一种木质板材成型加压机构的制作方法
本发明涉及木质板材成型加工,更具体地说,是一种木质板材成型加压机构。
背景技术:
1、随之社会的发展,木材的需求越来越多,同时又要注重可持续发展,所以合理有效的利用木材资源显得越来越重要。
2、由于木质板材在生产加工过程中,由于存在弯曲以及凹凸不平的情况,因此需要专门的成型加压机构对木质板材进行挤压整平处理工作,但是现有的加压机构存在以下缺陷:
3、现有的加压机构结构简单,直接利用挤压板对木材进行加压处理,容易造成木材在加压过程中直接断裂,导致失败率较高而造成经济损失。
技术实现思路
1、本发明的目的在于提供一种木质板材成型加压机构,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
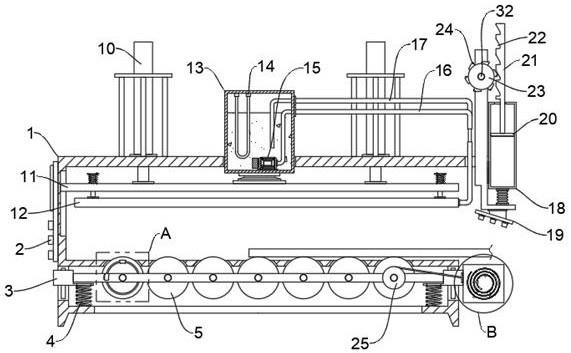
3、一种木质板材成型加压机构,包括机座、控制器、加工台、挤压板以及若干个液压缸,所述加工台活动设置在机座上,所述挤压板活动设置在加工台上且两者之间弹性连接,所述控制器设置在机座上,若干个所述液压缸对称设置在机座上且其活动端和加工台连接,所述加压机构还包括:
4、升降台,活动设置在机座上且两者之间通过弹性件连接;
5、运料辊,数量为若干个且等距活动设置在升降台上;
6、加热模块,设置在机座上且与挤压板连接,用于对挤压板加热;以及
7、触发组件,设置在升降台一侧和其中一个运料辊之间,用于控制液压缸的启闭。
8、本申请更进一步的技术方案:所述加热模块包括:
9、水箱,活动设置在机座上且与加工台连接;
10、加热器,设置在水箱内,所述水箱内设置有水泵;以及
11、流道,成型在挤压板内且,所述水箱上设置有可伸缩的排水管以及进水管,所述排水管将水泵和流道的一端连通,进水管将水箱和流道的另一端连通。
12、本申请更进一步的技术方案:所述触发组件包括:
13、导槽,成型在其中一个运料辊上;
14、一号导电块,活动设置在导槽内且两者之间弹性连接;
15、插槽,设置在升降台上且位于一号导电块的移动路径上;以及
16、二号导电块,设置在插槽的内壁中,所述一号导电块、二号导电块以及液压缸之间电性连接。
17、本申请更进一步的技术方案:所述加压机构还包括喷胶组件,设置在机座上,用于在板材表面喷涂胶水。
18、本申请又进一步的技术方案:所述喷胶组件包括:
19、喷头,设置在机座上且相对机座倾斜布设;
20、输出模块,设置在机座上且与喷头连通,用于向喷头内输入胶水;以及
21、监控模块,设置在其中另一个运料辊和升降台之间,用于监控板材的运动状态并控制输出模块工作。
22、本申请又进一步的技术方案:所述输出模块包括:
23、输出箱,设置在机座上且与喷头连通;
24、活塞,活动设置在输出箱内且两者之间弹性连接;
25、转盘,活动设置在机座上,所述转盘上环布有若干个凸起部;
26、滑杆,活动设置在输出箱上且一端和活塞连接,所述滑杆上等距成型有若干个进料槽,所述进料槽位于凸起部的移动路径上;以及
27、动力元件,设置在机座上且其输出端和转盘连接,所述动力元件和监控模块电性连接。
28、本申请又进一步的技术方案:所述监控模块包括:
29、驱动盘,和其中另一个运料辊同轴连接;
30、发条箱,设置在机座上,所述发条箱内饶卷有发条带,所述发条带的自由端和驱动盘连接;
31、一号触点,活动设置在发条箱上成型的导轨上且与发条带连接;
32、二号触点,数量为若干个且等距设置在导轨的一侧,所述二号触点位于一号触点的移动路径上。
33、采用本发明实施例提供的技术方案,与现有技术相比,具有如下有益效果:
34、本发明实施例通过设置利用板材和运料辊之间的摩擦阻力,能够实时监控板材的运输情况和位置,一方面能够自动控制步进电机间歇转动从而向板材表面喷涂胶水,提高后期挤压成型过程中板材的粘合性,同时还能够在板材达到加工位置时控制加热器工作对挤压板进行加热,进一步提高了对板材的加压成型效果,有效对弯曲板材和凹凸不平的板材进行压平处理工作。
技术特征:
1.一种木质板材成型加压机构,包括机座、控制器、加工台、挤压板以及若干个液压缸,所述加工台活动设置在机座上,所述挤压板活动设置在加工台上且两者之间弹性连接,所述控制器设置在机座上,若干个所述液压缸对称设置在机座上且其活动端和加工台连接,其特征在于,所述加压机构还包括:
2.根据权利要求1所述的木质板材成型加压机构,其特征在于,所述加热模块包括:
3.根据权利要求1所述的木质板材成型加压机构,其特征在于,所述触发组件包括:
4.根据权利要求1所述的木质板材成型加压机构,其特征在于,所述加压机构还包括喷胶组件,设置在机座上,用于在板材表面喷涂胶水。
5.根据权利要求4所述的木质板材成型加压机构,其特征在于,所述喷胶组件包括:
6.根据权利要求5所述的木质板材成型加压机构,其特征在于,所述输出模块包括:
7.根据权利要求5所述的木质板材成型加压机构,其特征在于,所述监控模块包括:
技术总结
本发明涉及木质板材成型加工技术领域,更具体地说,是一种木质板材成型加压机构,包括机座、控制器、加工台、挤压板以及若干个液压缸,所述控制器设置在机座上,若干个所述液压缸对称设置在机座上且其活动端和加工台连接,所述加压机构还包括:升降台,活动设置在机座上且两者之间通过弹性件连接;运料辊,数量为若干个且等距活动设置在升降台上;加热模块,设置在机座上且与挤压板连接;以及触发组件,设置在升降台一侧和其中一个运料辊之间。能够在板材达到加工位置时控制加热器工作对挤压板进行加热,进一步提高了对板材的加压成型效果,有效对弯曲板材和凹凸不平的板材进行压平处理工作。
技术研发人员:陈静,孔令琳
受保护的技术使用者:山东绿色新技术开发有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!