一种高耐水性重组木及其制备方法与流程
本发明涉及重组木,尤其涉及一种高耐水性重组木及其制备方法。
背景技术:
1、重组木是在不打乱木材纤维排列方向、保留木材基本特性的前提下,将木材旋切成单板,薄单板可直接施胶,厚单板要先疏解成“木束”后再施胶,然后再对施胶重组木单元进行热压胶合,制成一种强度高、规格大、具有天然木材纹理结构的新型材料。可以代替实木硬木,其性能优于实木硬木。通过木材重组技术,用速生材制备重组木,可以克服速生材径级小、材质疏松、尺寸稳定性差、力学强度低、在湿热条件下易腐朽等缺点,消除木材中节子、裂纹、虫害等生长缺陷对结构用材的影响。木材重组技术可以极大地提高速生材的附加值和使用范围。
2、目前用木单板制备的单板层积材,施胶方式主要是浸胶或辊涂。例如,公开号为cn109719810a的中国发明专利申请公开了一种防腐重组木的制备方法,其施胶方式为浸胶,不但施胶量难以控制而且干燥能耗高,更为重要的是,其浸胶量为13%情形下,吸水率为30%以上,吸水厚度膨胀率为21-33%,吸水宽度膨胀率为4.9-5.38%,耐水性能不佳。
技术实现思路
1、本发明提供一种高耐水性重组木及其制备方法,用以解决现有技术中重组木耐水性能差的缺陷,实现将速生材制成耐水性好的重组木,提升附加值和扩大应用范围。
2、本发明提供一种高耐水性重组木的制备方法,包括将木质薄单板进行双面喷胶的步骤。
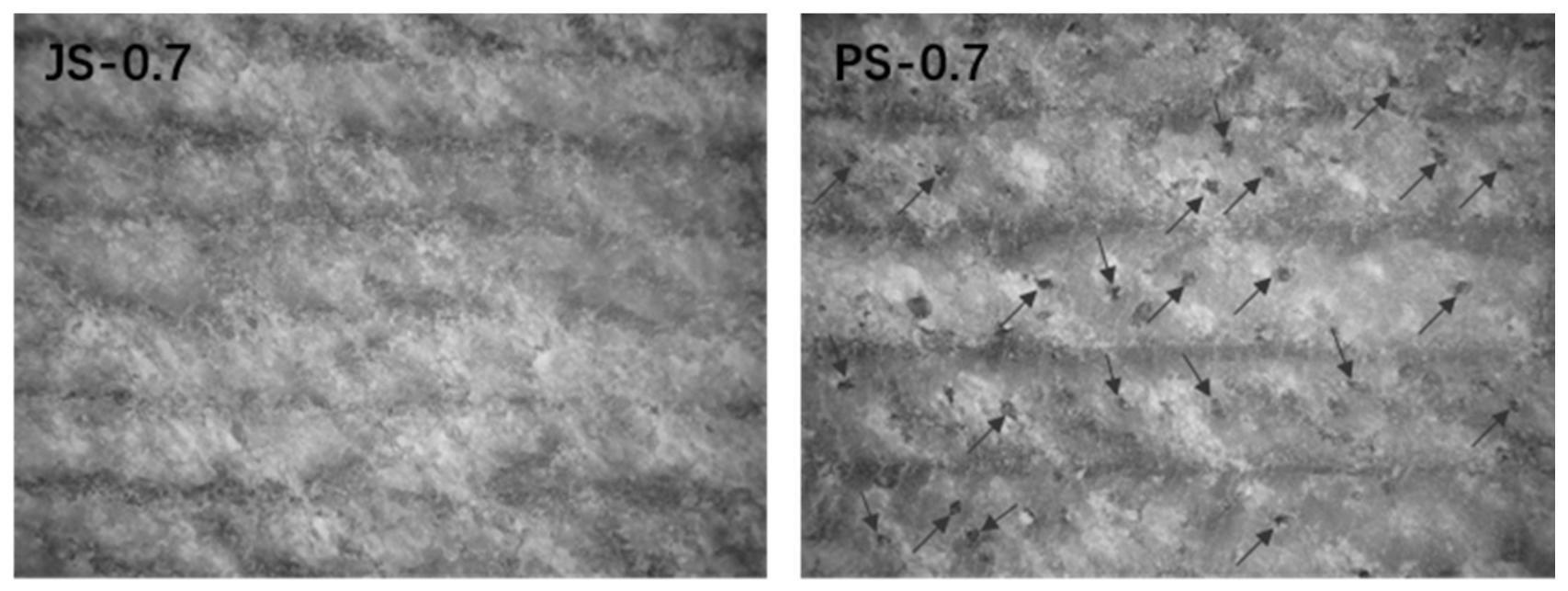
3、本发明研究发现,与采用浸胶方式相比,采用单板喷胶方式制备的重组木细胞腔内残留的胶液少,同等施胶量情况下,胶黏剂固化后分布在细胞壁上或其内部更多,从而板材的耐水性和力学性能更好。
4、根据本发明提供的高耐水性重组木的制备方法,采用无气高压喷涂方式进行所述双面喷胶。
5、本发明采用无气高压喷涂方式,施胶效率高、施胶过程中胶液损失少且对环境污染小,而且木质薄单板的干燥效率高、能耗低。
6、根据本发明提供的高耐水性重组木的制备方法,所用胶体为固含量为20-30%的酚醛树脂胶黏剂,施胶量控制为所述木质薄单板质量的13-20%。
7、根据本发明提供的高耐水性重组木的制备方法,喷胶后,将所述木质薄单板水平放置至胶液被吸收,再将其干燥至含水率为10-12%。
8、根据本发明提供的高耐水性重组木的制备方法,所述制备方法还包括将喷胶干燥后的木质薄单板进行组坯、热压胶合。
9、本领域技术人员可以理解的是,重组木的密度和施胶量可根据重组木的用途来选择,一般密度≥0.9g/cm3。进一步地,将质量较好的喷胶干燥后的木质薄单板作为上表面和下表面;采用顺纹组坯方式。
10、根据本发明提供的高耐水性重组木的制备方法,所述热压胶合条件包括:热压温度150±5℃,热压压力4-6mpa,热压时间1±0.1min/mm。
11、根据本发明提供的高耐水性重组木的制备方法,所述木质薄单板的厚度为0.6-1.3mm。
12、根据本发明提供的高耐水性重组木的制备方法,所述木质薄单板的制备包括:将原木截成木段,再经软化处理以提高木材塑性,而后剥去树皮,确定木段旋切回转中心,经旋切成0.6-1.3mm厚的木质薄单板,干燥后待用。
