一种秸秆饲料化智能生产系统及其工作原理的制作方法
本发明涉及农业设备,具体涉及一种秸秆饲料化智能生产系统及其工作原理。
背景技术:
1、传统的秸秆饲料生产设备在输送发酵菌和清水的过程中,由于采用简单的直接输送方式,精准度较差,在发酵的过程中配比错误,导致后影响饲草口感或发酵过程中容易发臭等发酵失败现象,影响整个生产质量。
技术实现思路
1、本发明的目的在于针对现有技术的缺陷和不足,提供一种秸秆饲料化智能生产系统及其工作原理。
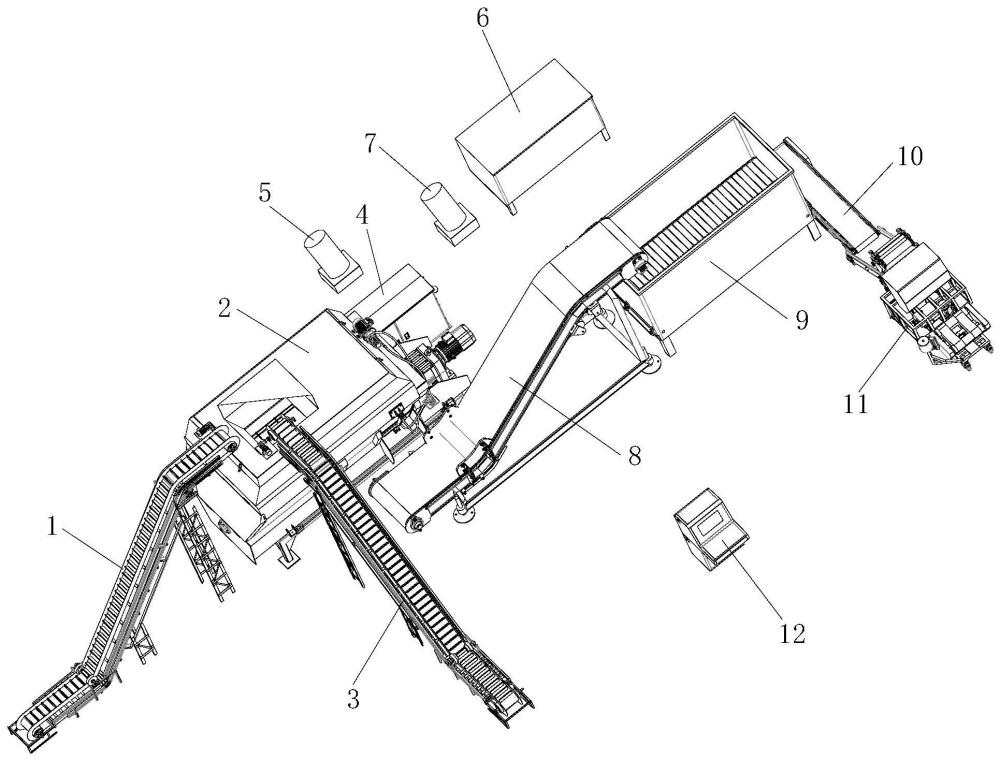
2、为实现上述目的,本发明采用的技术方案是:一种秸秆饲料化智能生产系统,其创新点在于:主要包括上料输送带、饲料搅拌混合机、精料输送带、发酵菌储存箱、定量菌泵、水箱、定量水泵、转运输送带、均料机、输出输送带、圆捆包膜机和控制系统,所述饲料搅拌混合机内置重量传感器和雾化喷头,所述上料输送带和精料输送带的输出端均连接饲料搅拌混合机,所述发酵菌储存箱和水箱分别通过定量菌泵、定量水泵、水管及雾化喷头连接到饲料搅拌混合机,所述饲料搅拌混合机的输出端通过转运输送带连接均料机,所述均料机的输出端通过输出输送带连接圆捆包膜机,所述控制系统分别与上料输送带、饲料搅拌混合机、精料输送带、定量菌泵、定量水泵、转运输送带、均料机、输出输送带及圆捆包膜机电性连接,并对其进行设置和控制。
3、进一步的,所述饲料搅拌混合机内置双绞龙,且双绞龙采用正反旋转模式。
4、进一步的,所述转运输送带和输出输送带的两侧均设置防护板。
5、一种秸秆饲料化智能生产系统的工作原理,其创新点在于,包括以下步骤:
6、s1、秸秆通过上料输送带输送至饲料搅拌混合机内,同时精料也通过精料输送带输送至饲料搅拌混合机内,且重量传感器对饲料搅拌混合机内部物料重量进行称重,并将数据发送至控制系统;
7、s2、控制系统通过获得的重量数据,并通过获得的重量数据分析出所要投放的发酵菌重量和清水重量,然后再通过定量菌泵和定量水泵将发酵菌和清水输送至雾化喷头,经雾化后输入饲料搅拌混合机内,并通过饲料搅拌混合机内进行混合搅拌;
8、s3、混合搅拌完成后,将混料通过转运输送带输送至均料机内,均料机对混料进行布料均匀;
9、s4、布料均匀的混料再通过输出输送带输送至圆捆包膜机进行圆捆打包,即可完成整个生产加工,且在打包期间,各输送带停止输送。
