一种旋转式真空回潮设备的制作方法
本技术属于卷烟制造,具体涉及一种旋转式真空回潮设备。
背景技术:
1、在卷烟制丝加工过程中,为提高片烟加工质量,常通过真空回潮机对片烟进行回潮处理,提高烟草物料的含水率和温度,去除烟草青杂气,使烟叶变柔软,便于后续加工。现有技术中,真空回潮技术通常采用静态回潮的方式对烟叶进行处理,通过分片机为将烟包拆分成3~5块具有一定厚度的烟块,将烟块装入回潮箱,由输送轨道将回潮箱运入真空回潮机内进行抽真空和喷射蒸汽处理。此回潮方式主要存在两方面的问题,一是回潮箱内的烟块难以完全回透,烟叶回透率通常在98.5%左右;二是整批烟草物料进入真空回潮机后,需等待真空回潮机完成抽真空、喷射蒸汽等耗时约1小时的处理后方可进入翻箱喂料机为后续加工供料,此真空回潮设备及加工方式属于间歇式生产,不能实现连续生产,导致卷烟制丝生产效率难以提高。
2、为解决上述问题提出本实用新型。
技术实现思路
1、为了解决现有技术的不足,本实用新型提供了一种旋转式真空回潮设备及其用于烟草物料回潮的方法。该设备对实现烟草真空回潮工序连续性工业生产,提高烟草真空回潮工序的加工质量,提高卷烟制丝过程生产效率具有重要作用与意义。
2、本实用新型采用的技术方案如下:
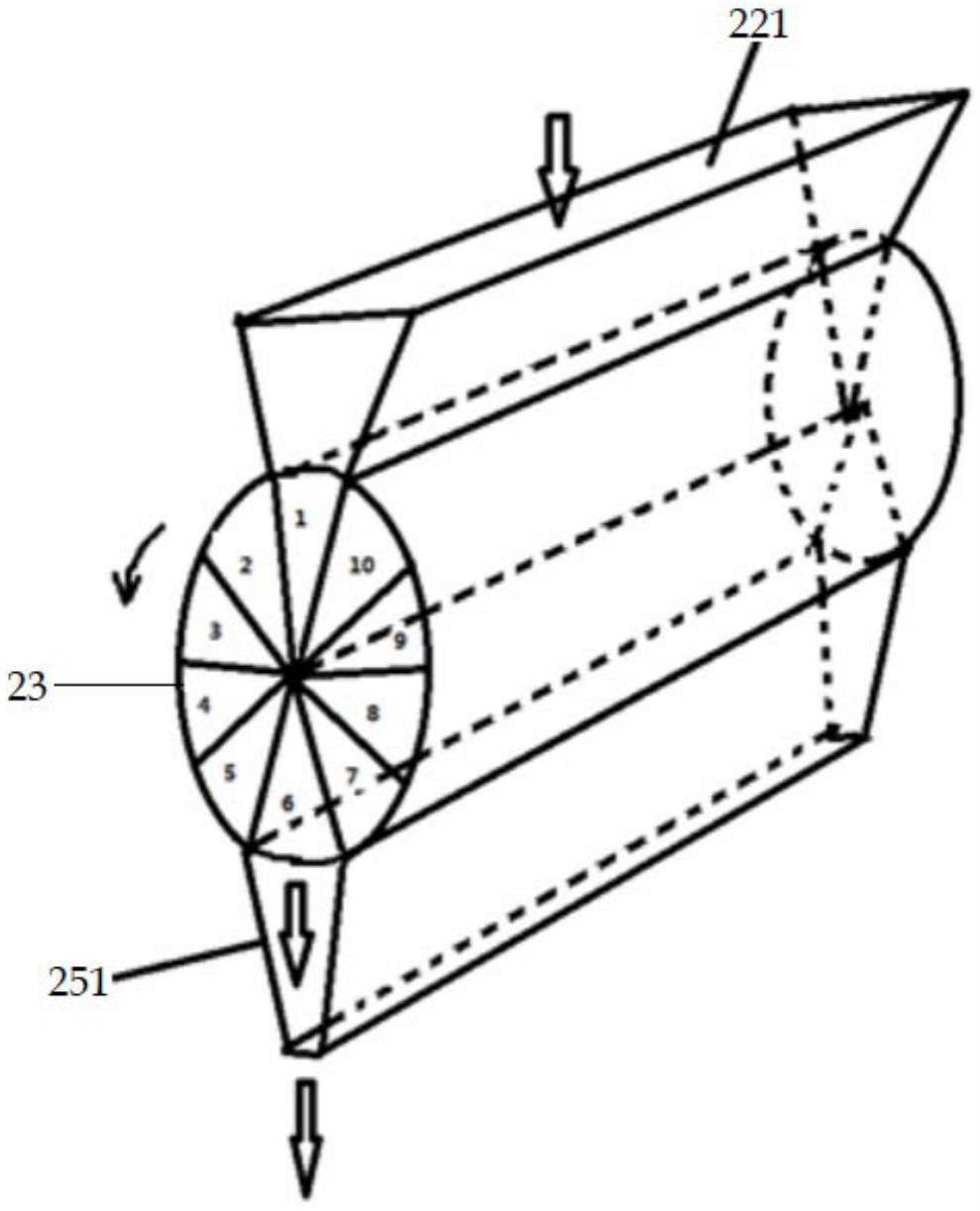
3、本实用新型第一方面公开了一种旋转式真空回潮设备,其包括旋转式真空回潮机,所述旋转式真空回潮机包括密闭圆筒23和布置在所述密闭圆筒23中心轴的旋转轴24;在密闭圆筒23任意直径方向且通过并固定在旋转轴24上有若干矩形隔板241将所述密闭圆筒23分割为偶数个密闭扇形区;所述矩形隔板241的宽等于密闭圆筒23的内径,所述矩形隔板241的长等于密闭圆筒23中心轴的长度;矩形隔板241与密闭圆筒23内壁接触的顶部装有密封条,保证抽真空和蒸湿过程不出现泄漏现象。
4、优选地,所述矩形隔板241为五个,每两个矩形隔板241之间的夹角为36°,五个矩形隔板241将所述密闭圆筒23分割为大小相同的十个密闭的扇形区。
5、优选地,在所述密闭圆筒23壁的上部开有可以自动开闭的进料口22,所述进料口22的宽与所述扇形区的弧边相等,所述进料口22的长与所述密闭圆筒23的长或扇形区的长相等;在所述进料口上设置有进料料斗,所述进料料斗的料斗口221的长与所述进料口22的长相等,所述料斗口221的宽不小于所述进料口22的宽;在所述密闭圆筒23的下部开有可以自动开闭的出料口25,所述出料口25设置有出料罩251;进料口22和出料口25都能够自动开闭,关闭时能够保证密闭圆筒23内的真空度。
6、优选地,在所述密闭圆筒23的左侧或右侧壁上设置四个抽真空装置231和两个水蒸汽喷射装置232;当第一扇形区1面向所述进料口22时,则四个抽真空装置231分别面向第二扇形区2、第三扇形区3、第四扇形区4和第五扇形区5;两个水蒸汽喷射装置232分别面向第三扇形区3和第五扇形区5。
