一种定向刨花板用长木片制备方法
本发明属于定向刨花板加工,具体涉及一种定向刨花板用长木片制备方法。
背景技术:
1、定向刨花板(oriented strand board,简称osb)的结构主要由大片刨花构成,具有力学强度高、尺寸稳定性好、环保性能优良等特点,可以进行大规模自动化生产,广泛应用于木门、橱柜、衣柜、墙板、地板等制造,市场份额日益增长。刨花质量和尺寸对定向刨花板性能起着决定性作用,因此作为主要原材料的刨花尺寸需求逐渐增大,尤其是用于结构材方面的定向刨花板,刨花长度需要达到200mm以上,宽度25mm左右。
2、目前,市场上主要采用鼓式削片机和刨片机相结合的两工段刨片制备技术制备定向刨板所需要的刨花原料,即先通过鼓式削片机将原料切削成木片,再通过环式刨片机加工处理制备刨花。刨花形态尺寸主要取决于鼓式削片机加工出的木片尺寸形态。两工段制备技术中所采用的鼓式削片机主要采用2-4飞刀刀辊结构,可生产出长度尺寸为60-160mm的大木片。这类木片再经过刨片机加工,可生产出长度在120mm以下的刨花。由于鼓式削片机采用了多飞刀刀辊结构,木片长度主要由进料速度和相邻飞刀先后经过底刀处的间隔时间决定。因此,想要生产120mm以上长度的大片刨花,必须采用更大刀辊尺寸的鼓式削片机才能制备出长度200mm以上的木片。这不仅增加了设备制造要求,还增加了企业生产成本,不利于生产线连续自动化生产。
3、中国发明专利公开了名称为《制造定向刨花板用长刨花的备料方法及生产装置》(公布号为cn101722553a)的发明创造,提出了一种木板材加工用长刨花的备料方法及生产装置,采用的技术方案是在削片机刀辊上只装一把飞刀,在刀辊转速及进给速度一定的情况下,切削出的木片长度为原来的两倍,并通过加大筛网孔及切削槽尺寸,有足够的容料空间。但该发明所提供的技术方案加工的木片长度为70至80mm、宽度为30至40mm、厚度为5至10mm,根本无法满足长度在120mm以上大片刨花的制备需求。而且,该技术方案只是提出在原削片机刀辊上只装一把飞刀。这时刀辊属于非对称结构,在高速旋转切削过程中存在不平衡现象,会对刀辊主轴造成损害,最终导致设备运转稳定性变差,无法满足实际生产需求。
技术实现思路
1、针对上述背景技术中存在的问题及不足,本发明提供了一种调节简单,控制方便,直接通过进料速度和刀辊转速的设定来实现不同尺寸的较长木片的制备,不需要停机更换设备,生产成本低,便于实现连续化生产的定向刨花板用长木片制备方法。
2、为实现上述目的,本发明采用如下技术方案:
3、定向刨花板用长木片制备方法,采用切削机构为单飞刀刀辊结构的鼓式削片机,并将进料速度控制与刀辊转速控制进行同步反向联动来设定切削步长,即增加进料辊转速的同时降低刀辊转速,使飞刀作用于木料的切削步长最大化,从而增大木片长度。
4、上述的定向刨花板用长木片制备方法,进料辊的线速度是160-300mm/刀辊转动一周,飞刀按设定的切削步长作用于木料而加工成所需要的160-300mm的长木片。
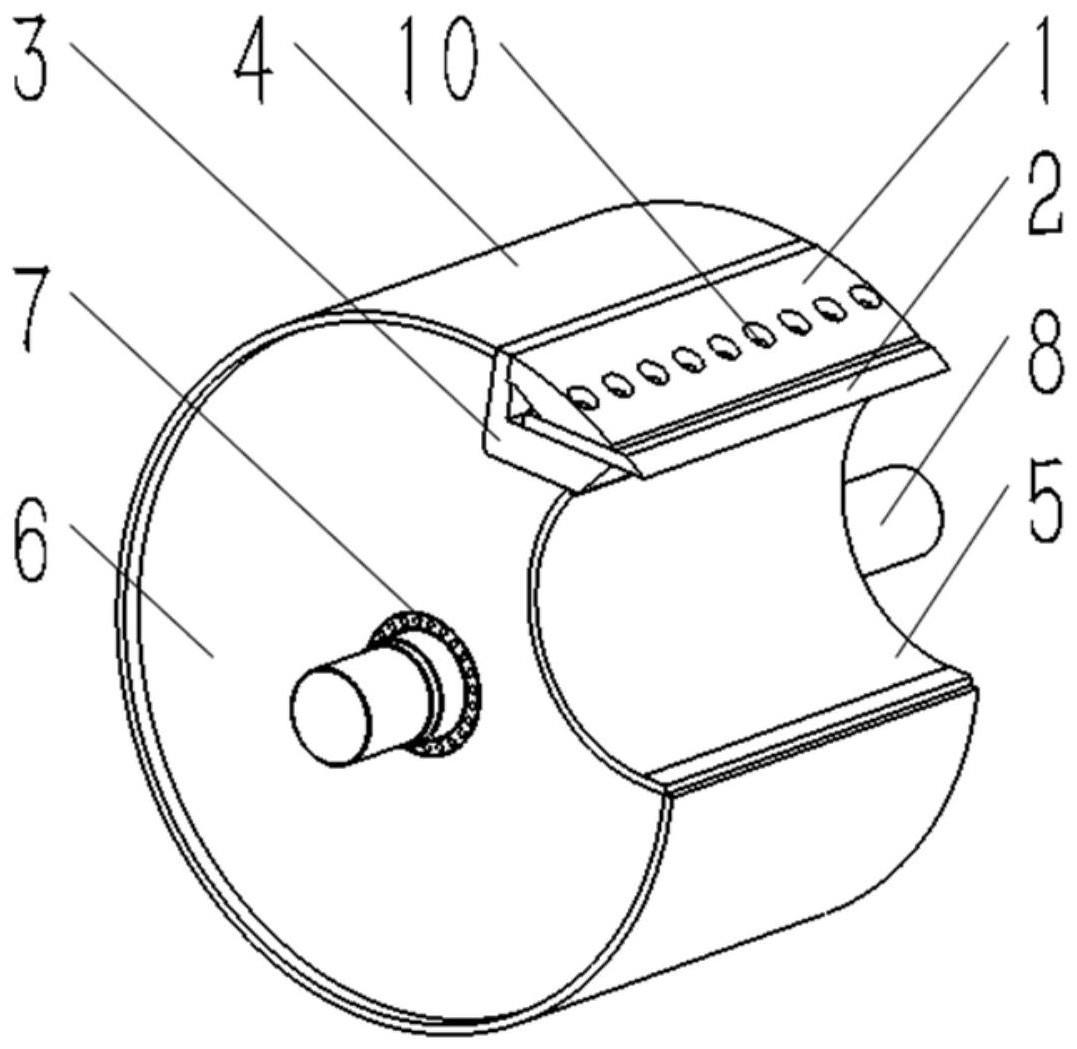
5、上述的定向刨花板用长木片制备方法,刀辊结构包括设置在刀辊轴上的刀辊,刀辊外周部开设有相邻的台阶形飞刀底座和弧形切屑槽,用于调节伸刀量的飞刀调节螺栓与飞刀底座螺纹连接并与飞刀后部接触,压刀板通过锁紧螺栓将调节好伸刀量的飞刀固定安装在飞刀底座上。
