一种智能型生产脚档的方法与流程
本发明涉及沙发家具零部件生产领域,具体涉及一种智能型生产脚档的方法。
背景技术:
1、脚档零部件作为沙发的重要部件,脚档零部件生产过程中,涉及多国组件,生产时常常分为多个小工序进行加工,最后拼接成脚档;如今家具生产企业也开启了机械化生产,但是因为涉及的工序多,部分工序还处于手工加工的原始状态;整个脚档零部件生产工序混杂着机械、手工的混乱局面,生产效率与生产质量极其不稳定;因此,急需对整个脚档零部件生产工序进行整合,使其能够实现机械化、智能化、一体化的生产。
技术实现思路
1、有鉴于此,有必要提供一种对整个脚档零部件进行机械化、智能化,且在一体化生产的一种智能型生产脚档的方法。
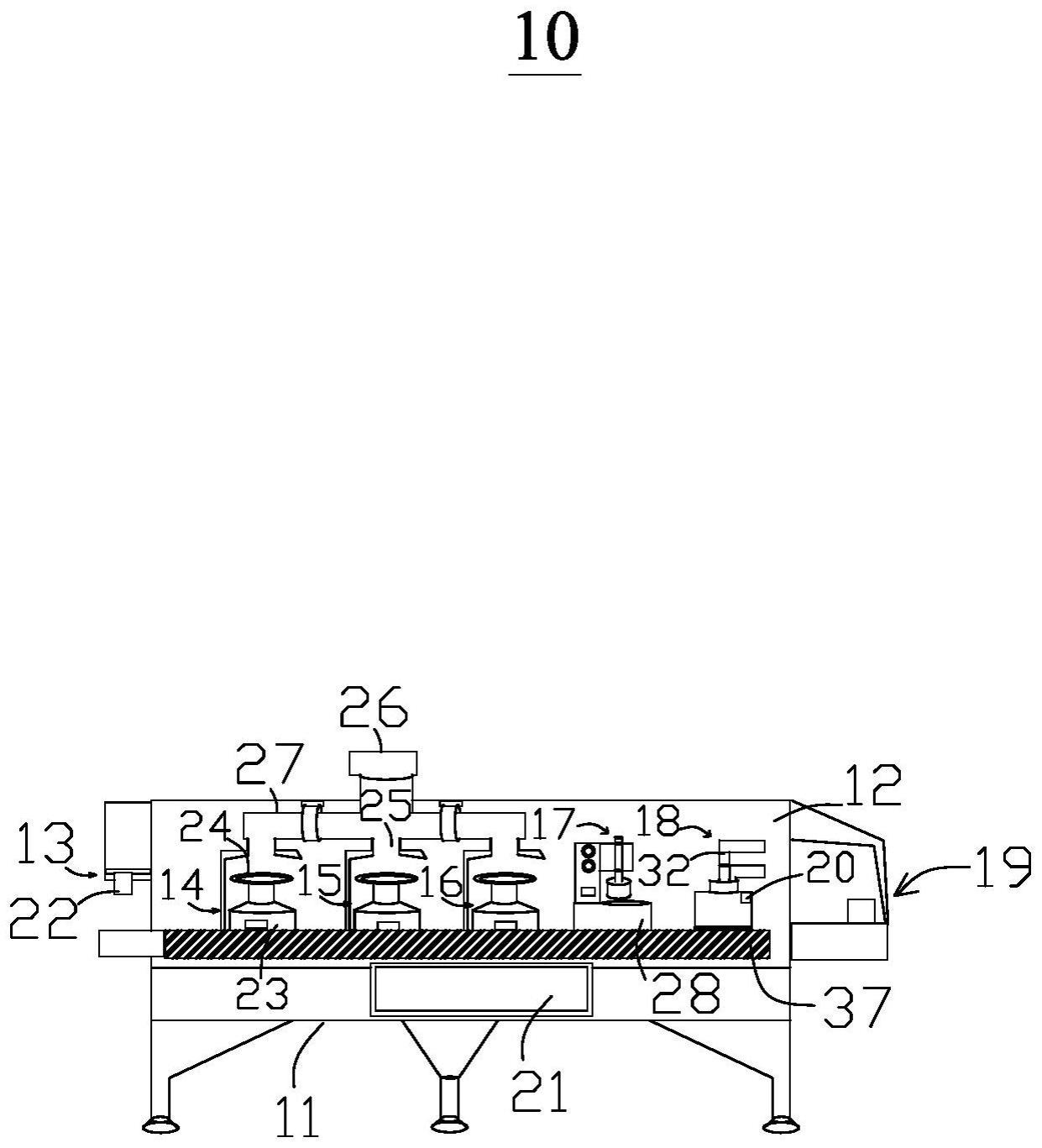
2、一种智能型生产脚档的方法,包括主体,所述主体设有内腔,所述内腔依次设有进料区、裁切区、倒角区、梳齿区、上胶区、拼接区、定型区,且进料区、裁切区、倒角区、梳齿区、上胶区、拼接区、定型区附近均设有plc控制器,所述主体附近还设有总控制系统,所述总控制系统连接着plc控制器,且通过plc控制器对进料区、裁切区、倒角区、梳齿区、上胶区、拼接区、定型区实现联动,所述进料区设有自动推料装置,所述裁切区、倒角区、梳齿区设有驱动电机、电锯,所述上胶区设有胶水容器、上胶装置,所述上胶装置设有活动装置,活动装置上安装有滚筒,且所述上胶装置安装于胶水容器附近;所述拼接区设有固定夹具、传感器、动力装置,所述传感器获取待加工木材位置信息,且将上述信息通过plc控制器传输至总控制系统;所述定型区设有定型装置、烘干装置。
3、本发明实施步骤:
4、s1:进料区的机械手臂将待加工的木材,从木材堆放处精准放置到进料口,进料区的自动推料装置将木材固定,且输送到裁切区;
5、s2:裁切区依次对木材进行锯断,倒角区对木材进行倒角,梳齿区对完成切角的木材进行梳齿,上胶区随后对木材进行上胶处理;
6、s3:拼接区依次完成校准、拼接;
7、s4:定型区的定型装置与固定夹具配合,对脚档进行定型,且定型区的烘干装置对拼接连接处进行固化处理,加快脚档的固化定型;
8、s5:重复s1、s2、s3、s4步骤。
