一种高速弹性腰围复合方法及其装置与流程
1.本发明涉及卫生用品生产技术领域,特别涉及一种高速弹性腰围复合方法及其装置。
背景技术:
2.在一次性卫生用品生产中,弹性腰围是尿裤的一个重要环节,影响尿裤穿着的舒适性,影响尿裤的美观,由于橡筋具有较大的弹性使得橡筋再保持均衡拉力保障橡筋的拉伸幅度状况下输送至与无纺布复合时速度受限,因而使得弹性腰围制作速度目前只能达到40m/min。为此如何提高橡筋的有效输送速度进而提高弹性腰围的制作速度是一个亟待解决的问题。
技术实现要素:
3.因此,针对上述的问题,本发明提出一种有效提高多条橡筋的输送速度、输送平稳、提高生产效率的高速弹性腰围复合方法及其装置。
4.为解决此技术问题,本发明采取以下方案:一种高速弹性腰围复合方法,设置多组橡筋输送装置、上无纺布输送装置、下无纺布输送装置、复合辊组、第一施胶机构和第二施胶机构,其中各组橡筋输送装置输出的橡筋间隔排列输送至复合辊组中层,第一施胶机构和第二施胶机构的胶枪分别对上无纺布输送装置和下无纺布输送装置输送的上无纺布和下无纺布预粘合面喷胶,喷胶后的上无纺布和下无纺布分别送至复合辊组的上层和下层,复合辊组对喷胶的上层无纺布、中层橡筋和喷胶的下层无纺布进行压合制成弹性腰围;将每组橡筋输送装置均设置由第一橡筋输送单元、第二橡筋输送单元、将橡筋采用麻绳式缠绕编织的麻绳机、过渡辊、将麻绳式缠绕的橡筋解绕的麻绳解绕机组成,每组橡筋输送装置在输送橡筋时是由第一橡筋输送单元和第二橡筋输送单元分别输送单根橡筋至麻绳机导线架上的股线辊上由麻绳机将其绕成麻花状并由麻绳机的导绳轮输出至过渡辊,过渡辊将麻花状的橡筋导向输送至麻绳解绕机以麻绳机编织的反向运转方式将橡筋解绕到两根绕杆上,两根绕杆分别输送单根橡筋至复合辊组中层,其中,麻绳解绕机为麻绳机的反向运作设备。
5.一种高速弹性腰围复合装置,包括多组橡筋输送装置、上无纺布输送装置、下无纺布输送装置、复合辊组、第一施胶机构和第二施胶机构,各组橡筋输送装置输出的橡筋间隔排列输送至复合辊组中层,第一施胶机构和第二施胶机构的胶枪分别对上无纺布输送装置和下无纺布输送装置输送的上无纺布和下无纺布预粘合面喷胶,喷胶后的上无纺布和下无纺布分别送至复合辊组的上层和下层,复合辊组对喷胶的上层无纺布、中层橡筋和喷胶的下层无纺布进行压合制成弹性腰围;每组橡筋输送装置包括第一橡筋输送单元、第二橡筋输送单元、将橡筋采用麻绳式缠绕编织的麻绳机、过渡辊、将麻绳式缠绕的橡筋解绕的麻绳解绕机,所述第一橡筋输送单元和第二橡筋输送单元分别输送单根橡筋至麻绳机的导线架上的股线辊上,所述麻绳机将第一橡筋输送单元和第二橡筋输送单元输送的两根橡筋编织
绕成麻花状并由麻绳机的导绳轮将麻花状橡筋不收卷而输出至过渡辊,过渡辊将麻花状的橡筋导向输送至麻绳解绕机以麻绳机编织的反向运转方式将麻花状橡筋解绕到麻绳解绕机的两根绕杆上,麻绳解绕机的两根绕杆分别输送单根橡筋至复合辊组中层。
