一种烟具加热组件的制作方法
本技术涉及烟具制造,更具体地说,涉及一种烟具加热组件。
背景技术:
1、利用现有的烟具加热组件对卷烟进行加热时,一种是热量向内流动,另一种是热量向四周方向流动,这两种方式都很难做到均匀加热,特别是在只剩下最后几口的时候,烟丝上与加热组件相接触的部分已经碳化了,第一种情况下是四周碳化,第二种情况下是内部碳化,碳化不均匀就会造成后几口烟气浓度的衰减,导致使用者体验不佳。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种烟具加热组件,能够实现烟丝从内部到外部的同时或交替加热,实现烟丝雾化物的均匀释放,提升使用者的体验。
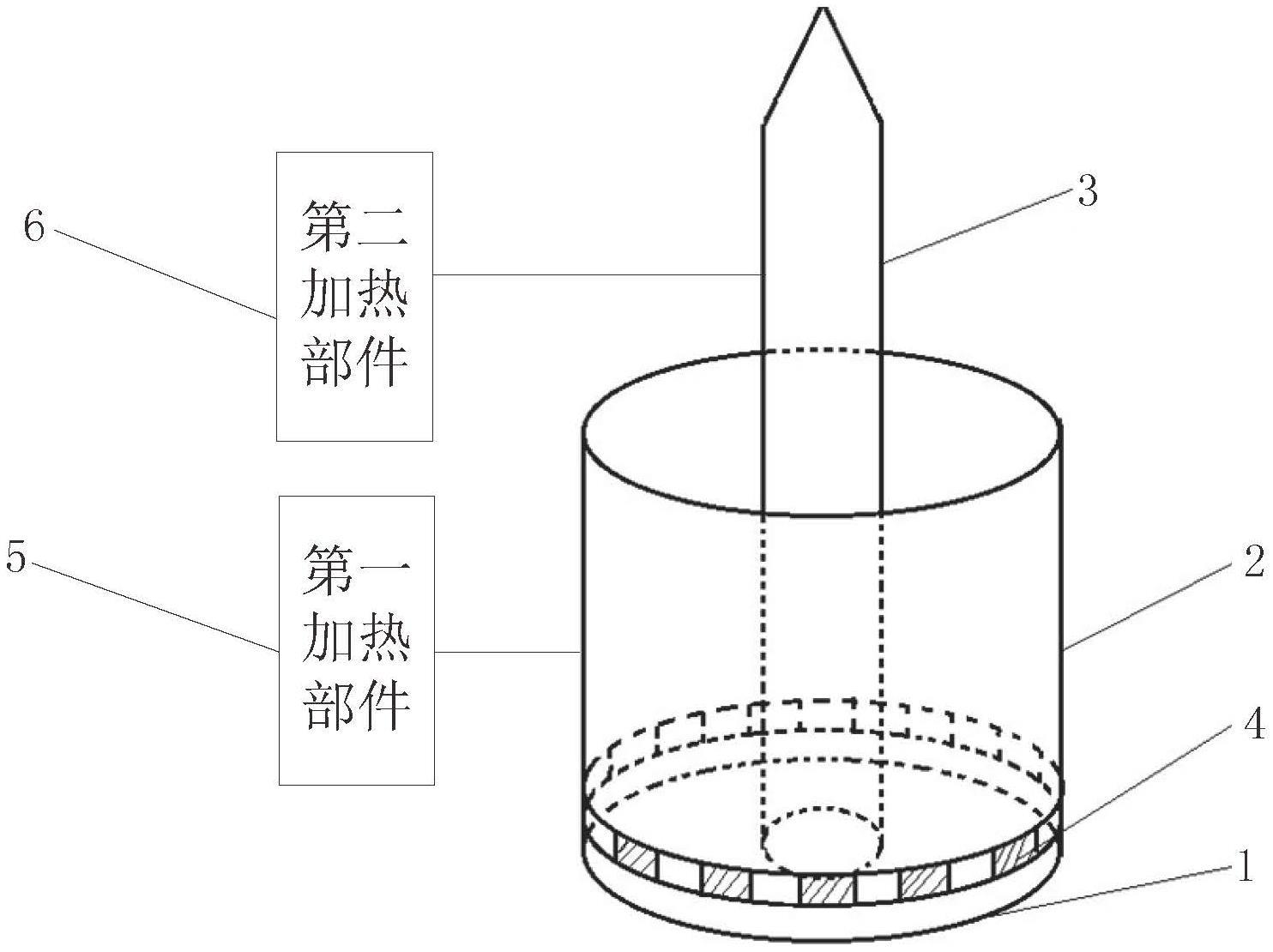
2、本实用新型提供的一种烟具加热组件包括底座、设置于所述底座上的环状加热筒和加热棒,所述加热棒位于所述环状加热筒内部的中心位置,所述环状加热筒的侧面靠近底部位置开设有多个通气孔,所述环状加热筒连接至第一加热部件,所述加热棒连接至与所述第一加热部件相互独立的第二加热部件。
3、优选的,在上述烟具加热组件中,所述加热棒的顶部为针状,下部主体为圆柱状。
4、优选的,在上述烟具加热组件中,所述环状加热筒的截面为圆形。
5、优选的,在上述烟具加热组件中,所述加热棒为铜加热棒或二氧化锆加热棒。
6、优选的,在上述烟具加热组件中,所述加热棒的长度为12mm至13mm。
7、优选的,在上述烟具加热组件中,所述加热棒的直径为1.9mm至2.1mm。
8、优选的,在上述烟具加热组件中,所述环状加热筒的内径为7.0mm至7.5mm。
9、优选的,在上述烟具加热组件中,所述环状加热筒的高度为8mm至10mm。
10、优选的,在上述烟具加热组件中,所述通气孔的位置在所述底座以上1mm至2mm。
11、优选的,在上述烟具加热组件中,所述通气孔的宽度为1mm至2mm,长度为2mm至3mm。
12、从上述技术方案可以看出,本实用新型所提供的上述烟具加热组件,由于包括底座、设置于所述底座上的环状加热筒和加热棒,所述加热棒位于所述环状加热筒内部的中心位置,所述环状加热筒的侧面靠近底部位置开设有多个通气孔,所述环状加热筒连接至第一加热部件,所述加热棒连接至与所述第一加热部件相互独立的第二加热部件,因此环状加热筒能够从烟具的外围进行加热,加热棒能够从烟具的内部进行加热,而且二者的加热过程是可以独立控制的,从而该组件能够实现烟丝从内部到外部的同时或交替加热,实现烟丝雾化物的均匀释放,提升使用者的体验。
