一种复合面层卫生巾的生产工艺的制作方法
本发明属于卫生用品,特别涉及一种复合面层卫生巾的生产工艺。
背景技术:
1、卫生巾是女性经期常用的卫生用品,由于卫生巾直接接触女性皮肤,其使用直接影响女性的生理卫生,其需要具有一定的透气性,并且要符合女性的生理曲线。此外,随着女性要求的提高,对卫生巾的需要也越来越高,尤其是妇女卫生用品从数量和质量正日新月异的发展。现有卫生巾都是以六层结构组成,生产流程大致是:1、先铺一层底膜;2、喷一层热熔胶;3、铺一层吸水芯体;4、铺一层中间小芯体;5、铺一层导流无纺布;6、再喷一层热熔胶;7、再铺一层面料(热风无纺布)。在生产过程中需要逐一进行对齐,生产速度仅为800片/min左右,效率低下。
2、中国专利cn103750954a公开了一种卫生巾生产用工艺,包括按照工艺流程依次包括以下步骤:卫生纸/无尘纸包覆工序,棉芯分切工序,包覆棉芯工序,热封压花工序,离型纸覆合工序,成型分切工序,外包膜结合工序,三折包覆工序,四化切分工序,其特征在于:还需向热封压花工序输送防护层,该防护层输送至无纺布的正面,并和无纺布和流延膜一同送入热封压花工序中的热压热备,该防护层通过热压与无纺布的正面轻微结合。该卫生巾生产工艺通过设置防护层与无纺布热压连接,使得接触层与设备表面和使用者双手表面几乎不接触到,从而杜绝生产和使用过程卫生巾细菌数量增加的可能性,但其在卫生巾的制作过程中,具有多层结构,制作工序较为复杂,生产速度有待提高。
3、中国专利cn113017989a公开了一种超薄透气卫生巾制备方法,包括如下步骤:(1)、制备亲肤表层:所述亲肤表层采用亲水无纺布制成;(2)、制备吸收芯体:将棉纤维与竹纤维剪切并混合后熔融挤出,形成复合纤维,待复合纤维冷却后成网、粘合加固后,用其包覆吸水材料,得到吸收芯体;所述吸水材料由高分子吸水树脂与羟基纤维素钠混合而成;(3)、制备底膜:分别制作tpu薄膜和基层面料,将tpu薄膜贴合在基层面料外侧,得到底膜;(4)、将步骤(1)的亲肤表层、步骤(2)的吸收芯体和步骤(3)的底膜依次叠放复合后,在底膜的外侧依次复合上胶层和离型纸并折叠装袋,得卫生巾成品。吸收芯由高分子吸水树脂与羟基纤维素钠混合而成,羟基纤维素钠吸水后溶解使吸水后的高分子吸水树脂具有一定孔状,改善了高分子吸水树脂在吸收液体后存在透气性差的缺点,由于孔洞结构使透气性增强,却使保水性能大大降低。
技术实现思路
1、为了克服现有技术的不足,本发明提供一种复合面层卫生巾的生产工艺,通过复合面层来代替除吸水芯体和底膜之外的多层面料,来减少卫生巾的制作工序,从而提高卫生巾生产速度,为实现卫生巾的高效生产提供支持。
