接装机滤嘴供给机构导轨快速调整装置的制作方法
本技术属于卷烟生产设备,具体涉及一种接装机滤嘴供给机构导轨快速调整装置。
背景技术:
1、烟支生产设备中,烟支滤嘴输送设备中包括滤嘴加速鼓轮、上滤嘴输送导轨和下滤嘴输送导轨,上滤嘴输送导轨和下滤嘴输送导轨的圆弧输送面与滤嘴加速鼓轮边沿之间按照一定的空隙适配,用于滤嘴的输送,防止滤嘴从滤嘴加速鼓轮的滤嘴输送槽中掉出。上滤嘴输送导轨和下滤嘴输送导轨在使用一段时间后由于磨损,从而增大与滤嘴加速鼓轮边沿之间的空隙,容易导致滤嘴掉出,因此上滤嘴输送导轨和下滤嘴输送导轨上的导轨固定孔均为扩大孔,能够调整上滤嘴输送导轨和下滤嘴输送导轨的安装位置使其与滤嘴加速鼓轮边沿之间的空隙达到要求。然而,上滤嘴输送导轨和下滤嘴输送导轨在调整安装时,需要一只手抓住两根量棒,另一只手还要去托起或下压导轨,调整好后再去紧固螺钉,这样作业时很难保证两根量棒平行,有经验的师傅也需要反复调整,并需要两个以上人员操作,严重影响维修效率,造成时间及人力的浪费。专利号为202221921403.6,专利名称为:烟支生产中滤嘴导轨调整安装结构(下称对比文件)中,公开了一种辅助调节上滤嘴输送导轨和下滤嘴输送导轨的结构,虽然能够解决上述问题,但是需要逐个对上滤嘴输送导轨和下滤嘴输送导轨进行调整,影响调节效率,再有,此调节结构需要在滤嘴加速鼓轮端面上加工工装固定连接螺孔,无法保证滤嘴加速鼓轮的原结构不变,因此,有必要提出改进
技术实现思路
1、本实用新型解决的技术问题:提供一种接装机滤嘴供给机构导轨快速调整装置,采用包括有圆弧板和多个与滤嘴输送槽位置对应并适配的圆棒的滤嘴导轨定位工装,对上滤嘴输送导轨和下滤嘴输送导轨与滤嘴加速鼓轮边沿之间的空隙进行调整,解决该空隙调整难度大的问题,无需对滤嘴加速鼓轮进行加工,不需要人工抓扶量棒,实现对滤嘴输送导轨的快速调节安装,节约人力,不需要对滤嘴输送导轨反复调节就可快速定位,提高维修效率,结构简单,使用方便。
