一种极薄强韧陶瓷义齿增材制造方法与制备设备与流程
本发明涉及增材制备设备领域,具体为一种极薄强韧陶瓷义齿增材制造方法与制备设备。
背景技术:
1、在传统的义齿制作过程中,模具铸造和机械加工是必不可少的步骤,但这些步骤往往复杂且费时,此外,通过这些方法制备的义齿在强度和厚度方面存在一定的局限性,特别是在制造薄而强的陶瓷义齿时,精确控制和高效制备成为挑战,过去,为了提高义齿的强度和耐用性,人们尝试采用陶瓷材料。然而,传统的陶瓷义齿制作工艺存在一定的局限性,如复杂的制造过程、难以控制的产品一致性以及高成本等,这些因素使得陶瓷义齿并未能在临床上得到广泛应用。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种极薄强韧陶瓷义齿增材制造方法与制备设备,具备良好的实用性、更薄的优点,来解决上述问题。
3、(二)技术方案
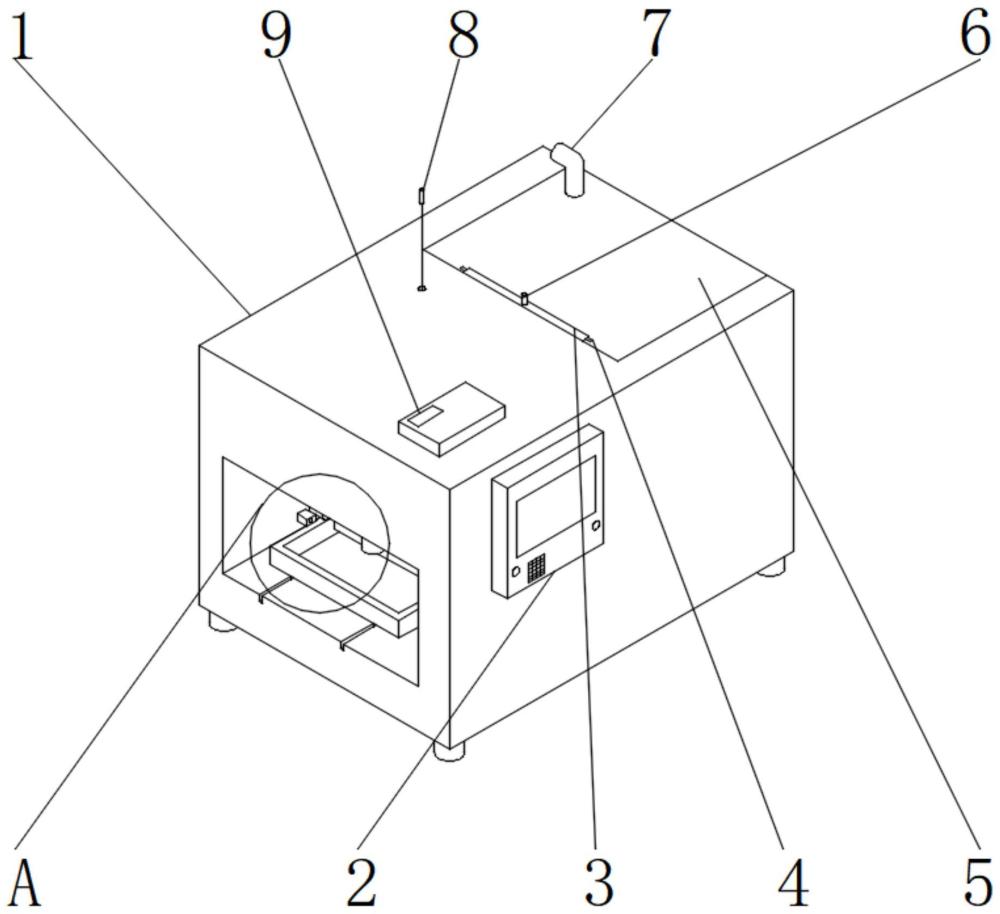
4、为实现上述目的,本发明提供如下技术方案:一种极薄强韧陶瓷义齿增材制备设备,包括机身框架,以及设置在机身框架右侧外表面的图文工作站,机身框架的下端内表面活动连接有料槽,机身框架的左侧内表面固定连接有激光传感器,机身框架的上端内表面固定连接有镜头,机身框架的上端内表面活动连接有刮刀,刮刀位于镜头的后端,机身框架的后端内表面固定连接有烧结炉。
5、优选的,机身框架的上端外表面固定连接有主机,烧结炉的上端外表面固定连接有废气排放管,烧结炉的前端外表面活动连接有滑门。
6、优选的,滑门的上端外表面固定连接有圆形把手,滑门的右侧外表面固定连接有侧边滑块,烧结炉的前端内表面开设有与侧边滑块相适配的条形滑槽,烧结炉通过条形滑槽与侧边滑块活动连接。
7、优选的,机身框架上设置有多电机控制系统、调平控制结构、微波处理系统;
8、多电机控制系统包括粉末铺展电机、激光烧结电机、平台移动电机、多个传感器,传感器与电机相连接,用于精准控制多个电机;
9、调平控制结构包括传感器与驱动器,驱动器与刮刀相连接,实现对刮刀的调平;
10、微波处理系统包括微波天线、微波发生器,微波处理系统通过数据线和接口与主机连接,能够在烧结过程中快速均匀地加热陶瓷粉末。
11、优选的,机身框架的后端外表面开设有与烧结炉相适配的矩形安装槽,机身框架通过矩形安装槽与烧结炉固定连接。
12、优选的,料槽的下端外表面固定连接有条形滑块,机身框架的下端内表面开设有与条形滑块相适配的限位滑槽,机身框架通过限位滑槽与条形滑块活动连接。
13、优选的,机身框架的下端外表面固定连接有圆形支撑腿,圆形支撑腿的下端外表面固定连接有圆形橡胶垫。
14、根据本发明实施例的另一方面,提供了一种极薄强韧陶瓷义齿增材制造方法,其特征在于,包括以下步骤:设计和建模:首先,根据需要设计义齿的形状和尺寸,使用建模软件将设计转化为三维模型,并进行必要的优化和验证;
15、材料选择:选择适合增材制造的高强度、高韧性的陶瓷材料,确保义齿具有足够的耐用性和生物相容性;
16、打印预处理:将三维模型导入到增材制造设备中,进行打印预处理操作,包括材料加载、定位和支撑结构的添加;
17、打印过程:利用增材制造技术,将陶瓷材料按照预定的层厚逐层堆叠,形成完整的义齿结构;
18、后处理:在打印完成后,对义齿进行后处理步骤,包括去除支撑结构、清洗、烧结,提高义齿的表面质量和力学性能。
19、(三)有益效果
20、与现有技术相比,本发明提供了一种极薄强韧陶瓷义齿增材制造方法与制备设备,具备以下有益效果:
21、该一种极薄强韧陶瓷义齿增材制造方法与制备设备,具备高精度:采用高精度3d打印机和精密的烧结炉,能精确控制材料的厚度和形状,提高制造精度,节约成本:减少了制造过程中的材料浪费,降低了生产成本,应用广泛:适用于各种类型的陶瓷义齿制造,满足临床的各种需求,综上所述,该极薄强韧陶瓷义齿增材制备设备为口腔医学领域提供了一种高效、精确、经济的全新义齿制造解决方案,具有广泛的应用前景。
技术特征:
1.一种极薄强韧陶瓷义齿增材制备设备,包括机身框架(1),以及设置在机身框架(1)右侧外表面的图文工作站(2),其特征在于:所述机身框架(1)的下端内表面活动连接有料槽(14),所述机身框架(1)的左侧内表面固定连接有激光传感器(11),所述机身框架(1)的上端内表面固定连接有镜头(13),所述机身框架(1)的上端内表面活动连接有刮刀(12),所述刮刀(12)位于镜头(13)的后端,所述机身框架(1)的后端内表面固定连接有烧结炉(5)。
2.根据权利要求1所述的极薄强韧陶瓷义齿增材制备设备,其特征在于:所述机身框架(1)的上端外表面固定连接有主机(9),所述烧结炉(5)的上端外表面固定连接有废气排放管(7),所述烧结炉(5)的前端外表面活动连接有滑门(3)。
3.根据权利要求2所述的极薄强韧陶瓷义齿增材制备设备,其特征在于:所述滑门(3)的上端外表面固定连接有圆形把手(6),所述滑门(3)的右侧外表面固定连接有侧边滑块(4),所述烧结炉(5)的前端内表面开设有与侧边滑块(4)相适配的条形滑槽,所述烧结炉(5)通过条形滑槽与侧边滑块(4)活动连接。
4.根据权利要求1所述的极薄强韧陶瓷义齿增材制备设备,其特征在于:所述机身框架(1)上设置有多电机控制系统、调平控制结构(10)、微波处理系统;
5.根据权利要求1所述的极薄强韧陶瓷义齿增材制备设备,其特征在于:所述机身框架(1)的后端外表面开设有与烧结炉(5)相适配的矩形安装槽,所述机身框架(1)通过矩形安装槽与烧结炉(5)固定连接。
6.根据权利要求1所述的极薄强韧陶瓷义齿增材制备设备,其特征在于:所述料槽(14)的下端外表面固定连接有条形滑块,所述机身框架(1)的下端内表面开设有与条形滑块相适配的限位滑槽,所述机身框架(1)通过限位滑槽与条形滑块活动连接。
7.根据权利要求1所述的极薄强韧陶瓷义齿增材制备设备,其特征在于:所述机身框架(1)的下端外表面固定连接有圆形支撑腿,所述圆形支撑腿的下端外表面固定连接有圆形橡胶垫。
8.一种极薄强韧陶瓷义齿增材制造方法,其特征在于,包括以下步骤:设计和建模:首先,根据需要设计义齿的形状和尺寸,使用建模软件将设计转化为三维模型,并进行必要的优化和验证;
技术总结
本发明涉及增材制备设备领域,且公开了一种极薄强韧陶瓷义齿增材制造方法与制备设备,包括机身框架,以及设置在机身框架右侧外表面的图文工作站,机身框架的下端内表面活动连接有料槽,机身框架的左侧内表面固定连接有激光传感器,机身框架的上端内表面固定连接有镜头,机身框架的上端内表面活动连接有刮刀,刮刀位于镜头的后端。本发明所述的一种极薄强韧陶瓷义齿增材制备设备,具备高精度:采用高精度3D打印机和精密的烧结炉,能精确控制材料的厚度和形状,提高制造精度,节约成本:减少了制造过程中的材料浪费,降低了生产成本,应用广泛:适用于各种类型的陶瓷义齿制造,满足临床的各种需求。
技术研发人员:刘伟,王守仁,曹辉,吴长忠,周意华
受保护的技术使用者:山东蓝合富美信息技术有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!