6.通过采用前述技术方案,本发明的有益效果是:通过对现有橡胶输送方式作出新设计,设置每组橡筋输送装置在输送橡筋时是由第一橡筋输送单元和第二橡筋输送单元分别输送单根橡筋至麻绳机导线架上的股线辊上由麻绳机将其绕成麻花状并由麻绳机的导绳轮输出至过渡辊,过渡辊将麻花状的橡筋导向输送至麻绳解绕机以麻绳机编织的反向运转方式将橡筋解绕到两根绕杆上,两根绕杆分别输送单根橡筋至复合辊组中层,从而有效提高多条橡筋的输送速度、两根橡筋卷成麻花状时相较于单根橡筋强度增大且弹性降低,使得橡筋输送速度可以得到有效提升,麻花状橡筋输送至复合辊组前端时再用麻绳解绕机以麻绳机编织的反向运转方式将麻花状橡筋解绕到麻绳解绕机的两根绕杆上,麻绳解绕机的两根绕杆分别输送单根橡筋至复合辊组中层,从而使得橡筋输送平稳,橡筋输送速度可得到大幅度提升,利用此方式可以使整机的生产效率提高70%以上,提高生产效率,降低生产成本,可广泛推广应用。
附图说明
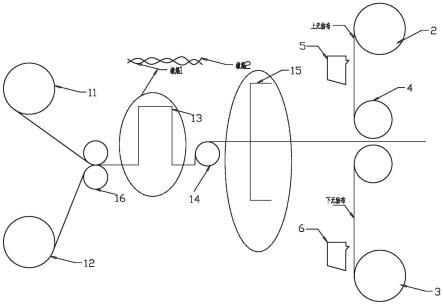
7.图1是本发明实施例制作装置简易结构示意图;图2是本发明实施例的麻绳解绕机两根绕杆上橡筋缠绕结构示意图。
具体实施方式
8.现结合附图和具体实施方式对本发明进一步说明,其中麻绳机、麻绳解绕机均为现有机台,在中国专利文献:cn202120632215.0一种用于麻绳自动缠绕装置,cn201620090377.5高效多功能麻绳机等已公开了具体结构。
9.参考图1和图2,优选的本发明的高速弹性腰围复合方法,设置五组橡筋输送装置、上无纺布输送装置2、下无纺布输送装置3、复合辊组4、第一施胶机构5和第二施胶机构6,将每组橡筋输送装置均设置由第一橡筋输送单元11、第二橡筋输送单元12、将橡筋采用麻绳式缠绕编织的麻绳机13、过渡辊14、将麻绳式缠绕的橡筋解绕的麻绳解绕机15组成,每组橡筋输送装置1在输送橡筋时是由第一橡筋输送单元11和第二橡筋输送单元12分别输送单根橡筋经夹持输送辊组16提高输送速度后送至麻绳机13的导线架上的股线辊上,麻绳机13将两个股线辊上的单根橡筋编织绕成麻花状并由麻绳机13的导绳轮直接输出至过渡辊14,麻绳机13编织后不进行收卷而是将由导绳轮直接将编织成麻花状的橡胶由过渡辊14导向输送至麻绳解绕机15以麻绳机13编织的反向运转方式将麻花状橡筋解绕到麻绳解绕机15的两根绕杆151上,两根绕杆151上缠绕的两根橡筋输送至复合辊组中层,各组橡筋输送装置输出的橡筋均间隔排列输送至复合辊组4中层,第一施胶机构5和第二施胶机构6的胶枪分别对上无纺布输送装置2和下无纺布输送装置3输送的上无纺布和下无纺布预粘合面喷胶,喷胶后的上无纺布和下无纺布分别送至复合辊组4的上层和下层,复合辊组4对喷胶的上层无纺布、中层多根橡筋和喷胶的下层无纺布进行压合制成弹性腰围。
10.在生产中,麻绳机可在网上从莱州市沙河镇臻诚机械厂的二合一塑料纤维制绳机、棉麻线打绳机编绳纺绳卷绳机拧绳机、瑞安市东泰机械厂供应的m88二合一联合制绳机
可制棉麻、纤维丝束无接头绳子等直接购得,再将购得的麻绳机将后段编织成麻花状后的卷绕装置去除,将股线辊替换成适用于橡筋输送的股线辊即可,而麻绳解绕机则采用麻绳机的反向运行改造得到,要串成生产线时,需要前端先将橡筋输送至麻绳机的编织后送至过渡辊后,手动将麻花状橡筋拉至麻绳解绕机,手动将麻花状橡筋沿麻绳解绕机的运转方向绕经反向运转的合绳加扭装置的旋转轮后,再手动分开两根橡筋至缠绕至两根绕杆,并将分开的橡筋拉至复合辊组,初始时先低速试运行调试,运行顺畅后再逐渐提速,分多个阶段阶梯提速,到最后进入正常高速运转模式。