2、本实用新型采用的技术方案:接装机滤嘴供给机构导轨快速调整装置,包括滤嘴加速鼓轮、安装在固定板上的上滤嘴输送导轨和下滤嘴输送导轨,所述滤嘴加速鼓轮外圆周壁上均布有多个用于烟支滤嘴输送的滤嘴输送槽,还包括滤嘴导轨定位工装,所述滤嘴导轨定位工装包括圆弧板和多个均匀分布于圆弧板上的圆棒,多个所述圆棒垂直固定于圆弧板板面上且多个圆棒与圆弧板的外圆弧面相切,所述滤嘴导轨定位工装使用时多个圆棒适配于滤嘴加速鼓轮对应位置的滤嘴输送槽内,且圆弧板内圆弧面与滤嘴加速鼓轮外侧轮面接触,所述上滤嘴输送导轨和下滤嘴输送导轨外侧导轨的圆弧面与圆弧板外圆弧面接触,而上滤嘴输送导轨和下滤嘴输送导轨内侧导轨的圆弧面与对应位置的多个圆棒接触。
3、其中,所述圆弧板板厚不小于上滤嘴输送导轨和下滤嘴输送导轨外侧导轨的厚度。
4、进一步地,所述圆棒朝向上滤嘴输送导轨和下滤嘴输送导轨的端部距圆弧板的长度不小于上滤嘴输送导轨或下滤嘴输送导轨的内侧导轨与外侧导轨之间的距离。
5、进一步地,多个所述圆棒两端均贯穿圆弧板板面固定。
6、进一步地,所述圆棒的直径与原量棒直径相同。
7、进一步地,所述固定板固定于机体内壁上。
8、本实用新型与现有技术相比的优点:
9、1、本技术方案采用包括有圆弧板和多个与滤嘴输送槽位置对应并适配的圆棒的滤嘴导轨定位工装,对上滤嘴输送导轨和下滤嘴输送导轨与滤嘴加速鼓轮边沿之间的空隙进行调整,解决该空隙调整难度大的问题,无需对滤嘴加速鼓轮进行加工,不需要人工抓扶量棒,实现对滤嘴输送导轨的快速调节安装;
10、2、本技术方案调整精度高,大幅降低了修理人员的维修时间,对于维修人员的技能水平不需要有较高要求,减少了设备停机现象,能够很好的保证产品质量,降低滤棒等原辅材料的物耗。提高了设备管理效能和设备管理水平,维护了设备的可靠性和稳定性;
11、3、本技术方案结构简单,设计新颖,使用方便,成本低,调整效率高,节约人力,不需要对滤嘴输送导轨反复调节就可快速定位,提高维修效率。
技术特征:
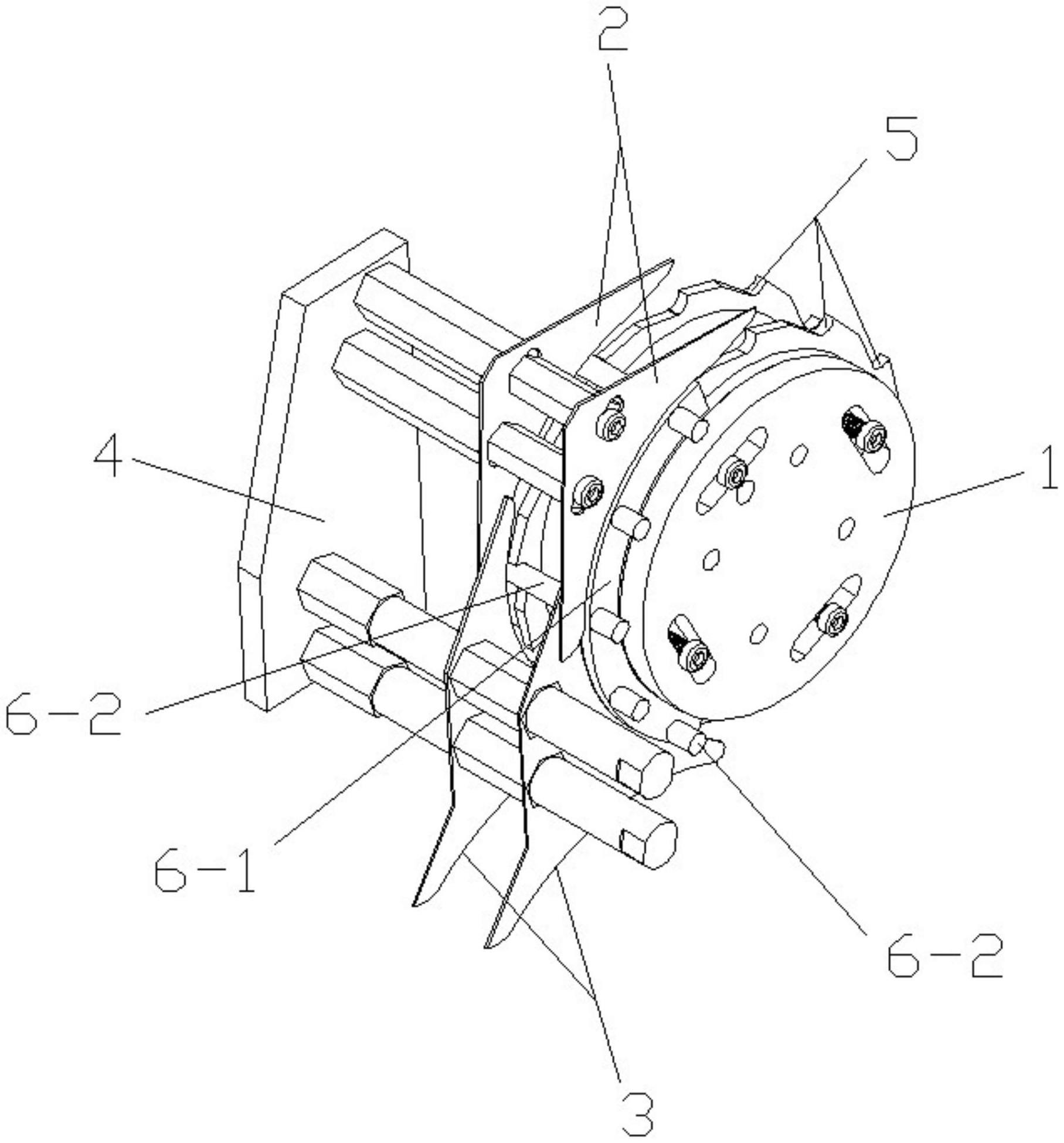
1.接装机滤嘴供给机构导轨快速调整装置,包括滤嘴加速鼓轮(1)、安装在固定板(4)上的上滤嘴输送导轨(2)和下滤嘴输送导轨(3),所述滤嘴加速鼓轮(1)外圆周壁上均布有多个用于烟支滤嘴输送的滤嘴输送槽(5),其特征在于:还包括滤嘴导轨定位工装(6),所述滤嘴导轨定位工装(6)包括圆弧板(6-1)和多个均匀分布于圆弧板(6-1)上的圆棒(6-2),多个所述圆棒(6-2)垂直固定于圆弧板(6-1)板面上且多个圆棒(6-2)与圆弧板(6-1)的外圆弧面相切;所