一种人工关节球头及其制备方法与流程
本发明涉及人工关节球头,具体而言,涉及一种人工关节球头及其制备方法。
背景技术:
1、关节尤其是髋关节是人体重要的负重部位,在人体运动过程中,关节球头在臼杯中不断转动,使得臼杯不断摩擦关节球头的外球层,面临关节球头损伤的可能,另外,关节病变的现象也普遍存在,人工关节球头作为人体骨植入物,成为骨修复重建的重要应用对象。
2、如图1所示,目前市场上的人工关节球头通常由金属材质的球头主体1(底部设有用于安装人工关节球头的凹型槽11)和陶瓷材质的外球层2(表层设有关节滑液储存用凹槽21)组成,外球层2包覆在球头主体1上,一方面球头主体与外球层结合性差,两者容易脱离,尤其是在植入人体后,外球层不断地经受摩擦,更容易导致外球层的脱离,不但无法发挥作用,还容易危害人体健康,另一方面外球层强度低,在使用时与臼杯等产生摩擦,即使不会导致外球层脱离,也会使外球层产生摩擦损坏,损坏严重时球头无法灵活转动,在人体内灵活性差,结构稳定性差,使用寿命短。
技术实现思路
1、本发明提供了一种人工关节球头及其制备方法,以解决人工关节球头的外球层易与球头主体脱离,外球层强度低,在使用时与臼杯等摩擦产生摩擦损坏,球头无法灵活转动,在人体内灵活性差,结构稳定性差,使用寿命短等问题。
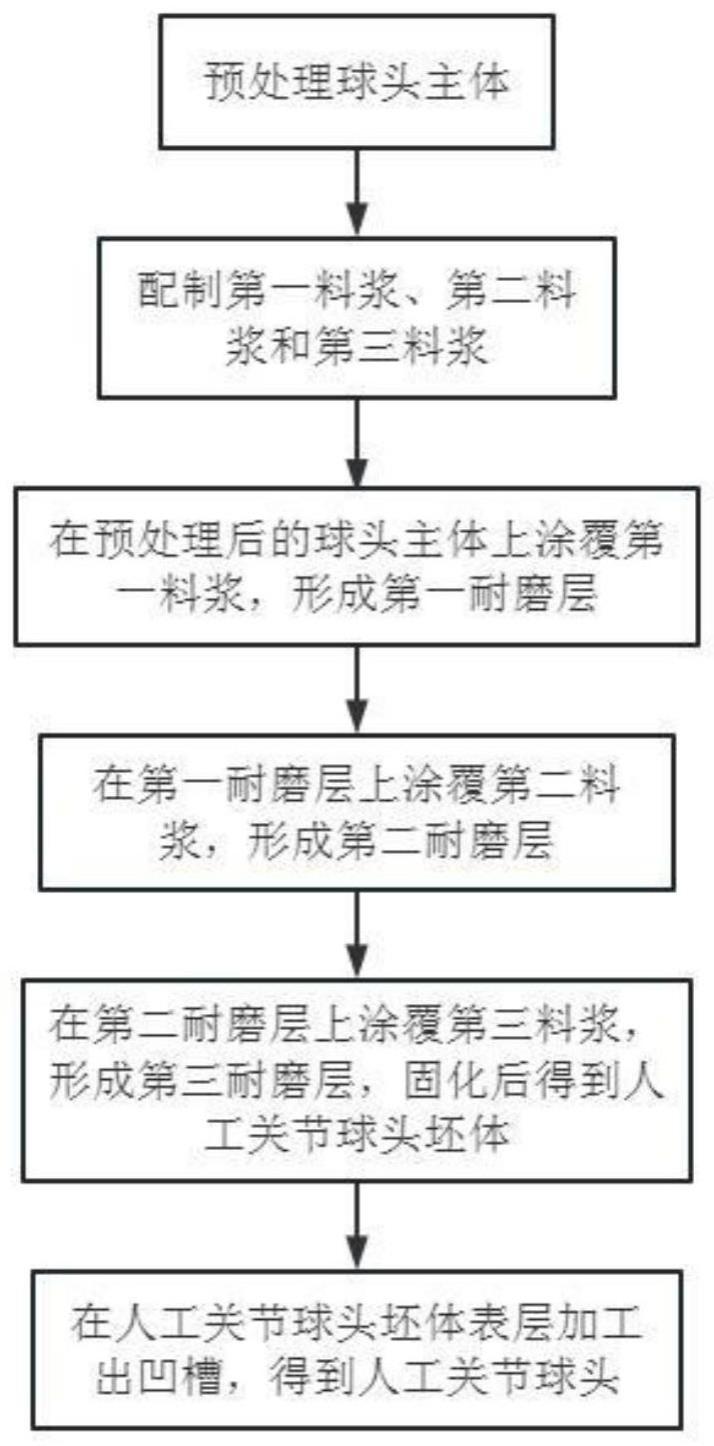
2、一方面,本发明提供了一种人工关节球头的制备方法,包括以下步骤:对球头主体进行预处理;配制第一料浆、第二料浆和第三料浆,所述第一料浆的固相含量小于第二料浆,第二料浆的固相含量小于第三料浆;在预处理后的球头主体上涂覆所述第一料浆,形成第一耐磨层;在所述第一耐磨层上涂覆所述第二料浆,形成第二耐磨层;在所述第二耐磨层上涂覆所述第三料浆,形成第三耐磨层,固化后得到人工关节球头坯体;在所述人工关节球头坯体表层加工出凹槽,得到所述人工关节球头。
3、在本发明的一些实施方式中,所述预处理包括对球头主体表面进行的喷砂处理和对球头主体表层的孔道加工处理;其中,所述孔道加工处理得到的孔道的深度为2-3μm。
4、在本发明的一些实施方式中,按重量份数计,所述第一料浆包括35-45份生物陶瓷和55-65份聚氨酯。
5、在本发明的一些实施方式中,按重量份数计,所述第二料浆包括50-60份生物陶瓷、20-23份聚氨酯和20-27份环氧树脂。
6、在本发明的一些实施方式中,按重量份数计,所述第三料浆包括65-70份生物陶瓷和30-35份环氧树脂。
7、在本发明的一些实施方式中,所述生物陶瓷包括氧化铝或氧化锆或氧化铝-氧化锆复相陶瓷;其中,氧化铝-氧化锆复相陶瓷中,氧化铝与氧化锆的重量比为(75-85):(15-25)。
8、在本发明的一些实施方式中,在180-210℃的温度和0.08-0.1mpa的压力下,在预处理后的球头主体上喷涂1-3遍所述第一料浆,形成第一耐磨层;其中,第一料浆的喷涂厚度为2-4μm。