9、进一步地,所述主体的内腔底部设有输送带,所述裁切区设于输送带上方,所述倒角区、梳齿区、上胶区采用左右对称并列设置,且至少设有一组;所述动力装置安装在输送带上,固定夹具安装于动力装置上方,所述固定夹具至少设有一组,且采用并列对称设置。
10、进一步地,所述烘干装置位于定型装置附近,且烘干装置设有出风口,所述出风口正对着定型装置;所述定型装置设有压紧机构,用于将拼接后的木材压紧在定型装置上,所述烘干装置的出风口至少设有一个。
11、进一步地,所述驱动电机附近设有吸尘口,该吸尘口连接粉尘收集装置,通过管道将粉尘输送至粉尘收集装置内。
12、进一步地,所述总控制系统设有进料功能模块、裁切功能模块、倒角功能模块、梳齿功能模块、上胶功能模块、拼接功能模块、定型功能模块、生产工艺设置模块、设备管理模块;所述进料功能模块、裁切功能模块、倒角功能模块、梳齿功能模块、上胶功能模块、拼接功能模块、定型功能模块均设有参数设置、实时数据,所述生产工艺设置模块设有裁切工艺设置、倒角工艺设置、梳齿工艺设置、上胶工艺设置、拼接工艺设置、定型工艺设置,所述设备管理模块设有生产设备管理,所述生产设备管理设有设备增减、设备状态、设备故障、设备维护。
13、相对现有的技术,本发明的有益效果为,一是实现了裁切、梳齿、倒角、上胶、拼接工序的一体化生产,实现物料不落地即可完成生产加工;二是自动化拼接,通过拼接机构实现自动拼接,提高了生产效率和产品质量。
技术特征:
1.一种智能型生产脚档的方法,包括主体,其特征在于:所述主体设有内腔,所述内腔依次设有进料区、裁切区、倒角区、梳齿区、上胶区、拼接区、定型区,且进料区、裁切区、倒角区、梳齿区、上胶区、拼接区、定型区附近均设有plc控制器,所述主体附近还设有总控制系统,所述总控制系统连接着plc控制器,且通过plc控制器对进料区、裁切区、倒角区、梳齿区、上胶区、拼接区、定型区实现联动,所述进料区设有自动推料装置,所述裁切区、倒角区、梳齿区设有驱动电机、电锯,所述上胶区设有胶水容器、上胶装置,所述拼接区设有固定夹具、传感器、动力装置,所述定型区设有定型装置、烘干装置;
2.如权利要求1所述智能型生产脚档的方法,其特征在于:所述主体的内腔底部设有输送带,所述裁切区设于输送带上方,所述倒角区、梳齿区、上胶区采用左右对称并列设置,且至少设有一组。
3.如权利要求1或2所述智能型生产脚档的方法,其特征在于:所述动力装置安装在输送带上,固定夹具安装于动力装置上方,所述固定夹具至少设有一组,且采用并列对称设置。