述滤嘴导轨定位工装(6)使用时,多个圆棒(6-2)适配于滤嘴加速鼓轮(1)对应位置的滤嘴输送槽(5)内,且圆弧板(6-1)内圆弧面与滤嘴加速鼓轮(1)外侧轮面接触,所述上滤嘴输送导轨(2)和下滤嘴输送导轨(3)外侧导轨的圆弧面与圆弧板(6-1)外圆弧面接触,而上滤嘴输送导轨(2)和下滤嘴输送导轨(3)内侧导轨的圆弧面与对应位置的多个圆棒(6-2)接触。
2.根据权利要求1所述的接装机滤嘴供给机构导轨快速调整装置,其特征在于:所述圆弧板(6-1)板厚不小于上滤嘴输送导轨(2)和下滤嘴输送导轨(3)外侧导轨的厚度。
3.根据权利要求2所述的接装机滤嘴供给机构导轨快速调整装置,其特征在于:所述圆棒(6-2)朝向上滤嘴输送导轨(2)和下滤嘴输送导轨(3)的端部距圆弧板(6-1)的长度不小于上滤嘴输送导轨(2)或下滤嘴输送导轨(3)的内侧导轨与外侧导轨之间的距离。
4.根据权利要求3所述的接装机滤嘴供给机构导轨快速调整装置,其特征在于:多个所述圆棒(6-2)两端均贯穿圆弧板(6-1)板面固定。
5.根据权利要求1-4任一项所述的接装机滤嘴供给机构导轨快速调整装置,其特征在于:所述圆棒(6-2)的直径与原量棒直径相同。
6.根据权利要求5所述的接装机滤嘴供给机构导轨快速调整装置,其特征在于:所述固定板(4)固定于机体内壁上。
技术总结
提供一种接装机滤嘴供给机构导轨快速调整装置,滤嘴导轨定位工装包括圆弧板和多个均匀分布于圆弧板上的圆棒,多个圆棒垂直固定于圆弧板板面上且多个圆棒与圆弧板的外圆弧面相切,滤嘴导轨定位工装使用时多个圆棒适配于滤嘴加速鼓轮对应位置的滤嘴输送槽内,且上滤嘴输送导轨和下滤嘴输送导轨外侧导轨的圆弧面与圆弧板外圆弧面接触,而上滤嘴输送导轨和下滤嘴输送导轨内侧导轨的圆弧面与对应位置的多个圆棒接触。本技术无需对滤嘴加速鼓轮进行加工,不需要人工抓扶量棒,实现对滤嘴输送导轨的快速调节安装,节约人力,不需要对滤嘴输送导轨反复调节就可快速定位,提高维修效率,结构简单,使用方便。
技术研发人员:方伟,李其仲,彭刚,耿雪燕,黄娟莉,林斌,乔向阳
受保护的技术使用者:陕西中烟工业有限责任公司
技术研发日:20230601
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!