一种髋关节假体及制备方法与流程
本发明涉及医疗器械,尤其涉及一种髋关节假体及制备方法。
背景技术:
1、人工髋关节置换手术是治疗股骨头坏死、髋关节发育不良、退行性髋骨关节炎、类风湿性关节炎等疾病终末期病变最重要和最有效的手术之一,随着人口老龄化的加剧,该类患者逐年增加。
2、现有的髋关节假体在长期使用的过程中,由于球头与内衬装配存在高交联聚乙烯磨损形成的碎屑造成骨溶解,且球头和内衬抗冲击的能力和耐磨性能相对较差,容易造成假体失效。
技术实现思路
1、有鉴于此,本发明的目的是为了克服现有技术中的不足,提供一种髋关节假体及制备方法。
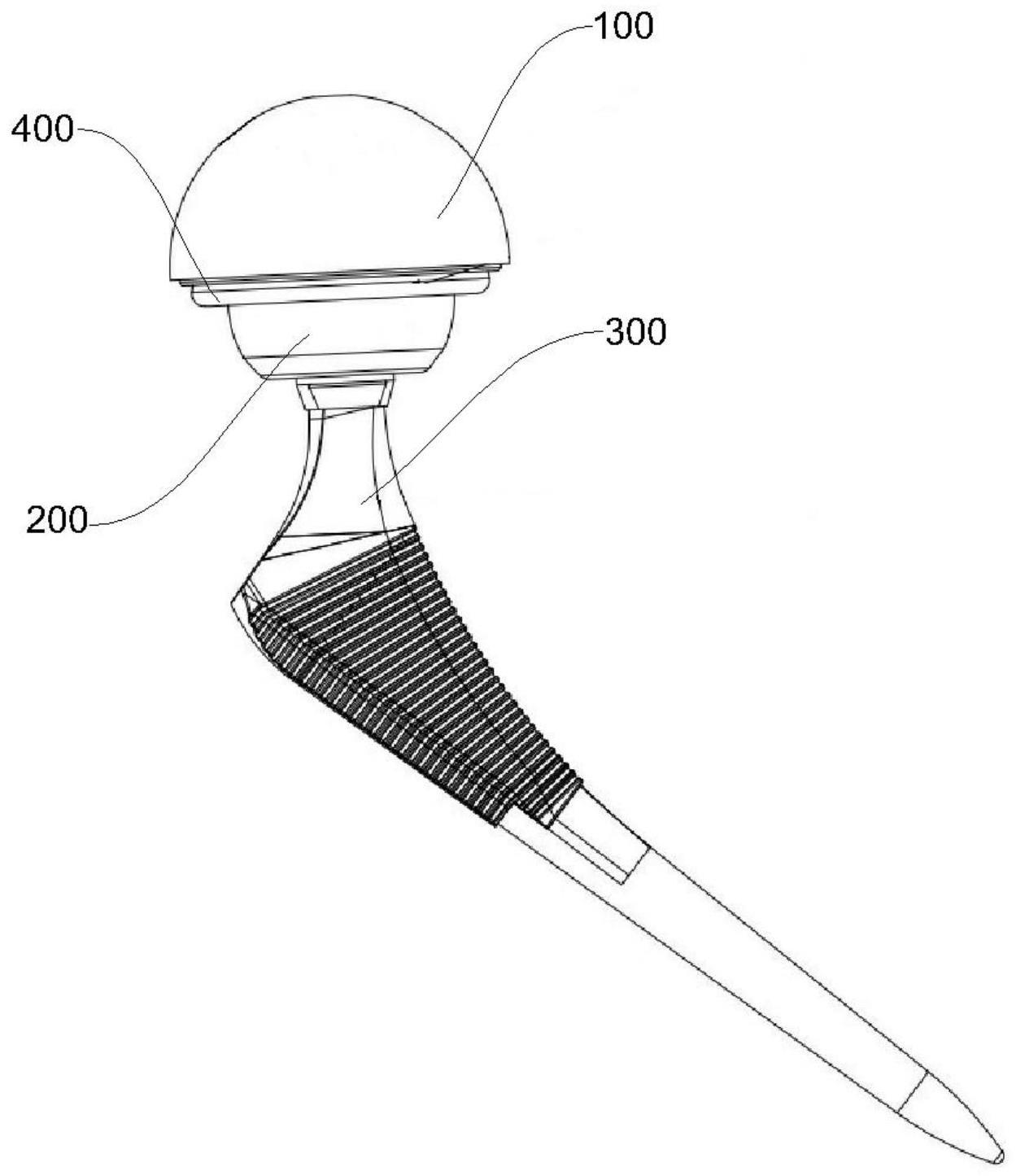
2、本发明提供如下技术方案:一种髋关节假体,包括:
3、髋臼杯,其限定出第一安装空间;
4、球头,所述球头的一部分置于所述第一安装空间,且与所述第一安装空间的内壁相贴合,所述球头背离所述髋臼杯的一侧限定出安装槽;
5、股骨柄,所述股骨柄的一端插入至所述安装槽,以与所述球头形成限位连接;
6、所述第一安装空间的内壁和所述球头的外壁均设有陶瓷层。
7、在本发明的一些实施例中,所述髋臼杯与所述球头之间设有内衬;
8、所述内衬具有凹面和凸面,所述凹面与所述球头的外壁相贴合,所述凸面与所述第一安装空间的内壁相贴合。
9、进一步地,所述凹面和所述凸面均设有所述陶瓷层。
10、进一步地,所述髋臼杯、所述球头和所述内衬的材质均为金属材料。
11、进一步地,所述髋臼杯、所述球头和所述内衬的材质均为锆铌合金。
12、进一步地,所述陶瓷层为氧化锆铌合金层或氮化锆铌合金层。
13、进一步地,所述髋臼杯设有多个相间隔的通孔。
14、本发明的一些实施例提供一种髋关节假体的制备方法,用于制备所述的髋关节假体,包括步骤:
15、获取锆铌合金件,通过车削和铣削对锆铌合金件进行加工,以形成坯件;
16、将坯件放入热等静压炉,在惰性气体环境下,在温度1250℃~1400℃,压强40mpa~180mpa中静置时间1h~3h后,在常压下冷却至200℃后得到第一中间产物;
17、将第一中间产物放置于降温盒中以1℃/min的速度降温至-120℃~-80℃,恒温静置时间5h~10h后,从降温盒中取出,并将其在液氮中浸没16h~36h后,从液氮中取出,待恢复至室温时,以得到第二中间产物;
18、将第二中间产物放置于降温盒中以1℃/min的速度降温至-120℃~-80℃,恒温静置时间5h~10h后,从降温盒中取出,并将其在液氮中浸没16h~36h后,从液氮中取出,待恢复至室温时,以得到第三中间产物;
19、将第三中间产物依次通过抛光、清洗和干燥后,得到第四中间产物;
