一种面衬热压自动加工流水线的制作方法
本技术涉及鞋垫面衬加工,尤其涉及了一种面衬热压自动加工流水线。
背景技术:
1、鞋底的构造相当复杂,就广义而言,可包括外底、中底、面衬与鞋跟等所有构成底部的材料。而面衬一般放入热压模具中热压稳型,热压稳型由工人徒手将准备好的片状面衬原料放入热压模具中,待热压完成后再人工徒手取出。热压成型过程中,热压模具器具温度高达190摄氏度,这在人员徒手放入或者取出面衬的过程中存在安全隐患,并且热压模具器具附近空气温度将近保持在40-50摄氏度,这较为恶劣的工作环境对工作人员造成较大的危险与阻碍,同时人工取放也增大劳动强度,较为费时费力。
技术实现思路
1、本实用新型的其他特征和优点将在随后的说明书中阐述,并且部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过说明书以及其他说明书附图中所特别指出的结构来实现和获得。
2、本实用新型的目的在于克服上述不足,提供一种面衬热压自动加工流水线。
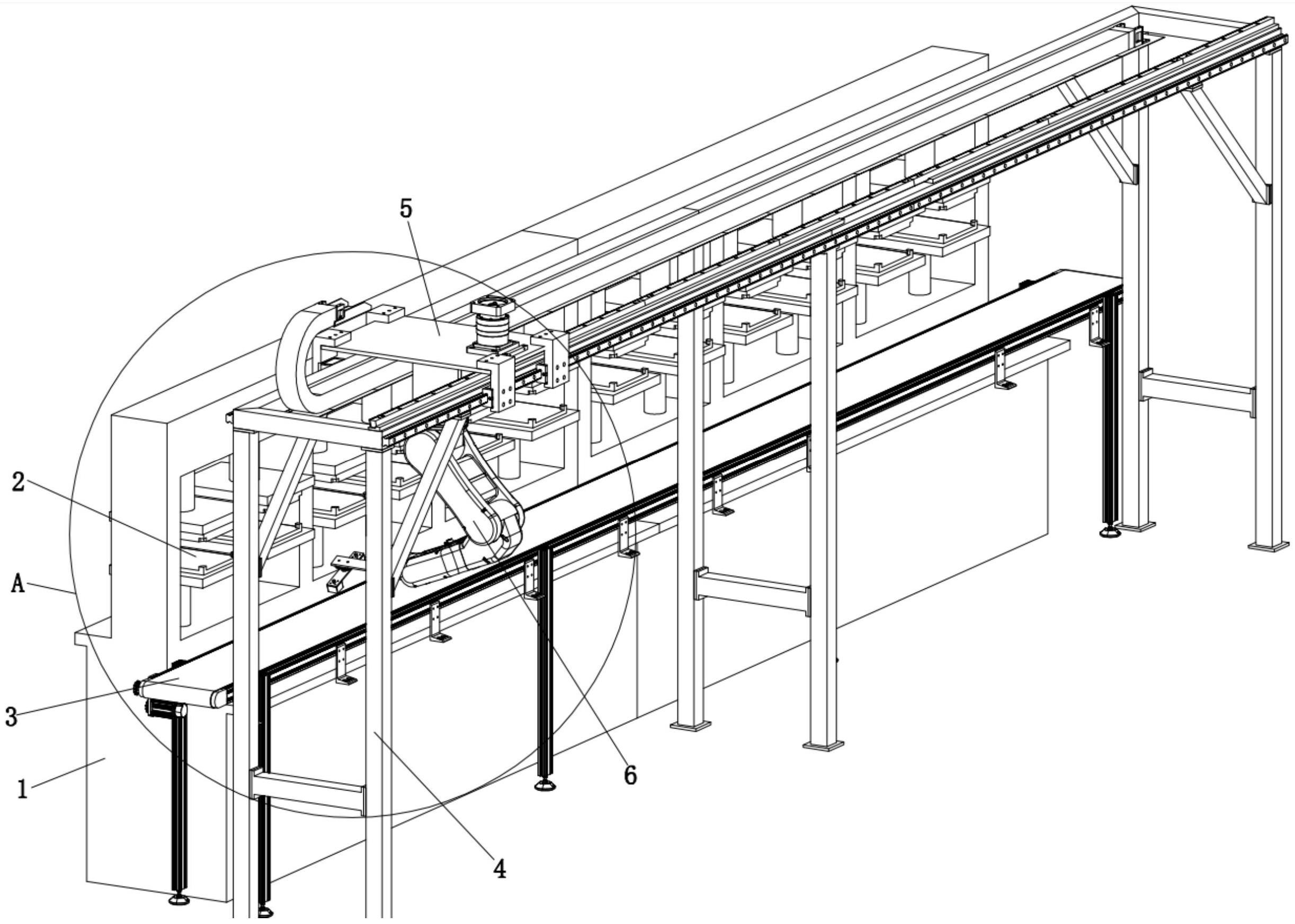
3、为实现上述目的,本实用新型的技术解决方案是:一种面衬热压自动加工流水线,包括:热压机体、热压模具、输送机、支撑架、移动装置、机械手、连接板、夹具,热压模具至少设置有一个并且安装在热压机体上;输送机安装在热压机体一侧并且用于输送面衬;支撑架设置在输送机一侧;移动装置安装在支撑架上侧;机械手连接在移动装置上;连接板装设在机械手上;夹具安装在连接板上并且用于取放面衬。
4、作为优选,夹具为气动夹具并且夹具上连接有气动针夹。
5、作为优选,夹具与连接板之间设置有回转气缸。
6、作为优选,移动装置包括安装板、电机、滑块组件、滑轨、齿条、齿轮,机械手设置在安装板下,电机穿过安装板与齿轮相连接,齿轮与支撑架上侧的齿条的间隙配合,滑轨设置在支撑架上侧并且与滑块组件间隙配合,安装板设置在滑块组件上。
7、作为优选,机械手与安装板之间设置有转动器。
8、作为优选,安装板通过滑块组件支撑在齿条上方。
9、作为优选,热压机体还包括控制器,用于控制热压模具的工作状态、机械手动作以及移动装置的控制。
10、作为优选,热压模具分为上模具与下模具。
11、通过采用上述的技术方案,本实用新型的有益效果是:本实用新型通过移动装置控制机械手带着夹具精准移动,移动至工位上的待稳压面衬,夹具上的气动针夹将面衬夹起,开始执行上料动作,将其放置到热压模具,然后机械手及夹具回到原始抓取位置,热压模具对面衬进行热压稳型,上模具对下模具下压并保持时间秒,之后上模具脱离,热压完成。然后机械手收到热压完成信号,通过移动装置带着夹具到达对应工位,从热压模具上夹取热压完毕的面衬放至输送机上,由输送机运送面衬至完成端,并将待稳压的面衬夹取放至模具中,再回到安全转态。该流水线实现了面衬自动热压稳型,极大降低了工人的工作量和劳动强度,省时省力,有效避免操作热压机过程中事故的发生,而且生产效率相对较高、质量较为稳定。
