一种全自动水饺皮成型机的制作方法
本技术主要涉及水饺加工设备相关,具体是一种全自动水饺皮成型机。
背景技术:
1、在水饺自动生产设备中,其工序一般为先加工水饺皮,然后将水饺皮放在成型机构上,填充馅料后通过成型机构使其自动成型。
2、现有技术中,如申请号为2023108255436,名称为一种自动包饺子的装置相关技术中,水饺皮的加工是通过自动切皮取皮装置实现,其主要原理是通过伸缩杆压在面皮上,通过切割刀切割面皮,并通过吸气的方式转移面皮。
3、在上述结构中,虽然能够实现饺子皮的切割和自动转移,但是效率较为低下,在高速水饺加工生成中,或者需要一台水饺皮加工机械供应多台水饺成型机械使用时,难以满足效率需求。
技术实现思路
1、为解决目前技术的不足,本实用新型结合现有技术,从实际应用出发,提供一种全自动水饺皮成型机,其具有结构设计简单,水饺皮加工效率高,加工后的水饺皮自动通过输送带输送至下一工位的优势。
2、为实现上述目的,本实用新型的技术方案如下:
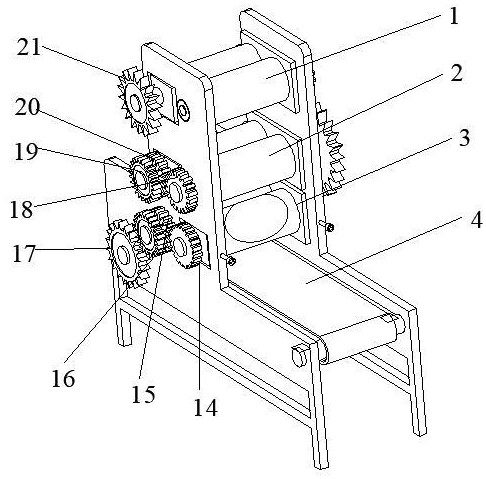
3、一种全自动水饺皮成型机,包括主架体,所述主架体上自上而下依次设置第一级压辊组、第二级压辊组、第三级压辊组以及水饺皮输送带,第一级压辊组、第二级压辊组、第三级压辊组以及水饺皮输送带通过同一驱动机构驱动后同步运动;
4、第一级压辊组、第二级压辊组、第三级压辊组均包括两个可相对转动的压辊,第一级压辊组、第二级压辊组、第三级压辊组的压辊间隙自上而下依次减小,第三级压辊组中的其中一个压辊的外圆周面上设置有至少一个向内凹陷的水饺皮成型槽。
5、进一步,所述第三级压辊组中的其中一个压辊的外圆周面上沿周向方向设置有至少两个向内凹陷的水饺皮成型槽。
6、进一步,所述第一级压辊组的两个压辊间隙为8mm,第二级压辊组的两个压辊间隙为3mm,第三级压辊组的两个压辊之间无间隙。
7、进一步,所述水饺皮成型槽内设置防粘涂层。
8、进一步,所述第一级压辊组、第二级压辊组、第三级压辊组各自的两个压辊中,至少一个压辊能够进行位置调节,从而调整两个压辊之间的间隙。
9、进一步,所述第一级压辊组、第二级压辊组、第三级压辊组安装在主架体两侧的竖板上,
10、在竖板上设置滑槽,第一级压辊组、第二级压辊组、第三级压辊组各自的两个压辊中,至少一个压辊两侧设置滑块,滑块可沿所述滑槽滑动,通过螺钉定位。
11、进一步,所述驱动机构包括链轮组以及齿轮组,通过链轮组以及齿轮组驱动所述第一级压辊组、第二级压辊组、第三级压辊组以及水饺皮输送带同步运动。
12、进一步,对于第三级压辊组,其前部的压辊一端设置第一齿轮,后部的压辊一端设置第二齿轮、第一链轮,另一端设置第二链轮,第一齿轮、第二齿轮啮合;
13、对于第二级压辊组,其前部的压辊一端设置第三齿轮,另一端设置第三链轮,其后部的压辊一端设置第四齿轮、第四链轮,第三齿轮、第四齿轮啮合;
14、对于第一级压辊组,其前部的压辊另一端设置第五齿轮,后部的压辊一端设置第五链轮,另一端设置第六齿轮,第五齿轮、第六齿轮啮合;
15、对于水饺皮输送带,其输送辊连接第六链轮;
16、在主架体上还设置有同轴的第七链轮、第八链轮。
17、进一步,第二链轮通过链条连接电机,该链条从第二链轮、第七链轮之间穿过同时带动第七链轮转动,第八链轮通过链条连接第三链轮,第一链轮通过链条连接第六链轮,第四链轮通过链条连接到第五链轮。