9、在本发明的一些实施方式中,在150-210℃的温度和0.12-0.15mpa的压力下,在所述第一耐磨层上喷涂所述第二料浆,形成第二耐磨层;其中,喷涂第二料浆的具体步骤如下:s1、在所述第一耐磨层上喷涂1-2遍所述第二料浆;s2、对预处理加工出的孔道位置进行第二料浆的喷涂直至填平孔道位置的凹陷;s3、对s2步骤喷涂后的整个外表面继续进行所述第二料浆的喷涂,喷涂1-2遍,形成第二耐磨层。
10、在本发明的一些实施方式中,在150-180℃的温度下,在所述第二耐磨层上喷涂所述第三料浆直至第三料浆覆盖球头主体表面预处理时喷的砂,形成第三耐磨层。
11、另一方面,本发明还提供了一种人工关节球头,所述人工关节球头根据上述任一项所述的人工关节球头的制备方法制得。
12、与现有技术相比,本发明具有以下有益效果:
13、(1)本发明对球头主体进行预处理,配合固相含量依次增大的第一料浆、第二料浆和第三料浆形成的第一耐磨层、第二耐磨层和第三耐磨层,球头主体与第一耐磨层、第一耐磨层与第二耐磨层、第二耐磨层与第三耐磨层的结合强度高,不易脱离,且第三耐磨层作为表层,强度高,不易磨损,球头转动灵活,在人体内灵活性好,结构稳定性好,使用寿命长。
14、(2)本发明对球头主体进行如表面喷砂和表层孔道加工的预处理,增加球头主体表面积,增加球头主体表面阻力,进而提高了第一耐磨层与球头主体的结合强度;孔道深度为2-3μm一方面充分发挥增加结合强度的作用,另一方面孔道不会过深,避免了孔道过深引起的球头主体强度削弱、第一料浆无法充分进入孔道而劣化第一耐磨层与球头主体结合性等问题。
15、(3)本发明对第一料浆、第二料浆和第三料浆的配方和各组分用量进行了设计,第一料浆、第二料浆和第三料浆的固相含量依次增大,保证人工关节球头表层的强度,且通过聚氨酯和环氧树脂的设计,第二料浆中既含有聚氨酯又含有环氧树脂,使得第二料浆与第一料浆和第三料浆均能很好的结合,增加第一耐磨层与第二耐磨层、第二耐磨层与第三耐磨层的结合强度高,不易相互脱离;本发明生物陶瓷包括氧化铝或氧化锆或氧化铝-氧化锆复相陶瓷,尤其是氧化铝-氧化锆复相陶瓷中,氧化铝与氧化锆的重量比为(75-85):(15-25),耐磨层具有更高的强度和耐磨性,延长人工关节球头的使用寿命。
16、(4)本发明在180-210℃的温度和0.08-0.1mpa的压力下,在预处理后的球头主体上喷涂1-3遍第一料浆,形成第一耐磨层,第一料浆充分填补球头主体表层的孔道,使得第一耐磨层被充分压入球头主体表层孔道中,增加第一耐磨层与球头主体的结合强度,第一料浆的喷涂厚度设计为2-4μm,与孔道深度相配合,进一步保证第一耐磨层与球头主体的结合强度,防止孔道过深或喷涂厚度过低过厚引起的第一耐磨层在孔道边缘处产生裂纹或开裂;本发明在150-210℃的温度和0.12-0.15mpa的压力下喷涂第二料浆,在第一耐磨层上喷涂1-2遍第二料浆,使得第二料浆覆盖第一耐磨层凹凸表面(喷砂处、孔道凹陷处及其他部分),增加两者结合强度,之后对预处理加工出的孔道位置(孔道凹陷处)进行第二料浆的喷涂直至填平孔道位置的凹陷,以消除凹陷,在0.12-0.15mpa的压力下可以充分填实凹陷,再继续进行第二料浆的喷涂,喷涂1-2遍,形成无凹陷的第二耐磨层;本发明在150-180℃的温度下,在第二耐磨层上喷涂第三料浆直至第三料浆覆盖球头主体表面预处理时喷的砂,砂的存在增强第二耐磨层与第三耐磨层的结合强度,形成表面平整光滑的第三耐磨层,保证光洁度,增加了人工关节球头在人体内的灵活性和适配性。