7、优选地,每个扇形区内均设置有温度检测器233,用于检测各扇形区内的温度。
8、优选地,在所述料斗口221的上部设置有往复式布料带21,所述往复式布料带21宽度接近但不大于料斗口221的宽度;在所述出料罩251的口下部设置有出料料仓26,所述出料料仓26连接运输带27;优选地,所述设备还包括定量喂料机,所述定量喂料机顺序包括:原料仓11、陡角带12、进料仓13、限量管14和电子秤15,所述电子秤15布置在所述往复式布料带21上部。
9、优选地,所述密闭圆筒23水平放置;所述矩形隔板241为金属板;所述旋转轴24的旋转为步进式,每次旋转的跨距为一个扇形区。
10、本实用新型第二方面公开了所述的旋转式真空回潮设备用于烟草物料回潮的方法,包括如下步骤:
11、烟叶从原料仓11通过陡角带12送入进料仓13,然后通过限量管14和电子秤15定量输送至往复式布料带21上,往复式布料带21将烟叶通过料斗口221均匀布撒在进料料斗中,再通过进料口22均匀进入第一扇形区1;
12、旋转轴24进行逆时针步进式旋转,第一扇形区1内的烟叶在第二扇形区2、第三扇形区3、第四扇形区4和第五扇形区5被抽真空处理,烟叶同时在第三扇形区3和第五扇形区5被蒸湿处理;当烟叶到达第六扇形区6位置时,回潮合格的烟叶因为重力作用通过出料口25和出料罩251落入出料料仓26中,然后被运输带27输送至后续工序加工;
13、重复上述步骤,烟叶就被连续松散回潮处理;
14、如果到达第六扇形区6的烟叶回潮不合格,进料口22和出料口25关闭,第六扇形区6的烟叶继续被旋转至第七扇形区7、第八扇形区8、第九扇形区9和第十扇形区10,并继续逆时针步进式旋转进行回潮处理。
15、本实用新型的有益效果为:
16、本实用新型的旋转式真空回潮设备用于烟草物料回潮,每个扇形区的烟叶且呈松散状态,显著提升了烟叶真空回潮过程抽真空和蒸湿的工艺效果,烟叶松散率和回透率显著提升,松散率达到99.0%以上,回透率达到100%。解决了现有卷烟制丝真空回潮工艺及设备不能实现连续性生产、回透率不高的不足,对于提高烟草真空回潮工序的加工质量,提高卷烟制丝过程生产效率具有重要作用与意义。
技术特征:
1.一种旋转式真空回潮设备,其特征在于,其包括旋转式真空回潮机,所述旋转式真空回潮机包括密闭圆筒(23)和布置在所述密闭圆筒(23)中心轴的旋转轴(24);在密闭圆筒(23)任意直径方向且通过并固定在旋转轴(24)上有若干矩形隔板(241)将所述密闭圆筒(23)分割为偶数个密闭扇形区;所述矩形隔板(241)的宽等于密闭圆筒(23)的内径,所述矩形隔板(241)的长等于密闭圆筒(23)中心轴的长。
2.根据权利要求1所述的旋转式真空回潮设备,其特征在于,所述矩形隔板(241)为五个,每两个矩形隔板(241)之间的夹角为36°,五个矩形隔板(241)将所述密闭圆筒(23)分割为大小相同的十个密闭的扇形区。
