一种数码喷涂耐黄变饰面板材折弯工艺及其板材的制作方法
本发明涉及板材折弯,具体为一种数码喷涂耐黄变饰面板材折弯工艺及其板材。
背景技术:
1、板材折弯工艺是数码涂装木皮板材从平面走向立体化门墙柜应用的配套必须需求;数码涂装木皮板材目前市场上没有可以实现折弯的产品,现有技术采用包覆工艺进行应用,复杂产品及长城板造型无法实现,包覆和板材之间色差无法控制,需要作出改进。
2、现有技术中,公开号为“cn112706241a”的一种生产办公家具用弯曲工艺,包括s1:选择优质原材料,加工成所需要的办公家具板材形状后,通过画笔在需要折弯的部位画出标线;s2:将板材需要折弯的部位放置在软化液中浸泡5min,取出木材并使用高温蒸汽将板材加热至110-120度,加热时间为10-15min;s3:将加热好的板材趁热置于折弯机上,保持折弯机的温度为90-100度,将板材折弯成一定的形状,保持折弯状态10min,并均匀涂抹弯曲助剂;s4:将一次折弯的板材再次置于高温蒸汽处加热至120-130度,加热时间为8-10min,该生产办公家具用弯曲工艺避免传统的一次性折弯木材,通过分三次折弯成所需要的形状,避免一次性折弯导致木材表皮开裂,提高了木材折弯的成品率,降低经济成本,提高企业的收入。
3、但是,其在使用过程中,仍然存在较为明显的缺陷:上述工艺需要分三次折弯才能得到所需要的形状,效率较低,在大批量处理时会拖延工期进度,使用不便,因此需要作出改进。
技术实现思路
1、本发明的目的在于提供一种数码喷涂耐黄变饰面板材折弯工艺及其板材,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种数码喷涂耐黄变饰面板材折弯工艺,包括以下步骤:
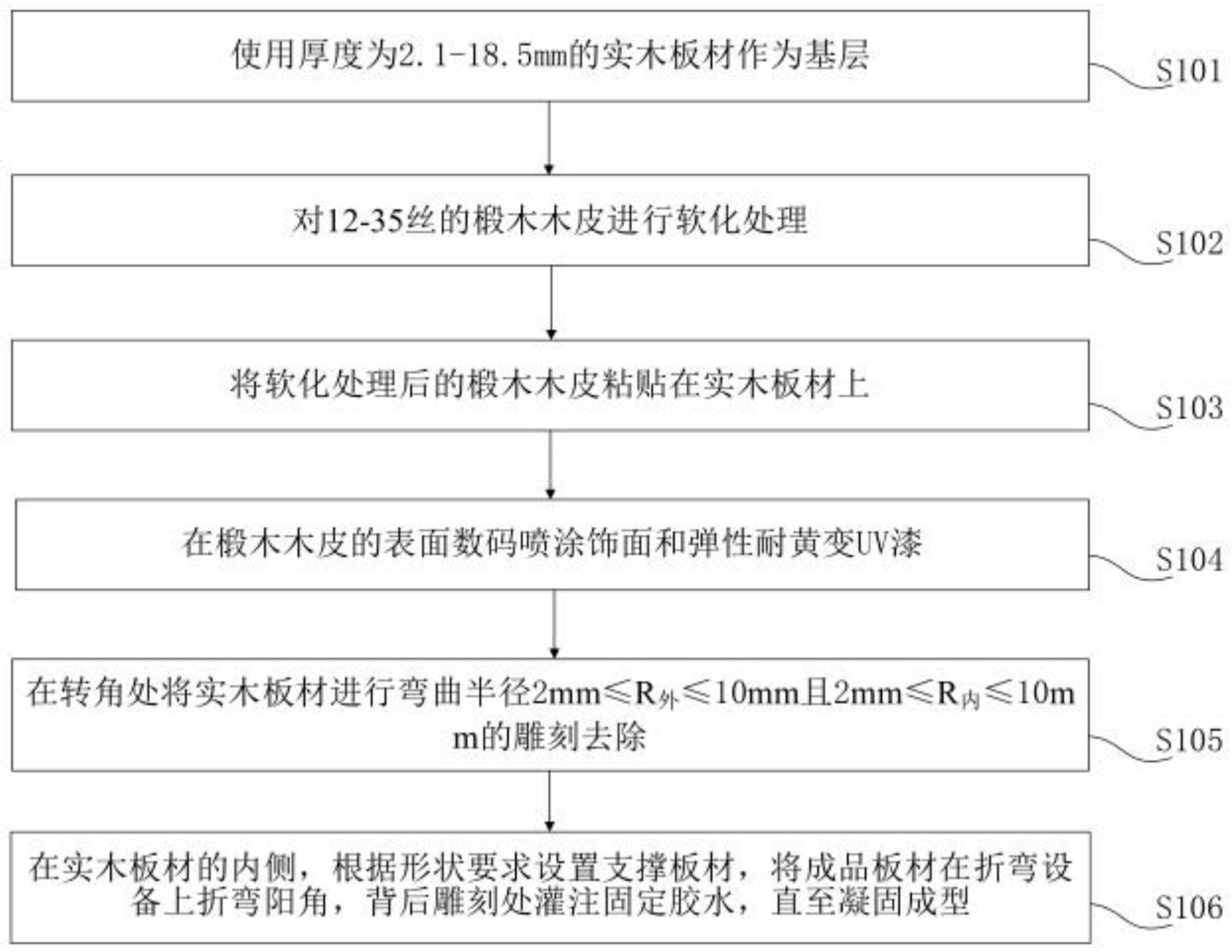
4、步骤一:使用厚度为2.1-18.5mm的实木板材作为基层;
5、步骤二:对12-35丝的椴木木皮进行软化处理;
6、步骤三:将软化处理后的椴木木皮粘贴在实木板材上;
7、步骤四:在椴木木皮的表面数码喷涂饰面和弹性耐黄变uv漆;
8、步骤五:在转角处将实木板材进行弯曲半径2mm≤r外≤10mm且2mm≤r内≤10mm的雕刻去除;
9、步骤六:在实木板材的内侧,根据形状要求设置支撑板材,将成品板材在折弯设备上折弯阳角,背后雕刻处灌注固定胶水,直至凝固成型。
10、优选的,所述步骤三中,使用pur胶粘贴椴木木皮和实木板材。
11、优选的,所述步骤六中,支撑板材的厚度为8.5-18.5mm。
12、优选的,所述步骤六,具体包括:
13、(1)根据定型要求,在实木板材的背面覆贴支撑板材;
14、(2)将实木板材的背面进行拉槽;
15、(3)在拉槽处涂抹胶水,先对涂胶腔的边角处进行涂胶,涂胶后快速烘干;
16、(4)在涂胶腔的底部卡嵌设置底部封堵板,并对底部封堵板进行粘贴固定;
17、(5)在涂胶腔中卡嵌放置至少一片定型板,定型板的形状和涂胶腔的横截面形状相同,且定型板上开设有多个用于通过胶水的孔;
18、(6)在涂胶腔的内部卡嵌设置多根定型柱;
19、(7)向涂胶腔的内部灌注胶水,直至灌注满涂胶腔后,对涂胶腔的顶部进行抹平,对多余的胶水进行清理;
20、(8)烘干,直至胶水凝固。
