一种蓄电池端子更换方法与流程
1.本发明属于蓄电池技术,具体涉及一种蓄电池端子更换方法。
背景技术:
2.蓄电池端子因密封问题,固化环氧胶水、极柱之间以及固化环氧胶水、中盖之间存在毛细隙,会造成电池内部酸液从端子出渗出,造成端子腐蚀,造成接触不良,造成危险,对于这一问题,需要对端子进行更换,目前的更换方法是电池盖片撬开排气,排气后,用电烙铁触碰端子槽内环氧胶水表面加热,直到环氧胶水表面发酥,挖掉端子槽内发酥的胶水;用电烙铁融化端子孔表面的铅,快速拔掉异常的端子,再次清理端子槽内残余胶水;放置一个合格的端子,用电烙铁焊好,然后打上新环氧胶水固化,但是自然排气后,蓄电池内每个间隔内依然残留部分氢氧气,在用电烙铁触碰时依然存在爆炸的危险,并且原固化环氧胶水、极柱之间以及原固化环氧胶水、中盖之间的毛细隙依然无法得到补全形成密封,依旧存在安全隐患。
技术实现要素:
3.本发明针对现有技术的缺点,设计了一种蓄电池端子更换方法,通过负压管抽出自然排气后残余在蓄电池内的氢氧气,从而避免更换端子的过程中电烙铁的高温形成爆炸的危险,同时,在向端子槽内打新环氧胶水时,利用负压管抽气,使蓄电池内形成负压,进而使得新环氧胶水渗入原固化环氧胶水、极柱之间以及原固化环氧胶水、中盖之间的毛细隙中固化,弥补密封,消除隐患。
4.本发明公开的技术方案如下:一种蓄电池端子更换方法,包括:a:打开电池盖片,打开安全阀,对蓄电池进行排气;b:在处于打开状态的安全阀上加装负压管,抽取蓄电池内的气体;c:抽气完成后,卸下负压管,用电烙铁触碰端子槽内环氧胶水表面加热,直到环氧胶水表面发酥,挖掉端子槽内发酥的胶水;d:用电烙铁融化端子孔表面的铅,快速拔掉异常的端子,再次清理端子槽内残余胶水;e:放置一个合格的端子,用电烙铁焊好,然后打上新环氧胶水同时在处于打开状态的安全阀上再次加装负压管,使新环氧胶水渗入原固化环氧胶水、极柱之间以及原固化环氧胶水、中盖之间的毛细隙中,卸下负压管,新环氧胶水自然固化,关闭安全阀。
5.在上述方案的基础上,作为优选,电烙铁的功率为100-200瓦。
6.在上述方案的基础上,作为优选,负压管连接真空机。
7.在上述方案的基础上,作为优选,b步骤中真空机的参数为-0.01到-0.05公斤力,负压时间30-60秒。
8.在上述方案的基础上,作为优选,e步骤中真空机的参数为-0.01到-0.04公斤力,负压时间60-120秒。
9.与现有技术相比,本发明具有以下有益效果:通过负压管抽出自然排气后残余在蓄电池内的氢氧气,从而避免更换端子的过程中电烙铁的高温形成爆炸的危险,同时,在向端子槽内打新环氧胶水时,利用负压管抽气,使蓄电池内形成负压,进而使得新环氧胶水渗入原固化环氧胶水、极柱之间以及原固化环氧胶水、中盖之间的毛细隙中固化,弥补密封,提高密封效果,消除隐患。
附图说明
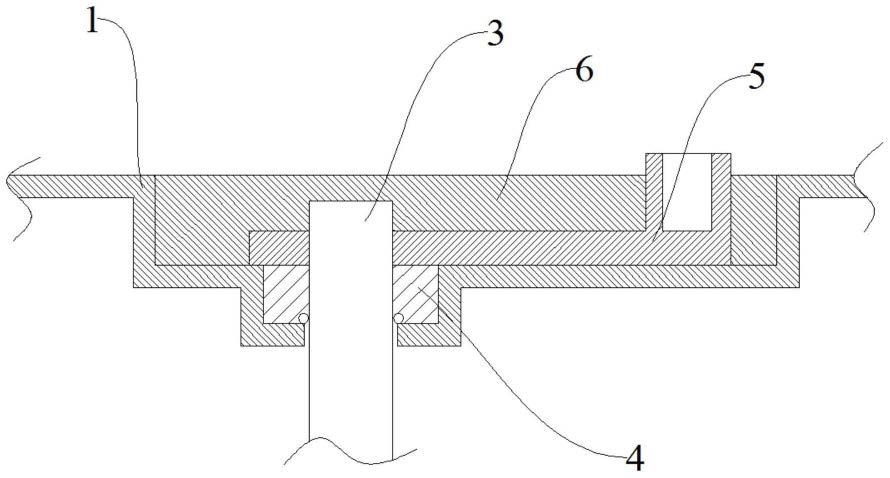
10.图1是本发明中未挖掉端子槽内发酥胶水的结构示意图;图2是本发明中挖掉端子槽内发酥胶水的结构示意图。
具体实施方式
11.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对照附图说明本发明的具体实施方式。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
12.如图1-2所示,其中,1为中盖,2为端子槽,3为极柱,4为原固化环氧胶水,5、端子,6、原端子槽胶水。