技术特征:
1.一种烟具加热组件,其特征在于,包括底座、设置于所述底座上的环状加热筒和加热棒,所述加热棒位于所述环状加热筒内部的中心位置,所述环状加热筒的侧面靠近底部位置开设有多个通气孔,所述环状加热筒连接至第一加热部件,所述加热棒连接至与所述第一加热部件相互独立的第二加热部件。
2.根据权利要求1所述的烟具加热组件,其特征在于,所述加热棒的顶部为针状,下部主体为圆柱状。
3.根据权利要求1所述的烟具加热组件,其特征在于,所述环状加热筒的截面为圆形。
4.根据权利要求1所述的烟具加热组件,其特征在于,所述加热棒为铜加热棒或二氧化锆加热棒。
5.根据权利要求1所述的烟具加热组件,其特征在于,所述加热棒的长度为12mm至13mm。
6.根据权利要求1所述的烟具加热组件,其特征在于,所述加热棒的直径为1.9mm至2.1mm。
7.根据权利要求3所述的烟具加热组件,其特征在于,所述环状加热筒的内径为7.0mm至7.5mm。
8.根据权利要求3所述的烟具加热组件,其特征在于,所述环状加热筒的高度为8mm至10mm。
9.根据权利要求1-8任一项所述的烟具加热组件,其特征在于,所述通气孔的位置在所述底座以上1mm至2mm。
10.根据权利要求9所述的烟具加热组件,其特征在于,所述通气孔的宽度为1mm至2mm,长度为2mm至3mm。
技术总结
本申请公开了一种烟具加热组件,包括底座、设置于所述底座上的环状加热筒和加热棒,所述加热棒位于所述环状加热筒内部的中心位置,所述环状加热筒的侧面靠近底部位置开设有多个通气孔,所述环状加热筒连接至第一加热部件,所述加热棒连接至与所述第一加热部件相互独立的第二加热部件。本技术提供的上述烟具加热组件,能够实现烟丝从内部到外部的同时或交替加热,实现烟丝雾化物的均匀释放,提升使用者的体验。
技术研发人员:黄飞,任昭辉,张洪飞,刘文春,苏亮
受保护的技术使用者:吉林烟草工业有限责任公司
技术研发日:20230314
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!