2、为实现上述目的,本发明提供了如下方案:本发明提供一种复合面层卫生巾的生产工艺,所述的复合面层卫生巾自上而下依次由复合面层、吸水芯体、底膜组成,复合面层与吸水芯体之间采用热熔胶粘接,吸水芯体与底膜之间采用热熔胶粘接;所述复合面层自上而下依次由面层、导流层、吸水层和扩散层组成,所述导流层和扩散层均由es纤维和木浆的混合纤维组成,所述吸水层由高分子吸水树脂组成,导流层均匀渗透有高分子吸水树脂;所述面层采用热风无纺布或es纤维;
3、所述复合面层卫生巾的生产工艺,包括以下步骤:
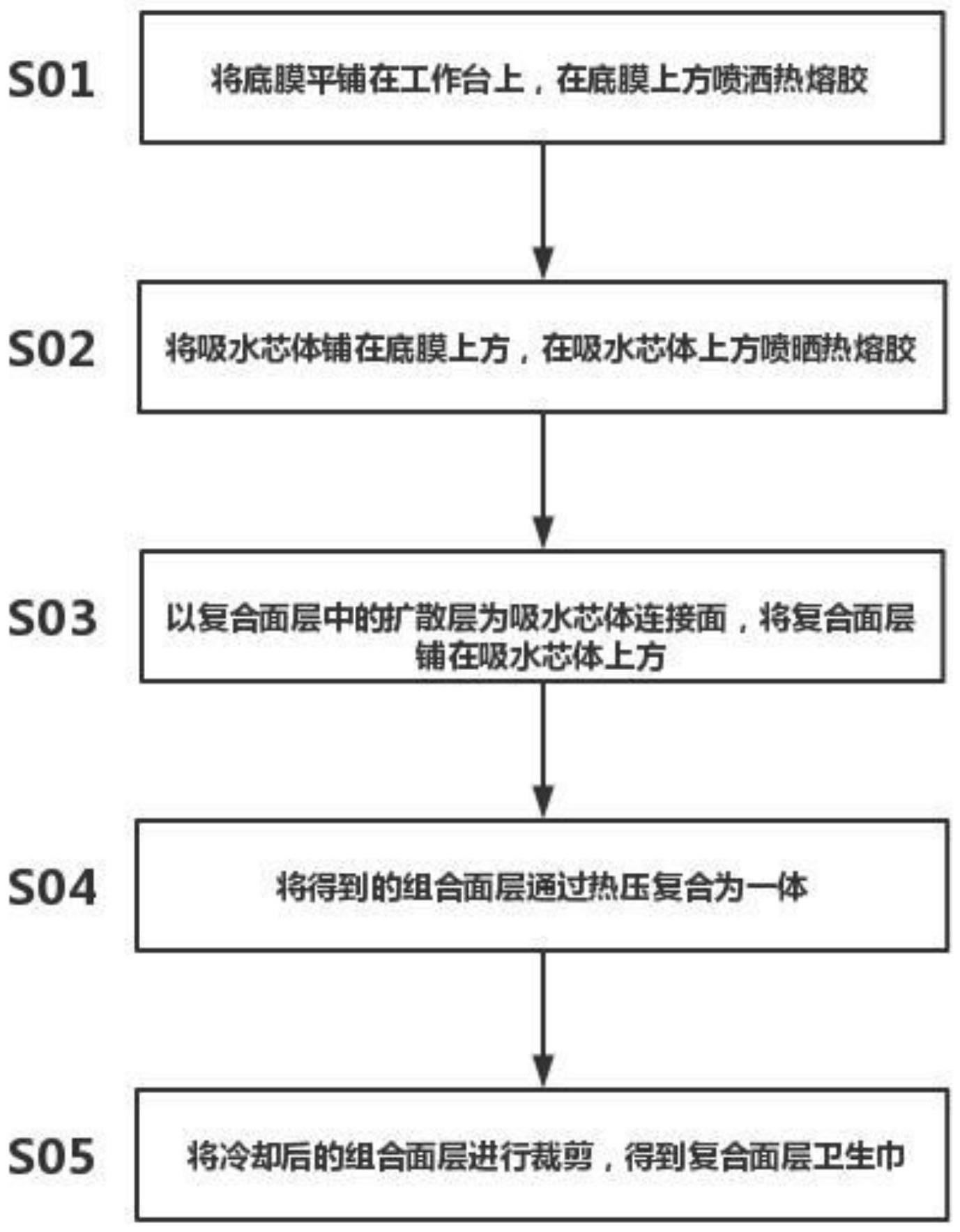
4、s01,将底膜平铺在工作台上,在底膜上方喷洒热熔胶;
5、s02,将吸水芯体铺在底膜上方,在吸水芯体上方喷晒热熔胶;
6、s03,以复合面层中的扩散层为吸水芯体连接面,将复合面层铺在吸水芯体上方;
7、s04,将得到的组合面层通过热压复合为一体;
8、s05,将冷却后的组合面层进行裁剪,得到复合面层卫生巾。
9、优选地,所述复合面层通过以下步骤制备:
10、(1)将面层平铺在工作台上,在面层下方设有抽风机及振动器;
11、(2)在抽风机的作用下,将导流层铺设在面层上;
12、(3)将吸水层铺设在导流层上,在抽风机及振动器的作用下,使高分子吸水树脂颗粒均匀渗入导流层内;
13、(4)在抽风机的作用下,将扩散层铺设在吸水层上;
14、(5)放入烘箱进行烘干,烘箱温度设置在130-180℃;
15、(6)烘干的复合面层冷却,进行收卷处理。
16、优选地,所述导流层和扩散层均由es纤维和木浆按照重量比0.35:0.65制作成混合纤维。
17、优选地,所述的面层、导流层、扩散层的用量各为10-80g/m2,所述的吸水层高分子吸水树脂的用量为5-300g/m2。
18、优选地,所述es纤维熔点在130℃-180℃之间。
19、优选地,所述复合面层各层通过es纤维热熔粘合。es纤维在加热过后起到复合面层内部整体粘接的作用。
20、优选地,所述面层、导流层、吸水层和扩散层的幅宽保持一致。
21、优选地,所述底膜采用pe膜。pe膜具有优良的防水性,从而隔绝卫生巾底部渗液。
22、优选地,所述复合面层卫生巾的幅宽为8cm。
23、本发明具有以下技术效果:
24、1、通过制备复合面层代替卫生巾中除底膜与吸水芯体之外的面料,减少了生产过程中多层面料之间对齐的环节,加快了卫生巾的生产速度,使卫生巾的生产速度从800片/min提速到1300片/min~1500片/min。
25、2、本发明复合面层的导流层和扩散层均由es纤维和木浆按照重量比0.35:0.65制作成混合纤维,es纤维在烘箱加热后热熔起到粘结作用,在减少了粘合剂用量的同时,由于热熔粘合将材料粘的更加牢固,避免了结团、断裂,保证了复合面层的稳定性,在复合面层的牢固度与疏水渗水两方面达到最佳的性能平衡;