10、采用上述结构后,本发明有益效果为:
11、本发明能够根据物料重量对发酵菌和清水进行精准配比,通过控制器对定量泵进行控制,将定量的发酵菌和清水雾化后输送至物料中,从而做到精准投料,提高产品质量。
技术特征:
1.一种秸秆饲料化智能生产系统,其特征在于:主要包括上料输送带、饲料搅拌混合机、精料输送带、发酵菌储存箱、定量菌泵、水箱、定量水泵、转运输送带、均料机、输出输送带、圆捆包膜机和控制系统,所述饲料搅拌混合机内置重量传感器和雾化喷头,所述上料输送带和精料输送带的输出端均连接饲料搅拌混合机,所述发酵菌储存箱和水箱分别通过定量菌泵、定量水泵、水管及雾化喷头连接到饲料搅拌混合机,所述饲料搅拌混合机的输出端通过转运输送带连接均料机,所述均料机的输出端通过输出输送带连接圆捆包膜机,所述控制系统分别与上料输送带、饲料搅拌混合机、精料输送带、定量菌泵、定量水泵、转运输送带、均料机、输出输送带及圆捆包膜机电性连接,并对其进行设置和控制。
2.根据权利要求1所述的一种秸秆饲料化智能生产系统,其特征在于:所述饲料搅拌混合机内置双绞龙,且双绞龙采用正反旋转模式。
3.根据权利要求1所述的一种秸秆饲料化智能生产系统,其特征在于:所述转运输送带和输出输送带的两侧均设置防护板。
4.一种根据权利要求1至3任意一项所述秸秆饲料化智能生产系统的工作原理,其特征在于,包括以下步骤:
技术总结
本发明公开了一种秸秆饲料化智能生产系统,主要包括上料输送带、饲料搅拌混合机、精料输送带、发酵菌储存箱、定量菌泵、水箱、定量水泵、转运输送带、均料机、输出输送带、圆捆包膜机和控制系统,饲料搅拌混合机内置重量传感器和雾化喷头,上料输送带和精料输送带的输出端均连接饲料搅拌混合机,发酵菌储存箱和水箱分别通过定量菌泵、定量水泵、水管及雾化喷头连接到饲料搅拌混合机,饲料搅拌混合机的输出端通过转运输送带连接均料机,均料机的输出端通过输出输送带连接圆捆包膜机。本发明能够根据物料重量对发酵菌和清水进行精准配比,通过控制器对定量泵进行控制,将定量的发酵菌和清水输雾化后送至物料中,从而做到精准投料,提高产品质量。
技术研发人员:吴咏梅,李骅,李超
受保护的技术使用者:如皋市现代农业机械有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!