6、上述的定向刨花板用长木片制备方法,刀辊外轮廓线为渐开线,由飞刀底座侧向弧形切屑槽侧平滑收缩过渡。
7、上述的定向刨花板用长木片制备方法,弧形切屑槽为凹形半圆弧,半径为所需要加工的最长木片长度的1.4倍。
8、上述的定向刨花板用长木片制备方法,它还包括使单飞刀刀辊整体达到动平衡的扇形配重块,配重块贴合在刀辊内侧安装。
9、本发明提供的一种定向刨花板用长木片制备方法,采用切削机构为单飞刀刀辊的鼓式削片机,并将进料速度控制与刀辊转速控制进行同步反向联动来设定切削步长,即增加进料辊转速的同时降低刀辊转速,使飞刀作用于木料的切削步长最大化,从而增大木片长度。加工时首先进行切削步长设定鼓式削片机的进料速度和刀辊转速,然后进行进料辊转速以及刀辊转速的同步反向联动调节,使飞刀按设定的切削步长作用于木料而加工成所需要的160-300mm的长木片。
10、本发明的有益效果是:
11、与现有的2-4飞刀刀辊结构的鼓式削片机相比,结构简单合理,飞刀数量降到最低,作用于木料的切削步长增大,可以实现切削的木片长度最大化,飞刀伸刀量可以调节,具有结构简单、运行稳定、机型适配度高、生产成本低、易安装和维护等优点。本发明提供的一种定向刨花板用长木片制备方法,可以直接通过进料速度和刀辊转速的设定来实现不同尺寸的较长木片的制备,不需要停机更换设备,生产成本低,便于实现连续化生产。
技术特征:
1.定向刨花板用长木片制备方法,其特征是:采用切削机构为单飞刀刀辊结构的鼓式削片机,并将进料速度控制与刀辊转速控制进行同步反向联动来设定切削步长,即增加进料辊转速的同时降低刀辊转速,使飞刀作用于木料的切削步长最大化,从而增大木片长度。
2.如权利要求1所述的定向刨花板用长木片制备方法,其特征是:刀辊结构包括设置在刀辊轴上的刀辊,刀辊外周部开设有相邻的台阶形飞刀底座和弧形切屑槽,用于调节伸刀量的飞刀调节螺栓与飞刀底座螺纹连接并与飞刀后部接触,压刀板通过锁紧螺栓将调节好伸刀量的飞刀固定安装在飞刀底座上。
3.如权利要求1所述的定向刨花板用长木片制备方法,如权利要求1所述的定向刨花板用长木片制备方法,其特征是:进料辊的线速度是160-300mm/刀辊转动一周,飞刀按设定的切削步长作用于木料而加工成所需要的160-300mm的长木片。
4.如权利要求2所述的定向刨花板用长木片制备方法,其特征是:刀辊外轮廓线为渐开线,由飞刀底座侧向弧形切屑槽侧平滑收缩过渡。
5.如权利要求2所述的定向刨花板用长木片制备方法,其特征是:弧形切屑槽为凹形半圆弧,半径为所需要加工的最长木片长度的1.4倍。
6.如权利要求2所述的定向刨花板用长木片制备方法,其特征是:它还包括使单飞刀刀辊整体达到动平衡的扇形配重块,配重块贴合在刀辊内侧安装。
技术总结
本发明提供一种调节简单,控制方便,直接通过进料速度和刀辊转速的设定来实现不同尺寸的较长木片的制备,不需要停机更换设备,生产成本低,便于实现连续化生产的定向刨花板用长木片制备方法,它是采用切削机构为单飞刀刀辊结构的鼓式削片机,并将进料速度控制与刀辊转速控制进行同步反向联动来设定切削步长,即增加进料辊转速的同时降低刀辊转速,使飞刀作用于木料的切削步长最大化,从而增大木片长度。
技术研发人员:杨叶伟,周兆兵,朱一国,王雷,赵黎,张建军,钟德瑞,夏雪松,张鑫
受保护的技术使用者:南京林业大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!