26、3、由于高分子吸水树脂颗粒均匀渗入在导流层,加快了吸水速度,使得下渗液体快速导流到吸水层和扩散层,整体吸水性能达到最优。
技术特征:
1.一种复合面层卫生巾的生产工艺,其特征在于:所述的复合面层卫生巾自上而下依次由复合面层、吸水芯体、底膜组成,复合面层与吸水芯体之间采用热熔胶粘接,吸水芯体与底膜之间采用热熔胶粘接;所述复合面层自上而下依次由面层、导流层、吸水层和扩散层组成,所述导流层和扩散层均由es纤维和木浆的混合纤维组成,所述吸水层由高分子吸水树脂组成,导流层均匀渗透有高分子吸水树脂;所述面层采用热风无纺布或es纤维;
2.根据权利要求1所述的复合面层卫生巾的生产工艺,其特征在于:所述复合面层通过以下步骤制备:
3.根据权利要求1所述的复合面层卫生巾的生产工艺,其特征在于:所述导流层和扩散层均由es纤维和木浆按照重量比0.35:0.65制作成混合纤维。
4.根据权利要求1所述的复合面层卫生巾的生产工艺,其特征在于:所述的面层、导流层、扩散层的用量各为10-80g/m2,所述的吸水层高分子吸水树脂的用量为5-300g/m2。
5.根据权利要求1所述的复合面层卫生巾的生产工艺,其特征在于:所述es纤维熔点在130℃-180℃之间。
6.根据权利要求1所述的复合面层卫生巾的生产工艺,其特征在于:所述复合面层各层通过es纤维热熔粘合。
7.根据权利要求1所述的复合面层卫生巾的生产工艺,其特征在于:所述面层、导流层、吸水层和扩散层的幅宽保持一致。
8.根据权利要求1所述的复合面层卫生巾的生产工艺,其特征在于:所述底膜采用pe膜。
9.根据权利要求1所述的复合面层卫生巾的生产工艺,其特征在于:所述复合面层卫生巾的幅宽为8cm。
技术总结
本发明涉及一种复合面层卫生巾的生产工艺,包括自上由下依次排列的底膜、吸水芯体、复合面层复合为一体;生产工艺包括以下步骤:S01,将底膜平铺在工作台上,在底膜上方喷洒热熔胶;S02,将吸水芯体铺在底膜上方,在吸水芯体上方喷晒热熔胶;S03,以复合面层中的扩散层为吸水芯体连接面,将复合面层铺在吸水芯体上方;S04,将得到的组合面层通过热压复合为一体;S05,将冷却后的组合面层进行裁剪,得到复合面层卫生巾。本发明减少了生产过程中大量组合面层之间对齐的步骤,加快了卫生巾的生产速度,使生巾生产速度达到1300片/min~1500片/min。
技术研发人员:王振宇,王伟成
受保护的技术使用者:浙江振宇吸水材料科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!