一种生产羟丙基淀粉胶囊模具
本技术涉及空心胶囊模具,尤其涉及一种生产羟丙基淀粉胶囊模具。
背景技术:
1、羟丙基淀粉空心胶囊的原料是羟丙基淀粉。其生产的胶囊在生产过程中不容易干燥,干燥后的胶囊在脱模时,脱模率差,有部分胶囊咬模,在模具上脱不下来。胶囊生产效率低,成品的合格率差,生产成本高。另一方面羟丙基淀粉胶囊脱模后的空心胶囊很软,强度不行;还存在胶囊帽体预锁后,胶囊的预锁力大,胶囊在充填机上不容易分离。原因是羟丙基淀粉胶囊的胶囊表面不光滑流畅。胶囊帽体预锁后,预锁力大。所以要提高羟丙基淀粉胶囊的脱模率和成品合格率、以及该胶囊的强度和胶囊的上机率,对生产羟丙基淀粉胶囊的模具进行改进创新。
技术实现思路
1、针对现有的模具存在技术缺陷,不能满足羟丙基淀粉空心胶囊生产工艺,本实用新型公开一种羟丙基淀粉空心胶囊模具,能够解决现存在的羟丙基淀粉空心胶囊脱模难,胶囊软,胶囊的合格率低及胶囊上机率差等问题。
2、为了实现上述目的,本实用新型采用了如下技术方案:
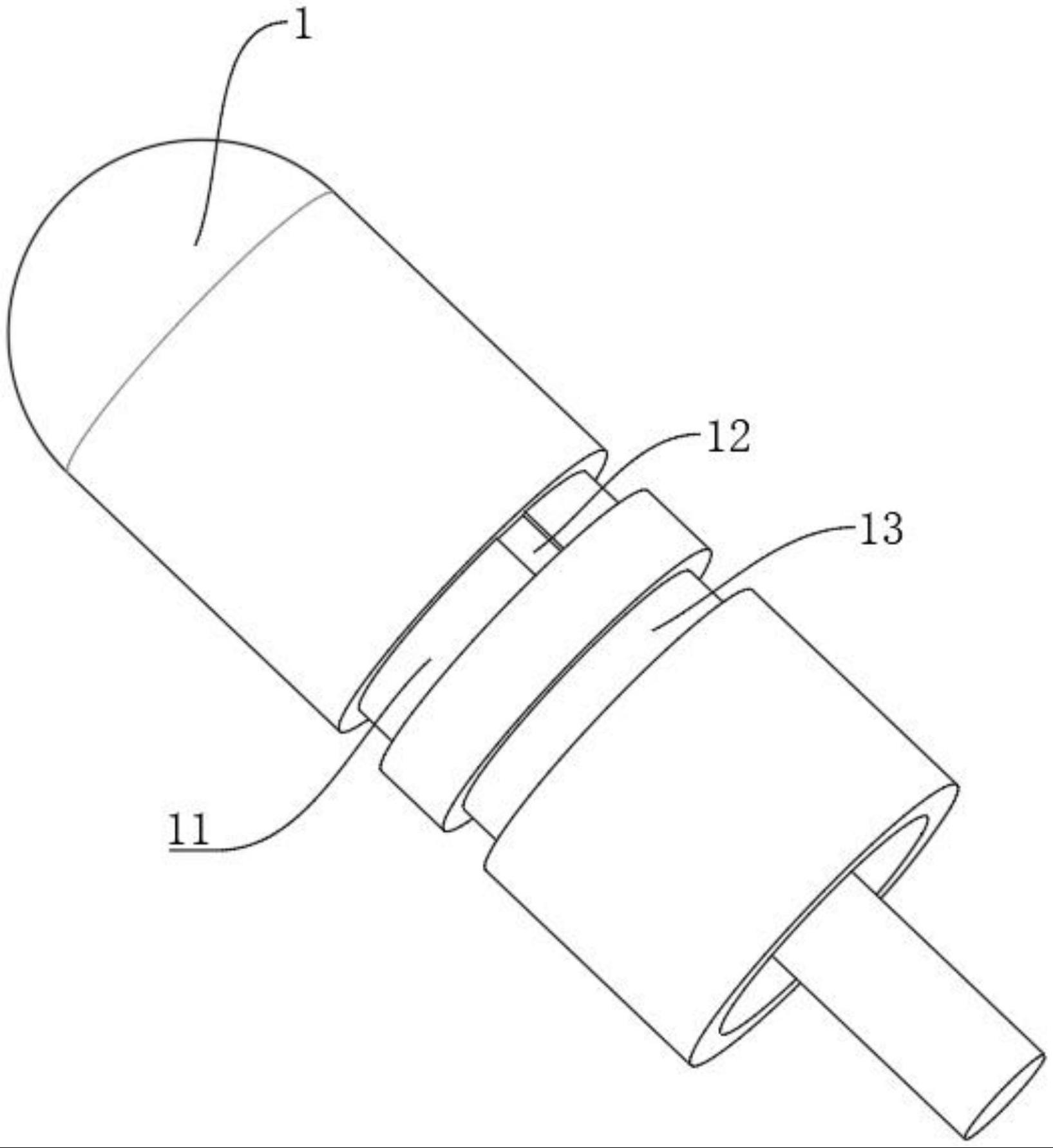
3、一种生产羟丙基淀粉胶囊模具,包括模体和模帽,所述模体上开设有锁环一和切口锁环,所述锁环一上开设有放气槽,所述模帽上开设有锁环二,所述模帽上设有预锁点。
4、优选的,所述模体和模帽的顶部半圆半径小于明胶空心胶囊模具0.01-0.03mm。
5、优选的,所述开设在模帽和模体上的锁环一和锁环二均呈u形。
6、优选的,所述开设在模帽上的预锁点数量为四个,形状是椭圆形。
7、优选的,所述模帽的口部外径与模体的口部外径间隙比原明胶空心胶囊帽体间隙大0.03-0.05mm。
8、优选的,所述开设在锁环一上的放气槽宽度设为0.02mm,且其深度为0.02mm,形状为u型。
9、与现有技术相比,本实用新型的有益效果是:
10、1、模具锥度大,模具顶部半圆缩小,胶囊套在模具上从大头往小头脱模,容易脱模。提高了胶囊的脱模率。胶囊口部往顶部外径越来越小。增加了胶囊壳的强度。改善了胶囊软没有韧性等缺陷。
11、2、模帽上预锁点大多改成预锁点少浅,形状由v字形改成椭圆形,模体上的放气槽也改成浅,形状由菱形改为u形。减小模具与胶囊之间的摩擦力。便于胶囊脱模。
