一种高强复配树脂加强的丁腈涂层手套制备工艺的制作方法
本发明涉及劳保手套,具体涉及一种高强复配树脂加强的丁腈涂层手套制备工艺。
背景技术:
1、正常条件下,丁腈涂层手套的胶面耐用性是很低的,特别是虎口部位,其在特定工作环境下使用的频率是最高的,同时也是最容易损坏的。为此,会在丁腈涂层手套的虎口处进行加强处理。目前虎口加强处理主要有虎口处缝皮和虎丫处涂丁腈胶两种方式:1)虎口处缝皮虽然可以使手套虎口处坚硬厚实,但在使用过程中很不灵活,而且在生产的时候需要用缝纫机一只一只的缝制,生产效率低、耗时长;2)虎丫处涂丁腈胶,其胶面结合力较差,强度较低,不一定在使用时能够满足长时间耐用不破损的需求,所以说有时还不能够起到增加手套产品使用寿命的作用。因此,以上问题亟需解决。
技术实现思路
1、本发明要解决的技术问题是提供一种高强复配树脂加强的丁腈涂层手套制备工艺,通过在大拇指、食指以及虎口处浸渍高强复配树脂液,不仅耐用耐磨,而且使用灵活,克服了传统虎口单一丁腈涂层加强的手套不能起到耐用效果的缺陷,从而提高了手套的使用寿命。
2、为解决上述技术问题,本发明采取如下技术方案:本发明的一种高强复配树脂加强的丁腈涂层手套制备工艺,其创新点在于包括以下步骤:
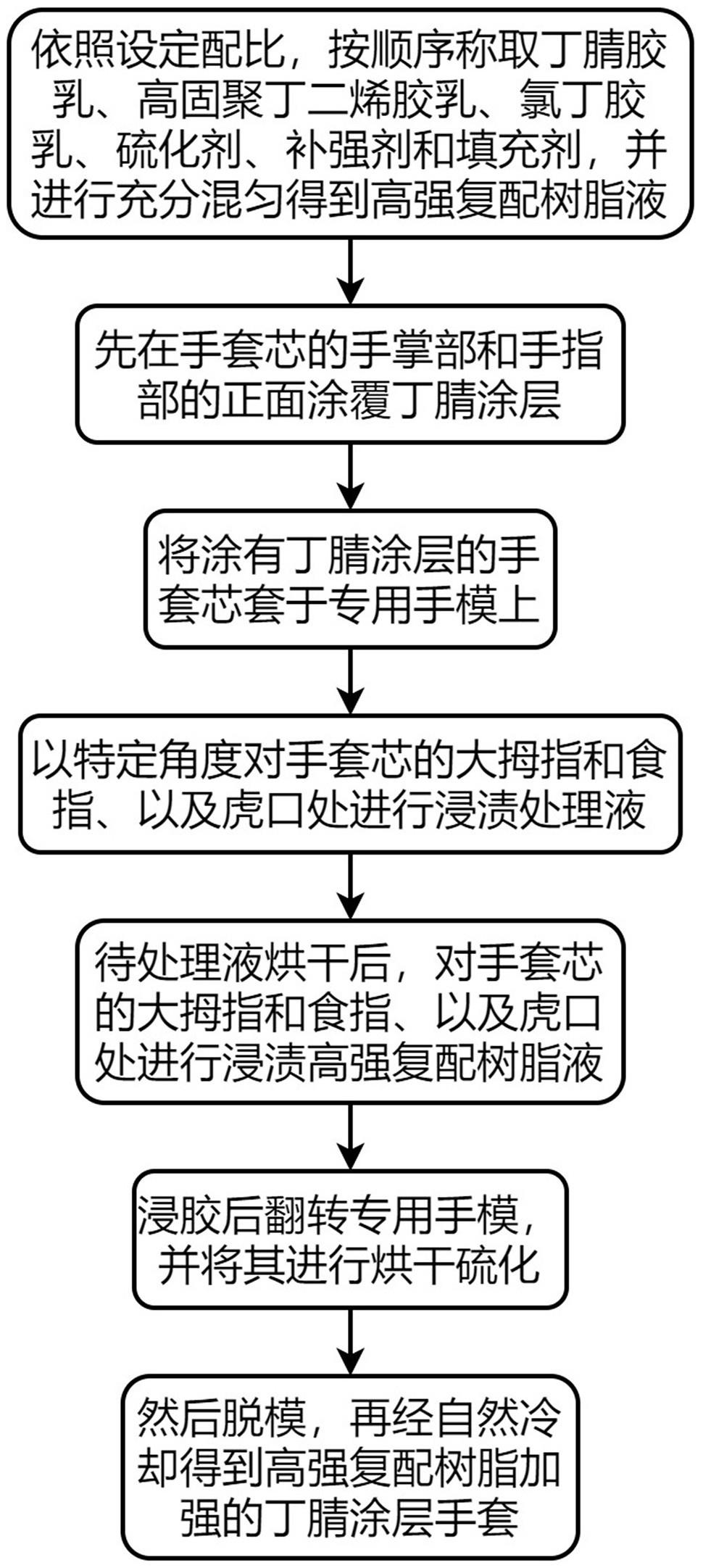
3、步骤一:依照设定配比,按顺序称取丁腈胶乳、高固聚丁二烯胶乳、氯丁胶乳、硫化剂、补强剂和填充剂,并进行充分混匀得到高强复配树脂液;
4、步骤二:先在手套芯的手掌部和手指部的正面涂覆丁腈涂层;
5、步骤三:将涂有丁腈涂层的手套芯套于专用手模上;
6、步骤四:以特定角度对手套芯的大拇指和食指、以及虎口处进行浸渍处理液;
7、步骤五:待处理液烘干后,对手套芯的大拇指和食指、以及虎口处进行浸渍高强复配树脂液;
8、步骤六:浸胶后翻转专用手模,并将其进行烘干硫化;
9、步骤七:然后脱模,再经自然冷却得到高强复配树脂加强的丁腈涂层手套。
10、优选的,在上述步骤一中,所述丁腈胶乳、高固聚丁二烯胶乳和氯丁胶乳的重量比例为30~50:10~20:20~30。
11、优选的,在上述步骤一中,所述补强剂和填充剂为氧化石墨烯与二氧化锆复合物。
12、优选的,在上述步骤一中,所述丁腈胶乳、高固聚丁二烯胶乳以及氯丁胶乳构成三种胶乳,且这三种胶乳与硫化剂的重量比例为30~50:1;所述硫化剂为由纳米氧化锌和水按重量比为1:2~3的比例混合而成。
13、优选的,在上述步骤五中,在浸渍处理液后,将套有手套芯的专用手模置于烘箱内进行烘干,并在55~70℃的条件下烘烤15~20min。
14、优选的,在上述步骤五中,将步骤一得到的高强复配树脂液依次经过滤、抽真空和脱泡后放入浸渍槽中,再对手套芯的大拇指和食指、以及虎口处浸胶0.3s。
15、优选的,在上述步骤六中,翻转专用手模的过程中,需确保胶液不随意流动。
16、优选的,在上述步骤六中,烘干硫化的温度为80~110℃,且烘干硫化的时间为1~2h。