11.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
技术特征:
1.一种高速弹性腰围复合方法,设置多组橡筋输送装置、上无纺布输送装置、下无纺布输送装置、复合辊组、第一施胶机构和第二施胶机构,其中各组橡筋输送装置输出的橡筋间隔排列输送至复合辊组中层,第一施胶机构和第二施胶机构的胶枪分别对上无纺布输送装置和下无纺布输送装置输送的上无纺布和下无纺布预粘合面喷胶,喷胶后的上无纺布和下无纺布分别送至复合辊组的上层和下层,复合辊组对喷胶的上层无纺布、中层橡筋和喷胶的下层无纺布进行压合制成弹性腰围; 其特征在于:将每组橡筋输送装置均设置由第一橡筋输送单元、第二橡筋输送单元、将橡筋采用麻绳式缠绕编织的麻绳机、过渡辊、将麻绳式缠绕的橡筋解绕的麻绳解绕机组成,每组橡筋输送装置在输送橡筋时是由第一橡筋输送单元和第二橡筋输送单元分别输送单根橡筋至麻绳机导线架上的股线辊上由麻绳机将其绕成麻花状并由麻绳机的导绳轮输出至过渡辊,过渡辊将麻花状的橡筋导向输送至麻绳解绕机以麻绳机编织的反向运转方式将橡筋解绕到两根绕杆上,两根绕杆分别输送单根橡筋至复合辊组中层,其中,麻绳解绕机为麻绳机的反向运作设备。2.一种高速弹性腰围复合装置,包括多组橡筋输送装置、上无纺布输送装置、下无纺布输送装置、复合辊组、第一施胶机构和第二施胶机构,各组橡筋输送装置输出的橡筋间隔排列输送至复合辊组中层,第一施胶机构和第二施胶机构的胶枪分别对上无纺布输送装置和下无纺布输送装置输送的上无纺布和下无纺布预粘合面喷胶,喷胶后的上无纺布和下无纺布分别送至复合辊组的上层和下层,复合辊组对喷胶的上层无纺布、中层橡筋和喷胶的下层无纺布进行压合制成弹性腰围;其特征在于:每组橡筋输送装置包括第一橡筋输送单元、第二橡筋输送单元、将橡筋采用麻绳式缠绕编织的麻绳机、过渡辊、将麻绳式缠绕的橡筋解绕的麻绳解绕机,所述第一橡筋输送单元和第二橡筋输送单元分别输送单根橡筋至麻绳机的导线架上的股线辊上,所述麻绳机将第一橡筋输送单元和第二橡筋输送单元输送的两根橡筋编织绕成麻花状并由麻绳机的导绳轮将麻花状橡筋不收卷而输出至过渡辊,过渡辊将麻花状的橡筋导向输送至麻绳解绕机以麻绳机编织的反向运转方式将麻花状橡筋解绕到麻绳解绕机的两根绕杆上,麻绳解绕机的两根绕杆分别输送单根橡筋至复合辊组中层。
技术总结
本发明涉及卫生用品生产技术领域,提供一种高速弹性腰围复合方法及其装置,设置多组橡筋输送装置、上无纺布输送装置、下无纺布输送装置、复合辊组、第一施胶机构和第二施胶机构,每组橡筋输送装置包括第一橡筋输送单元、第二橡筋输送单元、麻绳机、过渡辊、将麻绳式缠绕的橡筋解绕的麻绳解绕机,第一橡筋输送单元和第二橡筋输送单元分别输送单根橡筋至麻绳机导线架上的股线辊上由麻绳机将其绕成麻花状并由麻绳机的导绳轮输出至过渡辊,过渡辊将麻花状的橡筋导向输送至麻绳解绕机以麻绳机编织的反向运转方式将橡筋解绕到两根绕杆上,两根绕杆分别输送单根橡筋至复合辊组中层。本发明解决现有弹性腰围制作速度慢、效率低的问题。效率低的问题。效率低的问题。
技术研发人员:林笛
受保护的技术使用者:泉州市汉威机械制造有限公司
技术研发日:2022.09.26
技术公布日:2023/1/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1