一种人体工学异型滤嘴成型装置的制作方法
本技术涉及卷烟生产,尤其涉及一种人体工学异型滤嘴成型装置。
背景技术:
1、现有每个扁嘴式滤嘴棒由于常需要人工装配,因此生产成本仍需要五到六元,因此,开发新的生产系统,以降低滤嘴棒生产成本就显得很有必要。
技术实现思路
1、本实用新型的目的在于提供一种人体工学异型滤嘴成型装置,以期解决背景技术中的技术问题。
2、为了实现上述目的,本实用新型采用以下技术方案:
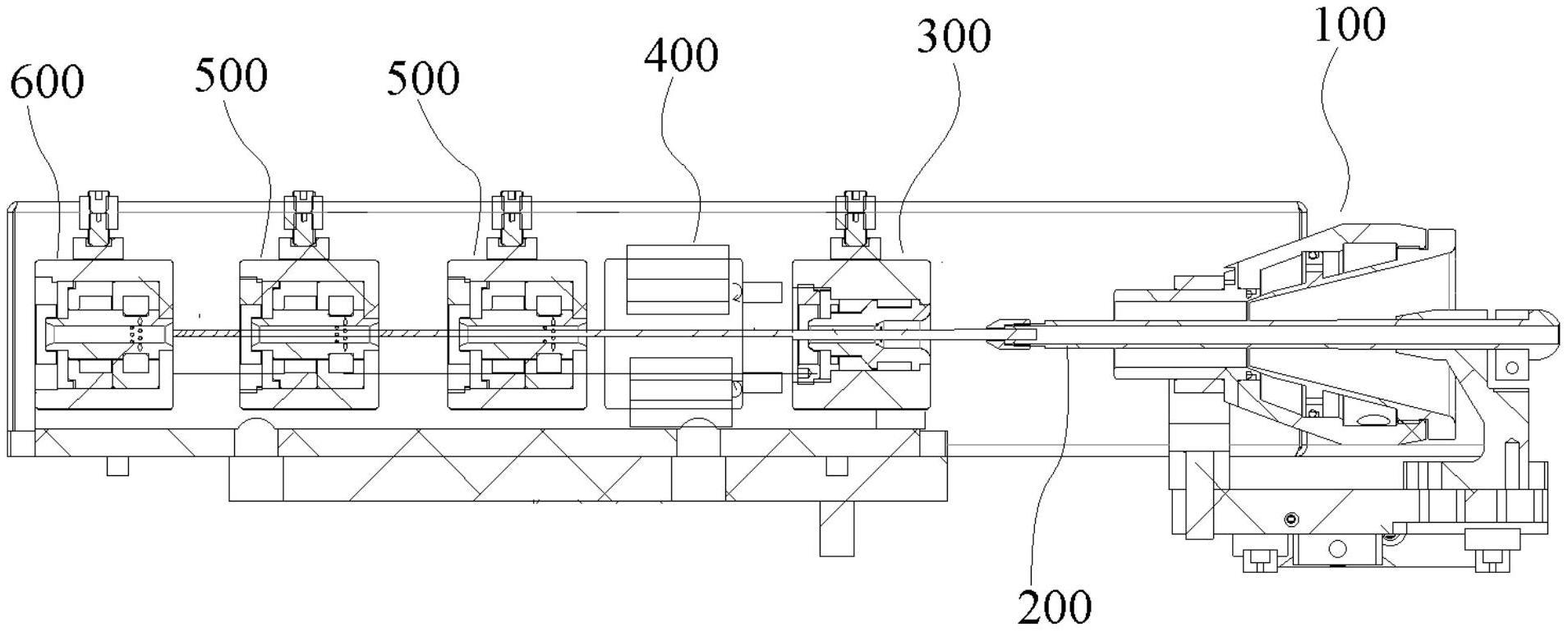
3、一种人体工学异型滤嘴成型装置,具有这样的特征,包括:高压喷嘴、芯棒管、热成型模组、用于压制形成扁嘴状嘴棒的成型模组、冷成型模组及用于分切形成滤嘴的分切模组,芯棒管沿高压喷嘴的成型腔延伸至高压喷嘴本体外部,成型模组由机壳、安装在机壳内的上、下成型辊和转动电机组成,在上、下成型辊的外表面等距分布有多个大小形状相同的成型凸块,多个成型凸块呈环形分布,每个成型凸块的外表面弧度与成型辊的弧度相同,上、下成型辊通过转轴平行固定在机壳上,并在转动电机的控制下沿着转轴同步相对转动,在两成型辊之间形成嘴棒成型通道;且当上、下成型辊同步相对转动时通过两成型辊外表面的成型凸块改变嘴棒成型通道的宽度。
4、进一步的,每个成型辊的外表面等距分布有四个成型凸块,成型凸块的宽度与过滤嘴棒的直径相等,每个成型凸块的两面均为斜面,使其内表面展开长度大于外表面展开长度。
5、进一步的,上、下成型辊设置有成型凸块部分形成嘴棒成型通道的宽度为上、下成型辊未设置成型凸块部分形成的嘴棒成型通道宽度的1/2-2/3。
6、进一步的,转动电机为一个整体式转动电机或两个分体式转动电机,当转动电机为整体式电机时,其输送轴通过传动皮带与上、下成型辊的转轴连接,并同时带动两个成型辊相对转动;当转动电机为两个分体式转动电机,两个分体式电机的输出轴分别与上、下成型辊的转轴连接,并分别带动两个成型辊相对转动。
7、本实用新型与现有技术相比具有的有益效果是:
8、本实用新型中在现有高压喷嘴基础上增加芯棒管,再利用成型模组将复合型滤嘴棒压制成型,再快速定型、分切后形成复合式扁嘴状滤嘴棒,上述生产模式效率更高,因而整体生产成本更低。
技术特征:
1.一种人体工学异型滤嘴成型装置,其特征在于,包括:高压喷嘴、芯棒管、热成型模组、用于压制形成扁嘴状嘴棒的成型模组、冷成型模组及用于分切形成滤嘴的分切模组,所述芯棒管沿所述高压喷嘴的成型腔延伸至所述高压喷嘴本体外部,所述成型模组由机壳、安装在所述机壳内的上、下成型辊和转动电机组成,在上、下成型辊的外表面等距分布有多个大小形状相同的成型凸块,多个成型凸块呈环形分布,每个成型凸块的外表面弧度与成型辊的弧度相同,所述上、下成型辊通过转轴平行固定在机壳上,并在转动电机的控制下沿着转轴同步相对转动,在两成型辊之间形成嘴棒成型通道;且当上、下成型辊同步相对转动时通过两成型辊外表面的成型凸块改变嘴棒成型通道的宽度。
2.根据权利要求1所述的一种人体工学异型滤嘴成型装置,其特征在于,每个成型辊的外表面等距分布有四个成型凸块,成型凸块的宽度与过滤嘴棒的直径相等,每个成型凸块的两面均为斜面,使其内表面展开长度大于外表面展开长度。
3.根据权利要求1或2所述的一种人体工学异型滤嘴成型装置,其特征在于,所述上、下成型辊设置有成型凸块部分形成嘴棒成型通道的宽度为上、下成型辊未设置成型凸块部分形成的嘴棒成型通道宽度的1/2-2/3。
4.根据权利要求1或2所述的一种人体工学异型滤嘴成型装置,其特征在于,所述转动电机为一个整体式转动电机或两个分体式转动电机,当转动电机为整体式电机时,其输送轴通过传动皮带与上、下成型辊的转轴连接,并同时带动两个成型辊相对转动;当转动电机为两个分体式转动电机,两个分体式电机的输出轴分别与上、下成型辊的转轴连接,并分别带动两个成型辊相对转动。
技术总结
本技术公开了一种人体工学异型滤嘴成型装置,包括:高压喷嘴、芯棒管、热成型模组、用于压制形成扁嘴状嘴棒的成型模组、冷成型模组及用于分切形成滤嘴的分切模组,芯棒管沿高压喷嘴的成型腔延伸至高压喷嘴本体外部,成型模组由机壳、安装在机壳内的上、下成型辊和转动电机组成,在上、下成型辊的外表面等距分布有多个大小形状相同的成型凸块,多个成型凸块呈环形分布,每个成型凸块的外表面弧度与成型辊的弧度相同。本技术中在现有高压喷嘴基础上增加芯棒管,再利用成型模组将复合型滤嘴棒压制成型,再快速定型、分切后形成复合式扁嘴状滤嘴棒,上述生产模式效率更高,因而整体生产成本更低。
技术研发人员:陶栩,蒋健,黄伟,刘懋,史霖,雍彬波,杨炼,杨傲,蔡瑶,姚经昌,余啸辉,杜勃宏
受保护的技术使用者:四川三联新材料有限公司
技术研发日:20230316
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!