切丝机及其控制方法、计算机设备及可读存储介质与流程
本发明属于烟草制作加工设备,具体提供了一种切丝机及其控制方法、计算机设备及可读存储介质。
背景技术:
1、切丝机作为烟草制丝生产线烟叶加工关键设备,其广泛布置在国内烟草加工企业。刀片作为切丝机切割烟叶实施零件,其锋利程度直接影响着切割烟丝的质量。为保证刀片锋利,刀片在使用过程中需要实时进行磨削;同时,随着刀片在使用中持续消耗,刀片长度减少,就需要人工对刀片进行更换,以保证切丝机后续的正常使用。
2、但在刀片更换过程中,为了使其能够恢复到初始位置,需要人工进行进给调节,这就使得人工工作量较大。为了便于安装刀片,现有的切丝机通常采用机械定位块进行初始定位,但仍然不能保证刀片的位置精确定位。
3、因此,现急需一种切丝机,以解决切丝机刀片人工更换工作量大、刀片初始位置无法精确定位的问题。
技术实现思路
1、本发明的一个目的在于,解决切丝机刀片人工更换工作量大、刀片初始位置无法精确定位的问题。
2、为实现上述目的,本发明提供了一种切丝机的控制方法,所述切丝机包括第一驱动机构、传动组件、第二驱动机构、刀锟体以及刀片,所述第一驱动机构用于驱动所述传动组件,以使其带动所述刀片处于伸出状态;所述第二驱动机构用于驱动所述刀锟体转动;所述刀锟体上设置有n个安装刀位,每一个安装刀位对应安装一个所述刀片;所述控制方法包括:
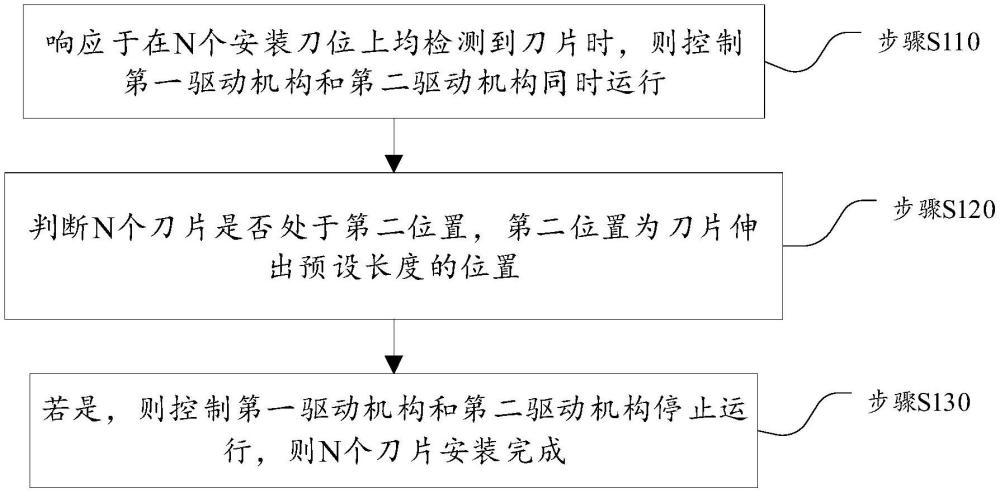
3、响应于在n个所述安装刀位上均检测到所述刀片时,则控制所述第一驱动机构和所述第二驱动机构同时运行;
4、判断n个所述刀片是否处于第二位置,所述第二位置为所述刀片伸出预设长度的位置;
5、若是,则控制所述第一驱动机构和所述第二驱动机构停止运行,则n个所述刀片安装完成。
6、进一步地,所述响应于在n个所述安装刀位上均检测到所述刀片的步骤,包括:响应于在第一所述安装刀位检测到所述刀片时,控制所述第二驱动机构运行,直至所述刀锟体上第二所述安装刀位转动到第一位置时,控制所述第二驱动机构停止运行;响应于在第二所述安装刀位检测到所述刀片时,则控制所述第二驱动机构运行,直至所述刀锟体上第三所述安装刀位转动到所述第一位置时,控制所述第二驱动机构停止运行;……;响应于在第n个所述安装刀位检测到所述刀片时,则n个所述刀片放置完毕。
7、进一步地,所述响应于在第一所述安装刀位检测到所述刀片的步骤之前,还包括:判断n个所述安装刀位中是否存在任一个所述安装刀位完全暴露在刀锟体机架外侧;若存在任一个所述安装刀位完全暴露在所述刀锟体机架外侧,则将其作为第一所述安装刀位,并将第一所述安装刀位的位置作为所述第一位置。
8、进一步地,所述判断n个所述安装刀位中是否存在任一个所述安装刀位完全暴露在所述刀锟体机架外侧的步骤,还包括:若不存在任一个所述安装刀位完全暴露在所述刀锟体机架外侧,则控制所述第二驱动机构驱动所述刀锟体转动。
9、进一步地,所述n个所述刀片安装完成的步骤,包括:获取并记录n个所述刀片安装完成的时间以及所述切丝机开始工作后的工作效率。
10、进一步地,所述n个所述刀片安装完成的步骤之后,还包括:响应于所述切丝机需要更换所述刀片,则生成提醒信息,以提醒用户更换所述刀片。
11、进一步地,所述响应于所述切丝机需要更换所述刀片的步骤,还包括:获取所述刀片的累计使用时长;判断所述刀片的累计使用时长是否达到预设时长;若所述刀片的累计使用时长达到预设时长,则所述切丝机需要更换所述刀片。
12、进一步地,所述响应于所述切丝机需要更换所述刀片的步骤,还包括:获取预设时间段内所述切丝机的工作效率;判断所述切丝机的工作效率是否达到预设效率;若所述切丝机的工作效率未达到预设效率,则所述切丝机需要更换所述刀片。