17、本发明的有益效果:
18、(1)本发明通过在大拇指、食指以及虎口处浸渍高强复配树脂液,不仅耐用耐磨,而且使用灵活,克服了传统虎口单一丁腈涂层加强的手套不能起到耐用效果的缺陷,从而提高了手套的使用寿命;
19、(2)本发明工艺简单、操作方便、生产效率高,且耐切割性、耐撕裂性、耐穿刺性均为4级标准,可满足使用需求。
技术特征:
1.一种高强复配树脂加强的丁腈涂层手套制备工艺,其特征在于包括以下步骤:
2.根据权利要求1所述的一种高强复配树脂加强的丁腈涂层手套制备工艺,其特征在于:在上述步骤一中,所述丁腈胶乳、高固聚丁二烯胶乳和氯丁胶乳的重量比例为30~50:10~20:20~30。
3.根据权利要求1所述的一种高强复配树脂加强的丁腈涂层手套制备工艺,其特征在于:在上述步骤一中,所述补强剂和填充剂为氧化石墨烯与二氧化锆复合物。
4.根据权利要求1所述的一种高强复配树脂加强的丁腈涂层手套制备工艺,其特征在于:在上述步骤一中,所述丁腈胶乳、高固聚丁二烯胶乳以及氯丁胶乳构成三种胶乳,且这三种胶乳与硫化剂的重量比例为30~50:1;所述硫化剂为由纳米氧化锌和水按重量比为1:2~3的比例混合而成。
5.根据权利要求1所述的一种高强复配树脂加强的丁腈涂层手套制备工艺,其特征在于:在上述步骤五中,在浸渍处理液后,将套有手套芯的专用手模置于烘箱内进行烘干,并在55~70℃的条件下烘烤15~20min。
6.根据权利要求1所述的一种高强复配树脂加强的丁腈涂层手套制备工艺,其特征在于:在上述步骤五中,将步骤一得到的高强复配树脂液依次经过滤、抽真空和脱泡后放入浸渍槽中,再对手套芯的大拇指和食指、以及虎口处浸胶0.3s。
7.根据权利要求1所述的一种高强复配树脂加强的丁腈涂层手套制备工艺,其特征在于:在上述步骤六中,翻转专用手模的过程中,需确保胶液不随意流动。
8.根据权利要求1所述的一种高强复配树脂加强的丁腈涂层手套制备工艺,其特征在于:在上述步骤六中,烘干硫化的温度为80~110℃,且烘干硫化的时间为1~2h。
技术总结
本发明公开了一种高强复配树脂加强的丁腈涂层手套制备工艺,包括以下步骤:步骤一:依照设定配比,按顺序称取丁腈胶乳、高固聚丁二烯胶乳、氯丁胶乳、硫化剂、补强剂和填充剂,并进行充分混匀得到高强复配树脂液;步骤二:先在手套芯的手掌部和手指部的正面涂覆丁腈涂层;步骤三:将涂有丁腈涂层的手套芯套于专用手模上;步骤四:以特定角度对手套芯的大拇指和食指、以及虎口处进行浸渍处理液;步骤五:待处理液烘干后,对手套芯的大拇指和食指、以及虎口处进行浸渍高强复配树脂液;步骤六:浸胶后翻转专用手模,并将其进行烘干硫化;步骤七:然后脱模,再经自然冷却得到高强复配树脂加强的丁腈涂层手套。本发明不仅耐用耐磨,而且使用灵活。
技术研发人员:王鹏,方世举,王于刚,王双成,于全回,王咸华
受保护的技术使用者:江苏恒辉安防股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!