18、进一步,第八链轮齿数小于第三链轮,第一链轮齿数小于第六链轮,第四链轮齿数小于第五链轮。
19、本实用新型的有益效果:
20、1、本实用新型的水饺皮成型机通过自上而下设置的三组压辊组,首先对面团进行挤压成面饼,之后对面饼进一步挤压变薄,使其成为符合厚度大小的面饼,最终通过成型辊,在成型辊转动时通过设置的水饺皮成型槽对面饼进行切割,随着成型辊转动,切割后的圆形面饼掉落至下方的输送带上,然后输送到下一工位供工人或机械手取用,整体生产效率高,所出水饺皮厚度统一、形状统一。
21、2、本实用新型的水饺皮成型机,能够通过相应的调整结构调节压辊组中两个压辊的间隙,安装维护方便,设备通用性强。
22、3本实用新型水饺皮成型机,动力驱动高度集中,仅通过一个电机即可控制三组压辊组以及输送带在设定速度范围内的同步动作,结构设计合理、紧凑,设备成本低。
技术特征:
1.一种全自动水饺皮成型机,包括主架体,其特征在于,所述主架体上自上而下依次设置第一级压辊组、第二级压辊组、第三级压辊组以及水饺皮输送带,第一级压辊组、第二级压辊组、第三级压辊组以及水饺皮输送带的运动通过驱动机构带动;
2.根据权利要求1所述的全自动水饺皮成型机,其特征在于,所述第三级压辊组中的其中一个压辊的外圆周面上沿周向方向设置有至少两个向内凹陷的水饺皮成型槽。
3.根据权利要求1所述的全自动水饺皮成型机,其特征在于,所述第一级压辊组的两个压辊间隙为8mm,第二级压辊组的两个压辊间隙为3mm,第三级压辊组的两个压辊之间无间隙。
4.根据权利要求1所述的全自动水饺皮成型机,其特征在于,所述水饺皮成型槽内设置防粘涂层。
5.根据权利要求1所述的全自动水饺皮成型机,其特征在于,
6.根据权利要求5所述的全自动水饺皮成型机,其特征在于,
7.根据权利要求1所述的全自动水饺皮成型机,其特征在于,所述驱动机构包括链轮组以及齿轮组,通过链轮组以及齿轮组驱动所述第一级压辊组、第二级压辊组、第三级压辊组以及水饺皮输送带同步运动。
8.根据权利要求7所述的全自动水饺皮成型机,其特征在于,对于第三级压辊组,其前部的压辊一端设置第一齿轮,后部的压辊一端设置第二齿轮、第一链轮,另一端设置第二链轮,第一齿轮、第二齿轮啮合;
9.根据权利要求8所述的全自动水饺皮成型机,其特征在于,第二链轮通过链条连接电机,该链条从第二链轮、第七链轮之间穿过同时带动第七链轮转动,第八链轮通过链条连接第三链轮,第一链轮通过链条连接第六链轮,第四链轮通过链条连接到第五链轮。
10.根据权利要求9所述的全自动水饺皮成型机,其特征在于,第八链轮齿数小于第三链轮,第一链轮齿数小于第六链轮,第四链轮齿数小于第五链轮。
技术总结
本技术提供一种全自动水饺皮成型机,包括主架体,所述主架体上自上而下依次设置第一级压辊组、第二级压辊组、第三级压辊组以及水饺皮输送带,第一级压辊组、第二级压辊组、第三级压辊组以及水饺皮输送带的运动通过驱动机构带动;第一级压辊组、第二级压辊组、第三级压辊组均包括两个可相对转动的压辊,第一级压辊组、第二级压辊组、第三级压辊组的压辊间隙自上而下依次减小,第三级压辊组中的其中一个压辊的外圆周面上设置有至少一个向内凹陷的水饺皮成型槽。本技术具有结构设计简单,水饺皮加工效率高,加工后的水饺皮自动通过输送带输送至下一工位的优势。
技术研发人员:宁传路,陈哲
受保护的技术使用者:泰安市安广包装制品有限公司
技术研发日:20240204
技术公布日:2025/1/23
- 还没有人留言评论。精彩留言会获得点赞!