所述空间光调制器,经所述空间光调制器分为n束同等性能的光束后,经过所述准直透镜阵列后再经过所述反射镜阵列反射进入所述光栅对阵列,所述光栅对阵列中的光栅对能够通过调节光栅对与输入光线之间的夹角、光栅对的间距使入射光束突破衍射极限以达到精密加工的目的。由所述光栅对阵列射出的光束经由所述第一光阑阵列改变大小、形状后,再经所述第一聚焦透镜阵列聚焦后,用于进行光器件的并行精加工,可以有效防止由于光斑直径过大导致的崩边问题。此外,经所述半透半反镜射出的另一束光经所述均匀分光镜阵列也分为n束,这n束光直接通过所述第二光阑阵列改变大小形状后,再经所述第二聚焦透镜阵列聚焦,用于进行光器件的并行粗加工。所述计算机控制所述六维工作台通过平移、旋转来改变待加工的光器件与激光光斑的相对位置,进而实现并行精加工或并行粗加工,且能实现粗精混合加工的目的。其中,并行加工指的是n路光束同时加工,一次加工可以制作多个器件。粗精混合加工可以是“先精加工,再粗加工”,也可以是“先粗加工,再精加工”。
51.本发明实施例提供的一种并行复合型光器件刻蚀系统与方法至少包括如下技术效果:
52.(1)本发明包括精加工子系统和粗加工子系统,能够实现粗精混合加工。
53.(2)本发明中的精加工子系统和粗加工子系统均可得到n路的加工并行光束,能够实现并行精加工和并行粗加工,进而有效提高加工效率。本发明有效地解决了现有技术在加工光器件时由于技术条件限制导致的加工效率低的问题。
54.(3)本发明通过设置光栅对阵列,能够对精加工中的焦点处光斑的三维形貌进行调整,使入射光束突破衍射极限,实现精密加工,能够提高光器件的加工精度,与此同时提高成品率。
55.(4)本发明中的光路可以进行人工调整,系统柔性好(即并行加工的光路数可以扩大。例如,可以从2路并行加工扩展为n路并行加工),能够满足各种加工条件的要求。
56.(5)本发明在加工光器件时加工质量高,相比于传统加工方法,本发明可以首先对光器件进行并行精加工,刻蚀出光器件的外部轮廓;精加工完成后,对光器件进行并行粗加工,刻蚀出光器件的外部轮廓内部部分,能够防止崩边现象,同时能够提高成品率和加工效率。即加工时无崩边现象产生,次品率进一步降低,从而节省了时间成本、提高了经济效益。
57.最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明
的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1