13.一种蓄电池端子更换方法,包括:a:打开电池盖片,打开安全阀,对蓄电池进行排气;b:在处于打开状态的安全阀上加装负压管,抽取蓄电池内的气体;c:抽气完成后,卸下负压管,用电烙铁触碰端子槽内环氧胶水表面加热,直到环氧胶水表面发酥,挖掉端子槽内发酥的胶水(原端子槽胶水);d:用电烙铁融化端子孔表面的铅,快速拔掉异常的端子,再次清理端子槽内残余胶水;e:放置一个合格的端子,用电烙铁焊好,然后打上新环氧胶水同时在处于打开状态的安全阀上再次加装负压管,使新环氧胶水渗入原固化环氧胶水、极柱之间以及原固化环氧胶水、中盖之间的毛细隙中,卸下负压管,新环氧胶水自然固化,关闭安全阀。
14.在上述的方案中,负压管抽出自然排气后残余在蓄电池内的氢氧气,从而避免更换端子的过程中电烙铁的高温形成爆炸的危险。
15.在向端子槽内打新环氧胶水时,利用负压管抽气,使蓄电池内形成负压,进而使得新环氧胶水渗入原固化环氧胶水、极柱之间以及原固化环氧胶水、中盖之间的毛细隙中固化,弥补密封,消除隐患。
16.电烙铁的功率为100-200瓦。
17.其中,负压管连接真空机。
18.b步骤中真空机的参数为-0.01到-0.05公斤力,负压时间30-60秒。
19.e步骤中真空机的参数为-0.01到-0.04公斤力,负压时间60-120秒。
20.应当说明的是,上述实施例均可根据需要自由组合。以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
技术特征:
1.一种蓄电池端子更换方法,其特征在于,包括:a:打开电池盖片,打开安全阀,对蓄电池进行排气;b:在处于打开状态的安全阀上加装负压管,抽取蓄电池内的气体;c:抽气完成后,卸下负压管,用电烙铁触碰端子槽内环氧胶水表面加热,直到环氧胶水表面发酥,挖掉端子槽内发酥的胶水;d:用电烙铁融化端子孔表面的铅,快速拔掉异常的端子,再次清理端子槽内残余胶水;e:放置一个合格的端子,用电烙铁焊好,然后打上新环氧胶水同时在处于打开状态的安全阀上再次加装负压管,使新环氧胶水渗入原固化环氧胶水、极柱之间以及原固化环氧胶水、中盖之间的毛细隙中,卸下负压管,新环氧胶水自然固化,关闭安全阀。2.如权利要求1所述的蓄电池端子更换方法,其特征在于,电烙铁的功率为100-200瓦。3.如权利要求1所述的蓄电池端子更换方法,其特征在于,负压管连接真空机。4.如权利要求1所述的蓄电池端子更换方法,其特征在于,b步骤中真空机的参数为-0.01到-0.05公斤力,负压时间30-60秒。5.如权利要求1所述的蓄电池端子更换方法,其特征在于,e步骤中真空机的参数为-0.01到-0.04公斤力,负压时间60-120秒。
技术总结
本发明公开了一种蓄电池端子更换方法,包括:A:打开电池盖片,对蓄电池进行排气;B:在安全阀上加装负压管,抽取蓄电池内的气体;C:抽气完成后,卸下负压管,用电烙铁触碰端子槽内环氧胶水表面加热,直到环氧胶水表面发酥,挖掉发酥的胶水;D:用电烙铁融化端子孔表面的铅,快速拔掉异常的端子,再次清理端子槽内残余胶水;E:放置一个合格的端子,用电烙铁焊好,然后打上新环氧胶水的同时在处于打开状态的安全阀上再次加装负压管,使新环氧胶水渗入毛细隙中,卸下负压管,新环氧胶水自然固化,关闭安全阀。通过负压管抽出自然排气后残余在蓄电池内的氢氧气,从而避免更换端子的过程中电烙铁的高温形成爆炸的危险。铁的高温形成爆炸的危险。
技术研发人员:丁建中 李军 胡国柱 孙旺 朱明娟
受保护的技术使用者:天能集团江苏科技有限公司
技术研发日:2022.04.28
技术公布日:2022/8/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1