一种折线转角来去缝工艺的制作方法
1.本发明属于服装加工技术领域,涉及一种折线转角来去缝工艺。
背景技术:
2.现有服装款式分割呈多样性,但分割多的款式,反面普通采用加里布,锁边,包滚条等方式处理反面缝份,但衬衫有分割就不宜采用以上技术,衬衫加里布会闷热,包滚条反而很厚,熨烫过去正面易出现烫痕,此外,面锁边反面的毛缝不精致。
技术实现要素:
3.本发明的目的就是为了提供一种折线转角来去缝工艺,在不改变样衣轻薄的同时,提高样衣品质。
4.本发明的目的可以通过以下技术方案来实现:
5.一种折线转角来去缝工艺,包括以下步骤:
6.(1)选取分别具有第一缝线、第二缝线和第三缝线的内角拼布、外角拼布与包角布;
7.(2)将内角拼布以反面朝向放置在下层,将包角布放在上层,并保证包角布上的第三缝线与内角拼布上的第一缝线对齐,车缝;
8.(3)将车缝好的内角拼布与包角布沿车缝角的对角线剪断,并确保不剪断缝纫线;
9.(4)将车缝角对角线位置剪断后的内角拼布与包角布朝内角拼布正面沿第一缝线翻折,并熨烫定型;
10.(5)接着将内角拼布正面朝向、外角拼布反面朝上拼接,沿第一缝线方向车缝第一道线;
11.(6)最后,将车缝第一道线后的内角拼布与外角拼布翻转过来,使得其正反面对换,继续顺延第一缝线方向车缝第二道线,即完成。
12.进一步的,第一缝线、第二缝线和第三缝线均呈直角状。
13.进一步的,包角布上第三缝线的中间转角处的缝份为1.2cm,第三缝线两个端点处的缝份为1.0~1.2cm。
14.进一步的,步骤(2)中,车缝时,保证整体针距不少于15针/3cm。
15.更进一步的,步骤(2)中,车缝时,第三缝线两个端点处的倒回针不少于3针。
16.进一步的,步骤(4)中,翻折前,还对包角布的缝份区域部分进行修剪。
17.进一步的,步骤(5)中,内角拼布与外角拼布的的拼接叠合部分的宽度为0.5缝份。
18.进一步的,步骤(6)中,第二道线的线宽为0.6cm。
19.进一步的,步骤(6)中,第二道线的转角处的落点刚好位于第三缝线的转角点位置。
20.进一步的,所述的包角布采用本布,所述的内角拼布与外角拼布则采用本布或顺色里布。
21.与现有技术相比,本发明可在不改变样衣轻薄的同时,提高样衣品质。同时,可为中小企业节省设备支出,更能提升产品的美观度,且牢度很高,不易损坏
附图说明
22.图1为外角拼布的结构示意图;
23.图2为内角拼布的结构示意图;
24.图3为包角布的结构示意图;
25.图4为成品的正面示意图;
26.图5为成品的反面示意图;
27.图6为包角布与内角拼布叠放时的示意图;
28.图7为包角布与内角拼布车缝完成后的示意图;
29.图8为内角拼布与包角布翻折完成后的示意图;
30.图9为车缝第一道线时的示意图;
31.图10为车缝第二道线时的示意图;
32.图中标记说明:
33.1-内角拼布,11-第一缝线,2-外角拼布,21-第二缝线,3-包角布,31-第三缝线。
具体实施方式
34.下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
35.以下实施例中,如无特别说明的原料或处理技术,则表明其均为本领域的常规市售原料或常规处理技术。
36.实施例1:
37.本实施例提供了一种折线转角来去缝工艺,包括以下步骤:
38.(1)选取分别具有第一缝线11、第二缝线21和第三缝线31(三者均为双缝线)的内角拼布1、外角拼布2与包角布3,其分别如图1至图3所示,第一缝线11、第二缝线21和第三缝线31均呈直角状。
39.(2)将内角拼布1以反面朝上放置在下层,将包角布3放在上层,并保证包角布3上的第三缝线31与内角拼布1上的第一缝线11对齐,包角布3上第三缝线31的中间转角处o点的缝份为1.2cm,第三缝线31两个端点处(即a点与b点)的缝份要略小一些,一般为1.0~1.2cm,车缝,如图6所示。同时,车缝过程中,从a点拼到b点,两头倒回针不少于3针,整体针距不少于15针/3cm;另外,若面料纱支稀疏,则包角布须粘薄衬。
40.(3)将车缝好的内角拼布1与包角布3沿车缝角的对角线剪断,并确保不剪断缝纫线,如图7所示;
41.(4)将车缝角对角线位置剪断后的内角拼布1与包角布3,朝内角拼布1反面沿第一缝线11翻折,并熨烫定型,如图8所示;