13、本发明还提供一种由上述制备方法制备得到的高耐水性重组木。
14、根据本发明提供的高耐水性重组木,所述高耐水性重组木经28小时浸水实验后,厚度膨胀率不超过2.3%,宽度膨胀率不超过0.4%。
15、本发明提供了一种高耐水性重组木及其制备方法,通过将传统的浸胶或辊涂改进为双面喷胶,使得木质薄单板中细胞腔内残留的胶液少,热压时可从板材表面渗透到板材内部的细胞壁中,进而有效提高重组木的耐水性。施胶量为13-20%范围内的重组木,28h循环水煮处理后,厚度膨胀率不超过2.6%,宽度膨胀率不超过0.7%。
技术特征:
1.一种高耐水性重组木的制备方法,其特征在于,包括将木质薄单板进行双面喷胶的步骤。
2.根据权利要求1所述的高耐水性重组木的制备方法,其特征在于,采用无气高压喷涂方式进行所述双面喷胶。
3.根据权利要求2所述的高耐水性重组木的制备方法,其特征在于,所用胶体为固含量为20-30%的酚醛树脂胶黏剂,施胶量控制为所述木质薄单板质量的13-20%。
4.根据权利要求3所述的高耐水性重组木的制备方法,其特征在于,喷胶后,将所述木质薄单板水平放置至胶液被吸收,再将其干燥至含水率为10-12%。
5.根据权利要求1-4任一项所述的高耐水性重组木的制备方法,其特征在于,所述制备方法还包括将喷胶干燥后的木质薄单板进行组坯、热压胶合。
6.根据权利要求5所述的高耐水性重组木的制备方法,其特征在于,所述热压胶合条件包括:热压温度150±5℃,热压压力4-6mpa,热压时间1±0.1min/mm。
7.根据权利要求1-4任一项所述的高耐水性重组木的制备方法,其特征在于,所述木质薄单板的厚度为0.6-1.3mm。
8.根据权利要求7所述的高耐水性重组木的制备方法,其特征在于,所述木质薄单板的制备包括:将原木截成木段,经软化处理后剥去树皮,确定木段旋切回转中心,经旋切成0.6-1.3mm厚的木质薄单板,干燥后待用。
9.一种高耐水性重组木,其特征在于,由权利要求1-8任一项所述的高耐水性重组木的制备方法制备得到。
10.根据权利要求9所述的高耐水性重组木,其特征在于,所述高耐水性重组木经28小时循环水煮处理后,厚度膨胀率不超过2.6%,宽度膨胀率不超过0.7%。
技术总结
本发明提供一种高耐水性重组木及其制备方法,所述高耐水性重组木的制备方法包括将木质薄单板进行双面喷胶的步骤。本发明通过将传统的浸胶或辊涂改进为双面喷胶,喷胶后随着水分的快速散失胶液主要保留在单板表面,热压时胶黏剂从薄单板表面沿细胞壁向薄单板内部渗透,固化后胶黏剂主要分布在细胞壁上或其内部,薄单板细胞腔内残留的胶液少,进而有效提高重组木的耐水性和力学性能。施胶量为13‑20%范围内的重组木,28小时循环水煮处理后,厚度膨胀率不超过2.6%,宽度膨胀率不超过0.7%。
技术研发人员:于文吉,张方达,王守君,林秋琴,王小霞,吴婕妤
受保护的技术使用者:中国林业科学研究院木材工业研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!