一种全自动缝针缝线铆接装置和方法与流程
本发明涉及缝针缝线连接,具体涉及一种全自动缝针缝线铆接装置和方法。
背景技术:
1、在手术的伤口处理中,常需要使用缝合针和缝合线对伤口进行缝合,从而方便伤口的愈合。在缝合针和缝合线使用时,需要将缝合线固定在缝合针的尾部,从而让缝合针来引导缝合线的缝合路径。
2、目前,缝合线大多通过以下两种方式固定在缝合针上:
3、一、通过人工手动将缝合线安装在缝合针上,但是这样效率较低,需要有丰富经验的医护人员才能很熟练的完成缝合线在缝合针上的固定;
4、二、通过制作一个简易工装来实施缝合针与缝合线的连接,但是由于简易工装的不确定性及实用性,往往会导致缝合针和缝合线的连接处出现外观不美观的情况,或者因为手工受力不均导致缝合针外观变形或者受力过大导致缝合针外形破损。另外限于手工及装置简易、缺少辅助定位装置、加上对缝合针和缝合线的连接强力有较高的要求等原因,导致加工比较困难,从而成品合格率较低,生产效率低下。而如果需要提高成品合格率和增加生产效率,则需要操作者的熟练度和经验,但依旧存在较高的不稳定性。
技术实现思路
1、鉴于背景技术的不足,本发明是提供了一种全自动缝针缝线铆接装置和方法,能高效稳定的实现缝合针和缝合线的固定连接,提高产品的合格率和产能。
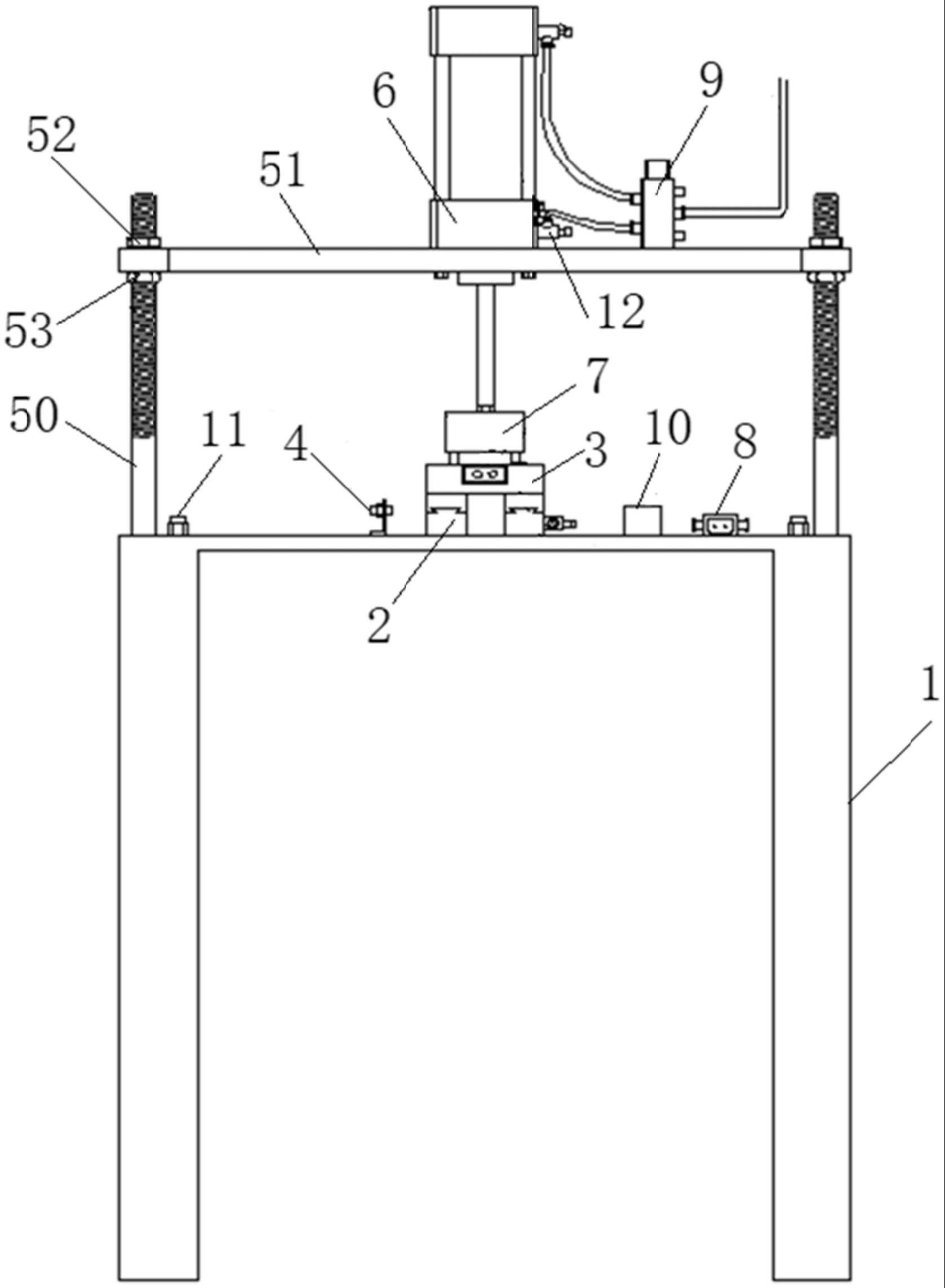
2、为解决以上技术问题,本发明提供了如下技术方案:一种全自动缝针缝线铆接装置,包括
3、底座;
4、第一驱动装置,所述第一驱动装置的固定端安装在所述底座上,所述第一驱动装置的移动端与下模具连接,用于带动下模具往返运动,所述下模具用于放置所述缝针和缝线;
5、所述底座上在所述下模具的运动路径上设有用于检测所述下模具是否运动到位的第一检测传感器:
6、升降座,所述升降座包括固定部和升降安装在固定部上的升降板,所述固定部安装在所述底座上,所述升降板位于所述下模具上方;
7、第二驱动装置,所述第二驱动装置的固定部安装在所述升降板上,所述第二驱动装置的移动端与所述上模具连接,用于带动所述上模具上下运动,使所述上模具将下模具上的缝针和缝线连接。
8、在某种实施方式中,所述第二驱动装置上设有用于检测所述上模具是否运动到位的第二检测传感器。
9、在某种实施方式中,所述第一驱动装置为滑轨气缸,所述第二驱动装置为气缸。