21、优选的,在第(8)步之后,还包括:
22、对成品板材的表面进行检测,对残胶进行处理。
23、优选的,所述对成品板材的表面进行检测,对残胶进行处理,具体包括:
24、事先划定重点检测区域和非重点检测区域,根据残胶的多少将残胶程度划分为轻微瑕疵、中度瑕疵和重度瑕疵,对于重点检测区域需要检测轻微瑕疵、中度瑕疵和重度瑕疵,对于非重点检测区域仅检测中度瑕疵和重度瑕疵,对检测到的瑕疵部位进行残胶清理;
25、清理后,对重点检测区域再次进行瑕疵检测,若存在瑕疵,则再次进行残胶清理。
26、一种板材,该板材通过上述所述的数码喷涂耐黄变饰面板材折弯工艺制成。
27、与现有技术相比,本发明的有益效果是:
28、1、本发明能够先贴面,后折弯,可以实现机械化量产,有效提高效率,缩短工期;
29、2、本发明通过对折弯工艺的研发,可以实现数码喷涂木皮板材产品直接进行折弯,实现同纹同色门墙柜造型配套应用需求,解决漆面及木皮开裂、表面橘皮等行业技术难题,以及同时实现长时间的耐黄变测试不褪色,使得成品板材更加耐用,实现板材同纹同色从平面到门墙柜体系的延伸应用。
30、本发明提供了数码喷涂耐黄变饰面板材折弯工艺及其板材,能够先贴面,后折弯,实现快速折弯处理,使用更加方便。
技术特征:
1.一种数码喷涂耐黄变饰面板材折弯工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种数码喷涂耐黄变饰面板材折弯工艺,其特征在于:所述步骤三中,使用pur胶粘贴椴木木皮和实木板材。
3.根据权利要求1所述的一种数码喷涂耐黄变饰面板材折弯工艺,其特征在于:所述步骤六中,支撑板材的厚度为8.5-18.5mm。
4.根据权利要求1所述的一种数码喷涂耐黄变饰面板材折弯工艺,其特征在于:所述步骤六,具体包括:
5.根据权利要求4所述的一种数码喷涂耐黄变饰面板材折弯工艺,其特征在于:在第(8)步之后,还包括:
6.根据权利要求5所述的一种数码喷涂耐黄变饰面板材折弯工艺,其特征在于:所述对成品板材的表面进行检测,对残胶进行处理,具体包括:
7.一种板材,其特征在于:该板材通过上述权利要求1-6任意一项所述的数码喷涂耐黄变饰面板材折弯工艺制成。
技术总结
本发明提供一种数码喷涂耐黄变饰面板材折弯工艺及其板材,包括以下步骤:步骤一:使用厚度为2.1‑18.5mm的实木板材作为基层;步骤二:对12‑35丝的椴木木皮进行软化处理;步骤三:将软化处理后的椴木木皮粘贴在实木板材上;步骤四:在椴木木皮的表面数码喷涂饰面和弹性耐黄变UV漆;步骤五:在转角处将实木板材进行弯曲半径2mm≤R<subgt;外</subgt;≤10mm且2mm≤R<subgt;内</subgt;≤10mm的雕刻去除;步骤六:在实木板材的内侧,根据形状要求设置支撑板材,将成品板材在折弯设备上折弯阳角,背后雕刻处灌注固定胶水,直至凝固成型。本发明提供了数码喷涂耐黄变饰面板材折弯工艺及其板材,能够先贴面,后折弯,实现快速折弯处理,使用更加方便。
技术研发人员:洪杰,杲川,郭守春,施连军
受保护的技术使用者:小森新材料科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!