一种环保型家具板材加工装置及加工方法与流程
1.本申请涉及家具生产加工的技术领域,尤其是涉及一种环保型家具板材加工装置及加工方法。
背景技术:
2.在家具的加工生产中,家具板材作为原材料能够用于制造多种家具。在家具板材的加工流程中,根据不同的家具,需要将多个板材相互粘接在一起从而形成不同厚度的板材。在板材粘接流程中,需要在板材的表面涂抹白乳胶。传统的操作方式为人工进行白乳胶涂抹,工作效率低,自动化程度不高。
技术实现要素:
3.为了提升工作效率,本申请提供一种环保型家具板材加工装置及加工方法。
4.第一方面,本申请提供的一种环保型家具板材加工装置,采用如下的技术方案:一种环保型家具板材加工装置,包括工作台,所述工作台上固定设置有涂胶支架,所述涂胶支架上转动设置有涂胶辊,所述工作台和涂胶辊之间形成供板材通过的间隙,所述涂胶支架上固定设置有料斗,所述料斗的底端开设有出料口,所述料斗内转动设置有与涂胶辊相平行的出胶辊,所述出胶辊从出料口处伸出并抵在涂胶辊上,所述涂胶支架上设置有用于带动涂胶辊转动的第一伺服电机。
5.通过采用上述技术方案,在对板材进行白乳胶的涂覆时,将板材放置在工作台和涂胶辊之间,启动第一伺服电机。涂胶辊转动时带动着板材移动,带动着出胶辊转动。出胶辊转动时能够从将白乳胶从料斗中带出,使得白乳胶被涂覆在涂胶辊上,涂胶辊与板材相接触,从而将白乳胶涂覆在板材上。相较于人工涂抹的方式,提升了自动化程度,提升了工作效率,降低了人工投入。
6.可选的,所述工作台上位于进料的一侧固定设置有进料架,所述进料架上滑动设置有用于放置板材的置物台,所述进料架上设置有用于带动置物台移动的间歇运动机构。
7.通过采用上述技术方案,通过置物台带动着板材间歇性升降,使得置物台在停歇时,工作人员能够将板材推进工作台和涂胶辊之间。然后置物台继续抬升将板材带动至与工作台等高的高度,方便工作人员直接将板材移动至工作台和涂胶辊之间,从而大大提高了工作效率。
8.可选的,所述进料架上固定设置有导向杆,所述置物台上固定设置有导向管,所述导向管套设在导向杆上。
9.通过采用上述技术方案,导向管滑动设置在导向杆上,使得置物台在移动时受到导向杆的导向和限位作用,使得置物台在移动时更加平稳。
10.可选的,所述间歇运动机构包括铰接在置物台两侧的连杆、铰接在连杆背离置物台一端的滑块、转动设置在进料架上的双向螺杆、固定设置在进料架上的凸轮分割器以及用于驱动凸轮分割器的动力组件;所述滑块与双向螺杆螺纹连接,所述凸轮分割器的输出
端与双向螺杆相连。
11.通过采用上述技术方案,动力组件通过凸轮分割器实现间歇运动,带动着双向螺杆间歇转动。双向螺杆转动时能够带动着两个滑块移动,滑块移动时能够带动着连杆翻转,连杆带动着置物台实现高度的抬升。在置物台停顿时,工作人员对板材进行横向的移动,使得板材进入到工作台和涂胶辊之间。移动完成之后,置物台会继续带动板材上升,从而使得板材能够连续不断的进入到工作台和涂胶辊之间进行涂覆,大大缩短了中间流程的时间,提升了工作的效率,简化了加工流程。
12.可选的,所述动力组件包括固定设置在进料架上的减速器和电机,所述减速器的输出端与凸轮分割器的输入端相连。
13.通过采用上述技术方案,电机通过减速器带动着凸轮分割器转动,从而实现间歇运动。
14.可选的,所述进料架上固定设置有气缸,所述气缸的活塞杆一端固定设置有用于推动板材的推板,所述气缸的活塞杆伸出时,板材被推进工作台和涂胶辊之间。