10、在某种实施方式中,所述滑轨气缸的气口通过气管连接有第一电磁阀,所述气缸的气口通过气缸连接有第二电磁阀。
11、在某种实施方式中,所述固定部包括四个支撑螺杆,四个支撑螺杆穿过所述升降板,每个支撑螺杆上在所述升降板上方和下方分别设有上固定螺母和下固定螺母。
12、在某种实施方式中,所述下模具包括下模具座,所述下模具座的顶面向内开设有下安装槽,所述下模具座在所述下安装槽两侧分别开设有线槽和放置槽,所述下安装槽内安装有下铆块,所述下铆块的顶部开设有下铆接槽,所述下铆接槽与所述线槽对应设置。
13、在某种实施方式中,所述上模具包括上模具座,所述上模具座的底部开设有上安装槽,所述上安装槽内安装有上铆块,所述上铆块的底部开设有与所述下铆接槽相匹配的上铆接槽。
14、在某种实施方式中,所述下模具座的顶部开设有定位孔,所述上模具座的底部设有与所述定位孔相匹配的定位杆。
15、第二方面,本发明还提供了一种全自动缝针缝线铆接方法,通过上述的全自动缝针缝线铆接装置实现,包括以下步骤:
16、s1:让下模具在初始位置,并在下模具上装配缝针和缝线;
17、s2:接着让第一驱动装置带动下模具沿靠近第一检测传感器的方向运动;
18、s3:当第一检测传感器检测到第一驱动装置时,让第一驱动装置停止运动;
19、s4:让第二驱动装置带动上模具向下运动,当第二驱动装置运动到位后,进行延时,延时时间到后让第二驱动装置带动上模具向上运动,在第二驱动装置带动上模具向上运动的过程中,让第一驱动装置带动下模具回到初始位置。
20、本发明与现有技术相比所具有的有益效果是:
21、在实际使用时,通过设置第一驱动装置的位置来调整下模具的初始位置,从而便于缝针和缝线在下模具上的放置,在缝针和缝线放置好后通过第一驱动装置和第一检测传感器可以将下模具输送到铆接位置,然后通过第二驱动装置带动上模具向下运动使上模具将下模具上的缝针和缝线连接,从而能自动的完成缝针和缝线的连接,降低了对操作者经验和熟练度的要求,另外通过定位孔和定位杆对下模具和上模具的位置进行定位可以使定位更加准确,操作更加简单,同时大大提高了成品合格率和生产效率。
技术特征:
1.一种全自动缝针缝线铆接装置,其特征在于,包括
2.根据权利要求1所述的一种全自动缝针缝线铆接装置,其特征在于,所述第二驱动装置上设有用于检测所述上模具是否运动到位的第二检测传感器。