12、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
13、无疑的,本实用新型的此类目的与其他目的在下文以多种附图与绘图来描述的较佳实施例细节说明后将变为更加显见。
14、为让本实用新型的上述有益效果和其他目的、特征和优点能更明显易懂,下文特举一个或数个较佳实施例,并配合所示附图,作详细说明如下。
技术特征:
1.一种面衬热压自动加工流水线,其特征在于,包括:
2.根据权利要求1所述的一种面衬热压自动加工流水线,其特征在于:夹具(8)为气动夹具并且夹具(8)上连接有气动针夹。
3.根据权利要求2所述的一种面衬热压自动加工流水线,其特征在于:夹具(8)与连接板(7)之间设置有回转气缸。
4.根据权利要求1所述的一种面衬热压自动加工流水线,其特征在于:移动装置(5)包括安装板(51)、电机(52)、滑块组件(53)、滑轨(54)、齿条(55)、齿轮(56),机械手(6)设置在安装板(51)下,电机(52)穿过安装板(51)与齿轮(56)相连接,齿轮(56)与支撑架(4)上侧的齿条(55)的间隙配合,滑轨(54)设置在支撑架(4)上侧并且与滑块组件(53)间隙配合,安装板(51)设置在滑块组件(53)上。
5.根据权利要求4所述的一种面衬热压自动加工流水线,其特征在于:机械手(6)与安装板(51)之间设置有转动器。
6.根据权利要求4所述的一种面衬热压自动加工流水线,其特征在于:安装板(51)通过滑块组件(53)支撑在齿条(55)上方。
7.根据权利要求1所述的一种面衬热压自动加工流水线,其特征在于:热压机体(1)还包括控制器,用于控制热压模具(2)的工作状态、机械手(6)动作以及移动装置(5)的控制。
8.根据权利要求1所述的一种面衬热压自动加工流水线,其特征在于:热压模具(2)分为上模具与下模具。
技术总结
本技术涉及鞋垫面衬加工技术领域,尤其涉及了一种面衬热压自动加工流水线,包括:热压机体、热压模具、输送机、支撑架、移动装置、机械手、连接板、夹具,热压模具至少设置有一个并且安装在热压机体上;输送机安装在热压机体一侧并且用于输送面衬;支撑架设置在输送机一侧;移动装置安装在支撑架上侧;机械手连接在移动装置上;连接板装设在机械手上;夹具安装在连接板上并且用于取放面衬。该流水线实现了面衬自动热压稳型,极大降低了工人的工作量和劳动强度,省时省力,有效避免操作热压机过程中事故的发生,而且生产效率相对较高、质量较为稳定。
技术研发人员:牟刚,张家乐,杜燕青,黄劲煌
受保护的技术使用者:福建省华宝智能科技有限公司
技术研发日:20221216
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!