12、3、加大了模帽与模体之间的间隙,羟丙基淀粉空心胶囊表面不光滑,模帽和模体间隙小预锁力大,充填药粉时模帽拔不开。胶囊上机即浪费了胶囊又浪费了药粉。加大模帽与模体之间的间隙。这样胶囊模帽和模体套合预锁力小,胶囊上充填机容易分离,提高胶囊的上机率。
13、效果比较
14、
15、
技术特征:
1.一种生产羟丙基淀粉胶囊模具,包括模体(1)和模帽(2),其特征在于:所述模体(1)上开设有锁环一(11)和切口锁环(13),所述锁环一(11)上开设有放气槽(12),所述模帽(2)上开设有锁环二(21),所述模帽(2)上设有预锁点(22)。
2.根据权利要求1所述的一种生产羟丙基淀粉胶囊模具,其特征在于:所述模体(1)和模帽(2)的顶部半圆半径小于明胶空心胶囊模具0.01-0.03mm。
3.根据权利要求1所述的一种生产羟丙基淀粉胶囊模具,其特征在于:所述开设在模帽(2)和模体(1)上的锁环一(11)和锁环二(21)均呈u形。
4.根据权利要求1所述的一种生产羟丙基淀粉胶囊模具,其特征在于:所述开设在模帽(2)上的预锁点(22)数量为四个,形状是椭圆形。
5.根据权利要求1所述的一种生产羟丙基淀粉胶囊模具,其特征在于:所述模帽(2)的口部外径与模体(1)的口部外径间隙比原明胶空心胶囊帽体间隙大0.03-0.05mm。
6.根据权利要求1所述的一种生产羟丙基淀粉胶囊模具,其特征在于:所述开设在锁环一(11)上的放气槽(12)宽度设为0.02mm,且其深度为0.02mm,形状为u型。
技术总结
本技术涉及空心胶囊模具技术领域,提出了一种生产羟丙基淀粉胶囊模具,包括模体和模帽,所述模体上开设有锁环一和切口锁环,所述锁环一上开设有放气槽,所述模帽上开设有锁环二,所述模帽上设有预锁点,所述模体和模帽的顶部半圆半径小于明胶空心胶囊模具0.01‑0.03mm,所述开设在模帽和模体上的锁环一和锁环二均呈U形。本技术通过与普通的明胶空心胶囊模具在结构上进行了改进和创新,能增加羟丙基淀粉空心胶囊的硬度。有助于羟丙基淀粉空心胶囊的脱模。提高羟丙基淀粉空心胶囊的成品率和胶囊充填内容物的上机率及胶囊剂的抗脆性。
技术研发人员:王爱东,史建俊,吴潇然,汪燕,刘松林
受保护的技术使用者:黄山学院
技术研发日:20221102
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!