技术特征:
1.一种人工关节球头的制备方法,其特征在于,包括以下步骤:
2.如权利要求1所述的人工关节球头的制备方法,其特征在于,所述预处理包括对球头主体表面进行的喷砂处理和对球头主体表层的孔道加工处理;其中,所述孔道加工处理得到的孔道的深度为2-3μm。
3.如权利要求1所述的人工关节球头的制备方法,其特征在于,按重量份数计,所述第一料浆包括35-45份生物陶瓷和55-65份聚氨酯。
4.如权利要求1所述的人工关节球头的制备方法,其特征在于,按重量份数计,所述第二料浆包括50-60份生物陶瓷、20-23份聚氨酯和20-27份环氧树脂。
5.如权利要求1所述的人工关节球头的制备方法,其特征在于,按重量份数计,所述第三料浆包括65-70份生物陶瓷和30-35份环氧树脂。
6.如权利要求3至5中任一项所述的人工关节球头的制备方法,其特征在于,所述生物陶瓷包括氧化铝或氧化锆或氧化铝-氧化锆复相陶瓷;其中,氧化铝-氧化锆复相陶瓷中,氧化铝与氧化锆的重量比为(75-85):(15-25)。
7.如权利要求1所述的人工关节球头的制备方法,其特征在于,在180-210℃的温度和0.08-0.1mpa的压力下,在预处理后的球头主体上喷涂1-3遍所述第一料浆,形成第一耐磨层;其中,第一料浆的喷涂厚度为2-4μm。
8.如权利要求1所述的人工关节球头的制备方法,其特征在于,在150-210℃的温度和0.12-0.15mpa的压力下,在所述第一耐磨层上喷涂所述第二料浆,形成第二耐磨层;
9.如权利要求1所述的人工关节球头的制备方法,其特征在于,在150-180℃的温度下,在所述第二耐磨层上喷涂所述第三料浆直至第三料浆覆盖球头主体表面预处理时喷的砂,形成第三耐磨层。
10.一种人工关节球头,其特征在于,所述人工关节球头根据权利要求1-9中任一项所述的人工关节球头的制备方法制得。
技术总结
本发明提供一种人工关节球头及其制备方法,包括:对球头主体预处理;配制固相含量依次增大的第一料浆、第二料浆和第三料浆;在预处理后的球头主体上依次涂覆第一料浆、第二料浆和第三料浆,形成第一、第二和第三耐磨层,固化后得人工关节球头坯体;在人工关节球头坯体表层加工出凹槽,得到人工关节球头。本发明对球头主体预处理,配合固相含量依次增大的第一、第二和第三料浆形成的第一、第二和第三耐磨层,球头主体与第一耐磨层、第一与第二耐磨层、第二与第三耐磨层的结合强度高,不易脱离,且第三耐磨层作为表层,强度高,不易磨损,球头转动灵活,在人体内灵活性好,结构稳定性好,使用寿命长。
技术研发人员:徐先豹,李伶,王营营,王伟伟,隋松林,王守兴,刘时浩,李楠,马心祎
受保护的技术使用者:山东工业陶瓷研究设计院有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!