15.通过采用上述技术方案,在置物台停顿时,气缸的活塞杆伸出,推板推动着板材向着工作台和涂胶辊之间移动。然后活塞杆收回,置物台继续向上抬升板材,从而使得板材能够连续不断的进入到工作台和涂胶辊之间被涂覆白乳胶,大大提升了自动化程度,提升了工作效率。
16.可选的,所述工作台上位于出料的一侧固定设置有出料架,所述出料架上转动设置有圆辊。
17.通过采用上述技术方案,在板材从工作台和涂胶辊之间被排出时,能够落在出料架上。圆辊的设置使得板材在移动时更加顺畅,更加省力。
18.可选的,所述出胶辊上开设有胶槽。
19.通过采用上述技术方案,开设在胶辊上的胶槽能够存储白乳胶,在胶辊转动时,胶槽能够将更多的白乳胶从料斗中带出。
20.可选的,所述工作台上转动设置有转辊,所述转辊和涂胶辊相互平行,所述工作台上设置有用于带动转辊转动的第二伺服电机。
21.通过采用上述技术方案,第二伺服电机带动着转辊转动,将板材放置在工作台和涂胶辊之间时,转辊和涂胶辊共同带动着板材移动,使得板材在移动时更加平稳,不易发生打滑。
22.第二方面,本申请提供的一种环保型家具板材加工方法,采用如下的技术方案:一种环保型家具板材加工方法,包括如下步骤,步骤一、根据产品将板材裁切成不同的形状;步骤二、根据产品设计将涂抹白乳胶后的板材叠放在一起经冷压机冷压变厚;步骤三、在板材上粘贴封边条;步骤四、对板材进行铣型加工;步骤五、对板材进行排钻加工;步骤六、在板材上涂抹腻子,晾干后进行打磨;步骤七、对板材进行底漆喷涂;步骤八、使用砂床或者砂光机对板材进行打磨;
步骤九、对板材进行面漆喷涂。
23.综上所述,本申请包括以下至少一种有益技术效果:1.在对板材进行白乳胶的涂覆时,将板材放置在工作台和涂胶辊之间,涂胶辊转动时带动着板材移动,并带动着出胶辊转动。出胶辊转动时能够从将白乳胶从料斗中带出,使得白乳胶被涂覆在涂胶辊上,涂胶辊在与板材接触时,将表面上的白乳胶涂覆在板材上。相较于人工涂抹的方式,提升了白乳胶涂覆的自动化程度,提升了工作效率,降低了人工投入。
24.2.在置物台停顿时,气缸的活塞杆伸出,推板推动着板材向着工作台和涂胶辊之间移动。然后活塞杆收回,置物台继续向上抬升板材,从而使得板材能够连续不断的进入到工作台和涂胶辊之间被涂覆白乳胶,大大提升了自动化程度,提升了工作效率。
附图说明
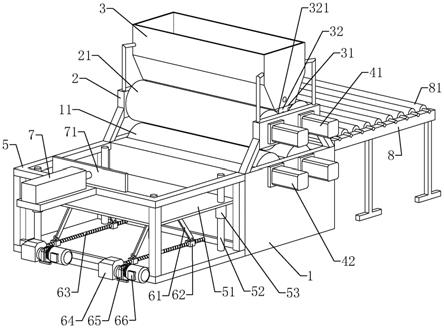
25.图1是本申请实施例的整体结构示意图。
26.图2是本申请实施例的侧视图。
27.附图标记:1、工作台;11、转辊;2、涂胶支架;21、涂胶辊;3、料斗;31、出料口;32、出胶辊;321、胶槽;41、第一伺服电机;42、第二伺服电机;5、进料架;51、置物台;52、导向杆;53、导向管;61、连杆;62、滑块;63、双向螺杆;64、凸轮分割器;65、减速器;66、电机;7、气缸;71、推板;8、出料架;81、圆辊。
具体实施方式
28.以下结合附图对本申请中的技术方案作进一步详细说明。
29.本申请实施例公开一种环保型家具板材加工装置。请参照图1和图2,一种环保型家具板材加工装置包括工作台1,工作台1上固定设置有涂胶支架2。在涂胶支架2上转动设置有两个相互平行的涂胶辊21,在涂胶辊21和工作台1之间形成了供板材通过的间隙,使得板材通过时,涂胶辊21能够抵在板材的上表面。在涂胶支架2上固定设置有用于盛放白乳胶的料斗3,在料斗3的底端开设有出料口31。