20、将第四中间产物放置在炉内,并向炉内通入含氧质量百分比为5%~35%的常压惰性气体,先以5℃/min~20℃/min加热至500℃~700℃,然后以0.4℃/min~0.9℃/min降温至400℃~495℃,再自然冷却至200℃以下时取出,得到含氧化层的锆铌合金假体;或者,将第四中间产物放置在炉内,并向炉内通入含氧质量百分比为20%~30%的常压氮气,先以5℃/min~20℃/min加热至500℃~900℃,然后以0.4℃/min~0.9℃/min降温至400℃~495℃,再自然冷却至200℃以下时取出,得到含氮化层的锆铌合金假体。
21、进一步地,所述锆铌合金件通过车削和铣削后,形成髋臼杯坯件、球头坯件或内衬坯件。
22、进一步地,所述第四中间产物的表面粗糙度ra≤0.02μm。
23、本发明的实施例具有如下优点:通过在髋臼杯的第一空间的内壁和球头的外壁设置陶瓷层,提升髋臼杯与球头之间接触面的光滑度,以降低髋臼杯与球头之间的摩擦,从而大大减少髋臼杯与球头之间产生的摩屑,提升髋关节假体的使用寿命。
24、为使本发明的上述目的、特征和优点能更明显和易懂,下文特举较佳实施例,并配合所附附图,做详细说明如下。
技术特征:
1.一种髋关节假体,其特征在于,包括:
2.根据权利要求1所述的髋关节假体,其特征在于,所述髋臼杯与所述球头之间设有内衬;
3.根据权利要求2所述的髋关节假体,其特征在于,所述凹面和所述凸面均设有所述陶瓷层。
4.根据权利要求2所述的髋关节假体,其特征在于,所述髋臼杯、所述球头和所述内衬的材质均为金属材料。
5.根据权利要求4所述的髋关节假体,其特征在于,所述髋臼杯、所述球头和所述内衬的材质均为锆铌合金。
6.根据权利要求1至5中任一项所述的髋关节假体,其特征在于,所述陶瓷层为氧化锆铌合金层或氮化锆铌合金层。
7.根据权利要求1至5中任一项所述的髋关节假体,其特征在于,所述髋臼杯设有多个相间隔的通孔。
8.一种髋关节假体的制备方法,其特征在于,用于制备权利要求1至7中任一项所述的髋关节假体,包括步骤:
9.根据权利要求8所述的髋关节假体的制备方法,其特征在于,所述锆铌合金件通过车削和铣削后,形成髋臼杯坯件、球头坯件或内衬坯件。
10.根据权利要求8所述的髋关节假体的制备方法,其特征在于,所述第四中间产物的表面粗糙度ra≤0.02μm。
技术总结
本发明提供一种髋关节假体及制备方法,属于医疗器械技术领域。髋关节假体包括髋臼杯、球头和股骨柄,髋臼杯限定出第一安装空间;球头的一部分置于第一安装空间,且与第一安装空间的内壁相贴合,球头背离髋臼杯的一侧限定出安装槽;股骨柄的一端插入至安装槽,以与球头形成限位连接;第一安装空间的内壁和球头的外壁均设有陶瓷层。通过在髋臼杯的第一空间的内壁和球头的外壁设置陶瓷层,提升髋臼杯与球头之间接触面的光滑度,以降低髋臼杯与球头之间的摩擦,从而大大减少髋臼杯与球头之间产生的摩屑,提升髋关节假体的使用寿命。
技术研发人员:静茂凯,史文,刘鑫,张春秋,刘淑红,刘念
受保护的技术使用者:嘉思特医疗器材(天津)股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!