4.如权利要求1所述智能型生产脚档的方法,其特征在于:所述传感器获取待加工木材位置信息,且将上述信息通过plc控制器传输至总控制系统。
5.如权利要求1所述智能型生产脚档的方法,其特征在于:所述上胶装置设有活动装置,活动装置上安装有滚筒,且所述上胶装置安装于胶水容器附近。
6.如权利要求1所述智能型生产脚档的方法,其特征在于:所述烘干装置位于定型装置附近,且烘干装置设有出风口,所述出风口正对着定型装置。
7.如权利要求1或6所述智能型生产脚档的方法,其特征在于:所述定型装置设有压紧机构,用于将拼接后的木材压紧在定型装置上,所述烘干装置的出风口至少设有一个。
8.如权利要求1所述智能型生产脚档的方法,其特征在于:所述驱动电机附近设有吸尘口,该吸尘口连接粉尘收集装置,通过管道将粉尘输送至粉尘收集装置内。
9.如权利要求1所述智能型生产脚档的方法,其特征在于:所述总控制系统设有进料功能模块、裁切功能模块、倒角功能模块、梳齿功能模块、上胶功能模块、拼接功能模块、定型功能模块、生产工艺设置模块、设备管理模块。
10.如权利要求1或9所述智能型生产脚档的方法,其特征在于:所述进料功能模块、裁切功能模块、倒角功能模块、梳齿功能模块、上胶功能模块、拼接功能模块、定型功能模块均设有参数设置、实时数据,所述生产工艺设置模块设有裁切工艺设置、倒角工艺设置、梳齿工艺设置、上胶工艺设置、拼接工艺设置、定型工艺设置,所述设备管理模块设有生产设备管理,所述生产设备管理设有设备增减、设备状态、设备故障、设备维护。
技术总结
本发明涉及一种智能型生产脚档的方法,包括主体,主体设有内腔,内腔依次设有进料区、裁切区、倒角区、梳齿区、上胶区、拼接区、定型区,且进料区、裁切区、倒角区、梳齿区、上胶区、拼接区、定型区附近均设有PLC控制器,主体附近还设有总控制系统,总控制系统连接着PLC控制器对进料区、裁切区、倒角区、梳齿区、上胶区、拼接区、定型区实现联动自动化生产。
技术研发人员:王奇峰,仵浩,朱尊峰,石小红,杨燕明,林朝福,肖祖霖,曾德平,郭聪勇,施真,吴桂生,宁江
受保护的技术使用者:江西冠英智能科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!