30.请参照图1和图2,在料斗3内转动设置有出胶辊32,出胶辊32的轴线与涂胶辊21的轴线相互平行设置。出胶辊32设置在出料口31处并将出料口31封闭,使得白乳胶不会从出料口31处漏出。出胶辊32的一部分从出料口31处伸出并抵在两个涂胶辊21上。在出胶辊32转动时,能够将料斗3中的白乳胶带出并均匀涂抹在涂胶辊21上。而在板材从涂胶辊21和工作台1之间经过时,涂胶辊21能够将白乳胶涂覆在板材上。在涂胶支架2上固定设置有第一伺服电机41,第一伺服电机41的输出端与涂胶辊21相连接,使得板材被放置在工作台1和涂胶辊21之间时,涂胶辊21能够带动着板材移动。
31.在对板材进行白乳胶的涂抹时,将板材放置在工作台1和涂胶辊21之间,板材在被涂胶辊21带动着移动的同时,板材的上表面会被涂覆上白乳胶,大大提高了白乳胶涂抹的工作效率。
32.请参照图1和图2,在工作台1上固定设置有进料架5,进料架5设置于工作台1进料的一侧。在进料架5上滑动设置有用于放置板材的置物台51,在进料架5上设置有用于带动置物台51升降移动的间歇运动机构。在进行板材加工时,将板材堆叠整齐后放置在置物台
51上,置物台51在间歇运动机构的带动下进行间歇运动。其中,置物台51每次抬升的高度为板材的厚度。置物台51提升板材至与工作台1相平齐的位置后,置物台51发生停顿,工作人员推动板材,使得板材进入到工作台1和涂胶辊21之间进行白乳胶的涂覆。
33.请参照图1和图2,其中,进料架5的四个边角处固定设置有导向杆52,导向杆52竖直设置。在置物台51的四个边角处固定设置有与导向杆52相匹配的导向管53。导向管53与导向杆52一一对应,且导向管53套设在导向杆52上,对置物台51的移动起到了导向和限位的作用,使得置物台51在移动时更加平稳。
34.请参照图1和图2,间歇运动机构包括铰接在置物台51两侧的连杆61、铰接在连杆61背离置物台51一端的滑块62、转动设置在进料架5底端的双向螺杆63、固定设置在进料架5底端的凸轮分割器64以及用于驱动凸轮分割器64的动力组件。双向螺杆63上的螺纹部分一半为左旋,另一半为右旋。两个滑块62分别与双向螺杆63上的左旋部分和右旋部分螺纹连接,使得双向螺杆63在转动时,两个滑块62向着相互靠近或者相互远离的方向移动。
35.在两个滑块62向着相互靠近的方向移动时,两个连杆61发生翻转,从而将置物台51向上顶起。在两个滑块62向着相互远离的方向移动时,两个连杆61则带动着置物台51下降。凸轮分割器64的输出端与双向螺杆63相连接,从而带动着双向螺杆63实现了间歇转动。在双向螺杆63间歇转动的同时,置物台51实现了间歇升降。
36.其中,间歇运动机构设置有两组,分别设置在置物台51的两侧,使得置物台51的受力更加均匀,在升降移动时更加平稳。两个双向螺杆63的轴线相互平行设置。
37.请参照图1,动力组件包括固定设置在进料架5底端的减速器65和固定设置在进料架5底端的电机66。电机66的输出端与减速器65的输入端相连,减速器65的输出端与凸轮分割器64的输入端相连。电机66通过减速器65带动着凸轮分割器64转动,凸轮分割器64带动着双向螺杆63转动。
38.将置物台51降低至最低,把堆叠整齐的板材放置在置物台51上,使得最上方板材的上表面与工作台1的上表面相平齐。启动电机66,置物台51抬升一定高度后发生停顿,而置物台51每次高度抬升的高度与板材的厚度相同,使得工作人员能够很方便的将板材推动至工作台1和涂胶辊21之间进行白乳胶的涂覆。