3.根据权利要求2所述的旋转式真空回潮设备,其特征在于,在所述密闭圆筒(23)壁的上部开有可以自动开闭的进料口(22),所述进料口(22)的宽与所述扇形区的弧边相等,所述进料口(22)的长与所述密闭圆筒(23)的长相等;在所述进料口上设置有进料料斗,所述进料料斗的料斗口(221)的长与所述进料口(22)的长相等,料斗口(221)的宽不小于所述进料口(22)的宽;在所述密闭圆筒(23)的下部开有可以自动开闭的出料口(25),所述出料口(25)设置有出料罩(251)。
4.根据权利要求3所述的旋转式真空回潮设备,其特征在于,在所述密闭圆筒(23)的一侧壁上设置四个抽真空装置(231)和两个水蒸汽喷射装置(232);当第一扇形区(1)面向所述进料口(22)时,则四个抽真空装置(231)分别面向第二扇形区(2)、第三扇形区(3)、第四扇形区(4)和第五扇形区(5),两个水蒸汽喷射装置(232)分别面向第三扇形区(3)和第五扇形区(5)。
5.根据权利要求2所述的旋转式真空回潮设备,其特征在于,每个扇形区内均设置有温度检测器(233)。
6.根据权利要求3所述的旋转式真空回潮设备,其特征在于,在所述料斗口(221)的上部设置有往复式布料带(21);在所述出料罩(251)的口下部设置有出料料仓(26),所述出料料仓(26)连接运输带(27)。
7.根据权利要求6所述的旋转式真空回潮设备,其特征在于,所述设备还包括定量喂料机,所述定量喂料机顺序包括:原料仓(11)、陡角带(12)、进料仓(13)、限量管(14)和电子秤(15),所述电子秤(15)布置在所述往复式布料带(21)上部。
8.根据权利要求1所述的旋转式真空回潮设备,其特征在于,所述密闭圆筒(23)水平放置;所述矩形隔板(241)为金属板;所述旋转轴(24)的旋转为步进式,每次旋转的跨距为一个扇形区。
技术总结
本技术公开了一种旋转式真空回潮设备,其包括旋转式真空回潮机(2),所述旋转式真空回潮机(2)包括密闭圆筒(23)和布置在所述密闭圆筒(23)中心轴的旋转轴(24);在密闭圆筒(23)任意直径方向且通过并固定在旋转轴(24)上有若干矩形隔板(241)将所述密闭圆筒(23)分割为偶数个密闭扇形区;所述矩形隔板(241)的宽等于密闭圆筒(23)的内径,所述矩形隔板(241)的长等于密闭圆筒(23)中心轴的长。本技术旋转式真空回潮设备解决了现有烟草真空回潮工艺无法实现连续性生产的问题,显著提高了卷烟制丝过程生产效率;烟叶松散率和回透率显著提升。
技术研发人员:易斌,高晓华,唐军,李雯琦,王慧,谭国治,何邦华,林文强,付亮,周冰,马宁,聂蓉
受保护的技术使用者:云南中烟工业有限责任公司
技术研发日:20221107
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!