42.(5)接着将内角拼布1正面朝上、外角拼布2反面朝上拼接,沿第一缝线12方向车缝第一道线,其线宽为0.5cm,参见图9所示;
43.(6)最后,将车缝第一道线后的内角拼布1与外角拼布2内外翻转过来,使得其正反面对换,顺延第一缝线11方向车缝第二道线,如图10所示,其线宽(即离边缘处的宽度,下同)为0.6cm,注意第二道线的转角处的落点刚好位于o点位置,即完成,所得成品如图4和图5所示。
44.上述所用的内角拼布1与外角拼布2采用本布,内包角布3可以采用本布或顺色里布。
45.本方案中适用分割的角度范围为45-180度之间。
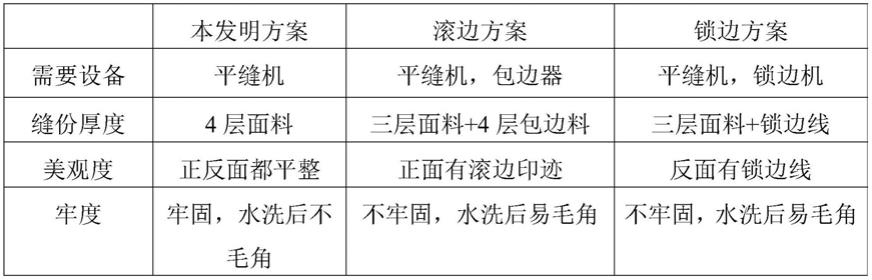
46.本实施例的方案与现有的滚边或锁边方案相比具有以下优点,并可见下表1所示:
47.1)相对于滚边方案:其须新增一台设备,针对不同的面料须要重新调试,滚条后缝份会大大加厚,滚边也不能直接转角,须修剪成圆角后方可操作,穿着舒适度有所降低。
48.2)相对于锁边方案:锁边也须新增一台设备,而且锁边转角须接头,反面易出现线头,另外,熨烫后正面也易出现烫痕。
49.3)本方案可为中小企业节省设备支出,更能提升产品的美观度,且牢度很高,不易损坏。
50.表1
[0051][0052]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
技术特征:
1.一种折线转角来去缝工艺,其特征在于,包括以下步骤:(1)选取分别具有第一缝线、第二缝线和第三缝线的内角拼布、外角拼布与包角布;(2)将内角拼布以反面朝向放置在下层,将包角布放在上层,并保证包角布上的第三缝线与内角拼布上的第一缝线对齐,车缝;(3)将车缝好的内角拼布与包角布沿车缝角的对角线剪断,并确保不剪断缝纫线;(4)将车缝角对角线位置剪断后的内角拼布与包角布朝内角拼布正面沿第一缝线翻折,并熨烫定型;(5)接着将内角拼布正面朝向、外角拼布反面朝上拼接,沿第一缝线方向车缝第一道线;(6)最后,将车缝第一道线后的内角拼布与外角拼布翻转过来,使得其正反面对换,继续顺延第一缝线方向车缝第二道线,即完成。2.根据权利要求1所述的一种折线转角来去缝工艺,其特征在于,第一缝线、第二缝线和第三缝线均呈直角状。3.根据权利要求1所述的一种折线转角来去缝工艺,其特征在于,包角布上第三缝线的中间转角处的缝份为1.2cm,第三缝线两个端点处的缝份为1.0~1.2cm。4.根据权利要求1所述的一种折线转角来去缝工艺,其特征在于,步骤(2)中,车缝时,保证整体针距不少于15针/3cm。5.根据权利要求4所述的一种折线转角来去缝工艺,其特征在于,步骤(2)中,车缝时,第三缝线两个端点处的倒回针不少于3针。6.根据权利要求1所述的一种折线转角来去缝工艺,其特征在于,步骤(4)中,翻折前,还对包角布的缝份区域部分进行修剪。7.根据权利要求1所述的一种折线转角来去缝工艺,其特征在于,步骤(5)中,内角拼布与外角拼布的的拼接叠合部分的宽度为0.5缝份。8.根据权利要求1所述的一种折线转角来去缝工艺,其特征在于,步骤(6)中,第二道线的线宽为0.6cm。9.根据权利要求1所述的一种折线转角来去缝工艺,其特征在于,步骤(6)中,第二道线的转角处的落点刚好位于第三缝线的转角点位置。10.根据权利要求1所述的一种折线转角来去缝工艺,其特征在于,所述的包角布采用本布,所述的内角拼布与外角拼布则采用本布或顺色里布。
技术总结
本发明涉及一种折线转角来去缝工艺,包括以下步骤:(1)选取分别具有第一缝线、第二缝线和第三缝线的内角拼布、外角拼布与包角布;(2)将内角拼布以反面朝向放置在下层,将包角布放在上层,对齐,车缝;(3)将车缝好的内角拼布与包角布沿车缝角的对角线剪断;(4)将内角拼布与包角布朝内角拼布正面沿第一缝线翻折,并熨烫定型;(5)接着将内角拼布正面朝向、外角拼布反面朝上拼接,沿第一缝线方向车缝第一道线;(6)最后,将车缝第一道线后的内角拼布与外角拼布翻转过来,使得其正反面对换,继续顺延第一缝线方向车缝第二道线,即完成。本发明可在不改变样衣轻薄的同时,提高样衣品质。提高样衣品质。提高样衣品质。
技术研发人员:郭家正
受保护的技术使用者:劲霸男装(上海)有限公司
技术研发日:2021.12.27
技术公布日:2022/4/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1