3.根据权利要求2所述的一种全自动缝针缝线铆接装置,其特征在于,所述第一驱动装置为滑轨气缸,所述第二驱动装置为气缸。
4.根据权利要求3所述的一种全自动缝针缝线铆接装置,其特征在于,所述滑轨气缸的气口通过气管连接有第一电磁阀,所述气缸的气口通过气缸连接有第二电磁阀。
5.根据权利要求1所述的一种全自动缝针缝线铆接装置,其特征在于,所述固定部包括四个支撑螺杆,四个支撑螺杆穿过所述升降板,每个支撑螺杆上在所述升降板上方和下方分别设有上固定螺母和下固定螺母。
6.根据权利要求1所述的一种全自动缝针缝线铆接装置,其特征在于,所述下模具包括下模具座,所述下模具座的顶面向内开设有下安装槽,所述下模具座在所述下安装槽两侧分别开设有线槽和放置槽,所述下安装槽内安装有下铆块,所述下铆块的顶部开设有下铆接槽,所述下铆接槽与所述线槽对应设置。
7.根据权利要求6所述的一种全自动缝针缝线铆接装置,其特征在于,所述上模具包括上模具座,所述上模具座的底部开设有上安装槽,所述上安装槽内安装有上铆块,所述上铆块的底部开设有与所述下铆接槽相匹配的上铆接槽。
8.根据权利要求7所述的一种全自动缝针缝线铆接装置,其特征在于,所述下模具座的顶部开设有定位孔,所述上模具座的底部设有与所述定位孔相匹配的定位杆。
9.一种全自动缝针缝线铆接方法,通过权利要求1-8任一项所述的全自动缝针缝线铆接装置实现,包括以下步骤:
技术总结
本发明涉及缝针缝线连接技术领域,公开了一种全自动缝针缝线铆接装置和方法,包括底座和第一驱动装置,第一驱动装置的固定端安装在底座上,第一驱动装置的移动端与下模具连接,带动下模具往返运动,下模具放置缝针和缝线;底座上在下模具的运动路径上设有检测下模具是否运动到位的第一检测传感器:升降座,升降座包括固定部和升降安装在固定部上的升降板,固定部安装在底座上,升降板位于下模具上方;第二驱动装置,第二驱动装置安装在升降板上,第二驱动装置的移动端与上模具连接,用于带动上模具上下运动,使上模具将下模具上的缝针和缝线连接;在实际使用时,通过本发明能自动的完成缝针和缝线的连接,降低了对操作者经验和熟练度的要求。
技术研发人员:王金梁
受保护的技术使用者:无锡科恩智造科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!