39.请参照图1和图2,为了方便将板材移动至工作台1和涂胶辊21之间,在进料架5上固定设置有气缸7,气缸7的活塞杆一端固定设置有推板71。其中,气缸7朝向工作台1和涂胶辊21之间设置。在置物台51将板材抬升至与工作台1等高时,气缸7的活塞杆伸出,推板71推动板材向着工作台1和涂胶辊21之间移动。
40.通过置物台51对板材进行抬升,在置物台51抬升板材至与工作台1等高时,置物台51发生停顿。此时,气缸7启动,活塞杆伸出推动板材进入到工作台1和涂胶辊21之间。随后,气缸7的活塞杆收回,置物台51继续对板材进行抬升,从而使得白乳胶的涂覆过程大大节省了人力投入,提升了板材涂装的自动化程度,提高了工作效率。
41.请参照图1和图2,在工作台1上固定设置有出料架8,出料架8位于工作台1的出料端,使得板材涂装后落在出料架8上。在出料架8上转动设置有多个圆辊81,相邻圆辊81之间的间距相同。圆辊81的设置使得板材落在出料架8上后更加方便板材的移动,有利于板材从工作台1和涂胶辊21之间排出。
42.请参照图1和图2,为了提升出胶辊32的出胶量,在出胶辊32上沿着周向均布有胶
槽321,胶槽321沿着出胶辊32的轴向开设。在出胶辊32转动时,胶槽321中能够存贮白乳胶,从而将更多的白乳胶从料斗3中带出并涂抹在涂胶辊21上。
43.请参照图1和图2,在工作台1上转动设置有转辊11,转辊11的数量与涂胶辊21的数量相同,且转辊11的轴线与涂胶辊21的轴线相互平行设置。转辊11与涂胶辊21一一对应,在工作台1上固定设置有第二伺服电机42。第二伺服电机42的输出端与转辊11相连,从而带动着转辊11转动。板材在转辊11和涂胶辊21的带动下移动时更加平稳且不易出现打滑的现象。
44.本申请实施例还公开一种环保型家具板材加工方法,包括如下操作步骤:步骤一、根据产品设计,将板材使用裁切锯切割成不同的形状。在切割过程中产生的废屑经过除尘器进行收集后,经过排气筒排放。
45.步骤二、将板材堆叠整齐放置在置物台51上,启动电机66、第一伺服电机41和第二伺服电机42,将板材的表面涂抹上白乳胶。将涂胶后的板材根据所需的厚度叠加在一起经冷压机冷压变厚。
46.步骤三、将板材经自动封边机黏接上封边条,黏接介质为热熔胶。封边过程中产生的废封边条收集后外售废物回收站,热熔胶包装袋收集后送至危废暂存间,然后定期送至环保处理中心处理。
47.步骤四、使用铣型加工中心对板材进行造型,铣型过程中产生的木屑和木粉集中收集后外售颗粒板厂。
48.步骤五、使用排钻加工中心对板材进行钻孔,钻孔过程中产生的木屑和木粉集中收集后外售颗粒板厂。
49.步骤六、人工对经过了铣型板材的圆边涂抹腻子,晾干后人工打磨。
50.步骤七、在封闭的底漆房对板材进行底漆喷涂,喷涂过程中产生的废气使用风机抽走,废气依次经过水帘吸收装置、喷淋塔和uv光氧催化设备处理后,由15米排气筒排放。喷涂完毕后将板材放置在晾干房晾干。
51.步骤八、使用砂床或者砂光机对板材进行粗打磨,然后由人工对板材进行细致的打磨。
52.步骤九、在封闭的面漆房中对板材进行面漆喷涂,喷涂过程中产生的废气使用风机抽走,废气依次经过水帘吸收装置、喷淋塔和uv光氧催化设备处理后,由15米排气筒排放。喷涂完毕送入晾干房晾干。
53.整个家具板材加工过程中,对废气物和污染物均有相应的处理办法,大大减少了对环境的破坏,减少了资源的浪费,从而使得家具板材加工过程更加绿色环保。
54.本具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1