13、进一步地,所述提醒信息设置为震动声、蜂鸣声、语音提醒以及短信提醒。
14、进一步地,一种切丝机,上文任一项所述的切丝机的控制方法能够应用到所述切丝机中;所述切丝机还包括刀锟体机架和检测模块,所述刀锟体安装到所述刀锟体机架上;所述检测模块安装到所述刀锟体机架的端部,用于检测所述刀片的位置。
15、进一步地,所述刀锟体机架上设置有弧形槽,所述检测模块可活动地安装在所述弧形槽内;并且/或者,所述检测模块设置为高精度光电式传感器。
16、在一些实施例中,提供一种计算机设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上文中任一项所述切丝机的控制方法的步骤。
17、在一些实施例中,提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现如上文中任一项所述切丝机的控制方法的步骤。
18、基于前文的描述,本领域技术人员能够理解的是,在本发明前述的技术方案中,通过控制切丝机内驱动刀片伸出的传动组件的第一驱动机构和驱动刀锟体转动的第二驱动机构同时运行,以完成刀片的进刀动作;同时,通过检测刀片的进刀位置,以判断刀片是否安装到位,有效提高切丝机的自动化控制水平,减少人工安装刀片的工作量,避免人为操作误差,极大程度地提高刀片安装效率。
技术特征:
1.一种切丝机的控制方法,其特征在于,所述切丝机包括第一驱动机构、传动组件、第二驱动机构、刀锟体以及刀片,所述第一驱动机构用于驱动所述传动组件,以使其带动所述刀片处于伸出状态;所述第二驱动机构用于驱动所述刀锟体转动;所述刀锟体上设置有n个安装刀位,每一个安装刀位对应安装一个所述刀片;所述控制方法包括:
2.根据权利要求1所述的切丝机的控制方法,其特征在于,
3.根据权利要求2所述的切丝机的控制方法,其特征在于,
4.根据权利要求3所述的切丝机的控制方法,其特征在于,
5.根据权利要求1所述的切丝机的控制方法,其特征在于,
6.根据权利要求5所述的切丝机的控制方法,其特征在于,
7.根据权利要求6所述的切丝机的控制方法,其特征在于,
8.一种切丝机,其特征在于,权利要求1至7中任一项所述的切丝机的控制方法能够应用到所述切丝机中;
9.一种计算机设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现如权利要求1至7中任一项所述切丝机的控制方法的步骤。
10.一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求1至7中任一项所述切丝机的控制方法的步骤。
技术总结
本发明属于烟草加工设备技术领域,提供一种切丝机及其控制方法、计算机设备及可读存储介质,切丝机包括第一驱动机构、传动组件、第二驱动机构、刀锟体及刀片,第一驱动机构用于驱动传动组件,以使其带动刀片处于伸出状态;第二驱动机构用于驱动刀锟体转动;刀锟体上有N个安装刀位;控制方法包括:响应于在N个安装刀位上均检测到刀片时,则控制第一驱动机构和第二驱动机构同时运行;判断N个刀片是否处于第二位置,第二位置为刀片伸出预设长度的位置;若是,则控制第一驱动机构和第二驱动机构停止运行,则N个刀片安装完成。其旨在解决切丝机刀片更换工作量大、刀片无法精确定位的问题,有效提高安装效率,降低人工安装误差。
技术研发人员:王小飞,陈磊,段俊礼,杨玉波,姜志科,高治国,赵钰,苏玉龙,郭兴,王子亮,金福生,刘梦蕾,周朝霞,乔越,朱宝博,廉成哲,王维革,钟蔚
受保护的技术使用者:秦皇岛烟草机械有限责任公司
技术研发日:
技术公布日:2025/2/5
- 还没有人留言评论。精彩留言会获得点赞!