一种基于细工木板拼接工艺的全自动压合装置的制作方法
本发明涉及木板压合,更具体的说是一种基于细工木板拼接工艺的全自动压合装置。
背景技术:
1、细木工板是指在胶合板生产基础上,以木板条拼接或空心板作芯板,两面覆盖两层或多层胶合板,经胶压制成的一种特殊胶合板。细木工板的特点主要由芯板结构决定。被广泛应用于家具制造、缝纫机台板、车厢、船舶等的生产和建筑业等。
2、现有的细工木板拼接工艺的全自动压合装置都是采用多木板一次性翻转挤压呈型的设计,这种多木板一次压合成型的设计往往难以对板材宽度进行实时改变。即传统装置适合在大厂进行固定宽度板材的压合,而该装置既可以在大厂进行固定宽度的板材压合,也可以在小厂进行量身定制性质的板材宽度压合。
技术实现思路
1、本发明主要解决的技术问题是提供一种基于细工木板拼接工艺的全自动压合装置,解决了上述背景技术中的问题。
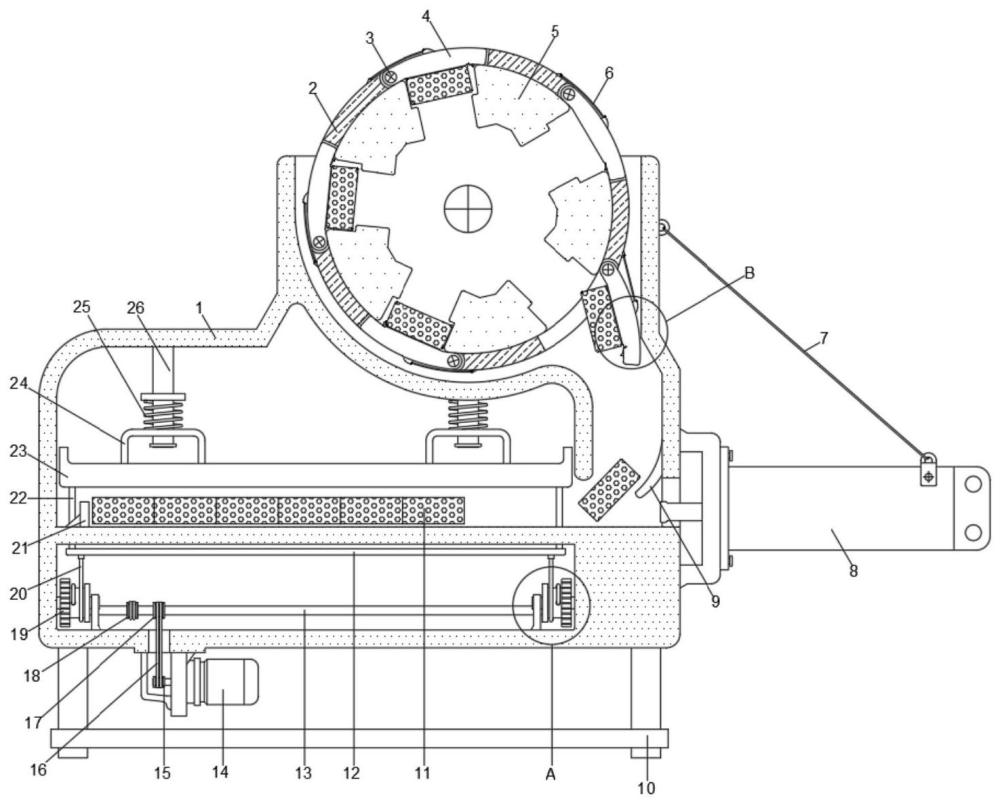
2、为解决上述技术问题,根据本发明的一个方面,更具体的说是一种基于细工木板拼接工艺的全自动压合装置,包括外机和木板,所述外机的顶端设有滚动轮,所述外机的底端安装有支撑架,所述滚动轮的内部均匀设有五块间隔块,相邻两块所述间隔块之间且位于滚动轮的表面设有活动盖,所述外机的右表面固定安装有液压油缸,所述液压油缸的上表面连接有牵引链,其牵引链的另一端与外机的右表面连接,所述外机的内部上下两侧分别设有压槽和动力槽,其压槽的内部设有顶部限位板,所述顶部限位板的左右两侧均固定连接有连接杆,所述连接杆的底端贯穿至动力槽的内部并固定连接有底部连接板,所述底部连接板的左右两侧下表面处均连接有卷链,所述动力槽的内部左右两侧均设有固定壳,两个所述固定壳的内侧转动设置有大齿轮,其大齿轮的表面共轴连接有卷轮,所述卷链的底端卷绕在卷轮的表面上,所述外机的底端固定安装有第一电机,所述第一电机的输出轴套设有第一传动盘,两个所述固定壳之间转动设置有两根驱动轴,前侧所述的驱动轴的表面套设有第二传动盘和第三传动盘,其后侧所述的驱动轴的表面仅套设有一个第三传动盘,两根所述的驱动轴上的第三传动盘表面套设有第二皮带,内外两侧所述的驱动轴通过第二皮带转动连接,所述第一传动盘、第二传动盘的表面套设有第一皮带,其第一传动盘与第二传动盘通过第一皮带转动连接,所述驱动轴的端部贯穿至固定壳的内部并套设有下锥形齿轮,所述固定壳的内部且位于下锥形齿轮的上方设有螺纹齿轮,其螺纹齿轮与大齿轮转动连接,所述螺纹齿轮的底端套设有上锥形齿轮,所述上锥形齿轮与下锥形齿轮啮合连接。
3、更进一步的,所述顶部限位板的顶端固定连接有连接架,所述连接架的表面贯穿设置有固定柱,所述固定柱的顶端与外机的顶端内壁固定连接,所述固定柱的表面套设有固定拉簧,其固定拉簧的底端与连接架固定连接。
4、更进一步的,所述外机的内部且位于压槽的右侧开设有投放槽,所述投放槽的底端与压槽连通,所述滚动轮转动安装在投放槽的内部,所述投放槽的右侧内壁处固定安装有弧形挡板。
5、更进一步的,所述液压油缸的输出轴贯穿至外机的内部并连接有挤压板,所述压槽的底端左侧内壁处固定安装有挡板,所述挡板的高度与挤压板的高度相互适配。
6、更进一步的,所述滚动轮的背面开设有五个异形槽,所述活动盖的一端贯穿设置有贯穿轴,其贯穿轴的另一端贯穿至异形槽的内部并套设有齿架,所述齿架包括直架和弧齿条,五个所述异形槽的内部固定安装有第二电机,所述第二电机的输出轴套设有小齿轮,其小齿轮与弧齿条啮合连接。
7、更进一步的,六个所述活动盖的内部另一端处转动设置有大卷盘,所述大卷盘的表面逆时针卷绕有第一绳,所述活动盖的背面且位于大卷盘的一侧设有第三桩,所述第一绳的另一端穿过第三桩后与滚动轮连接。
8、更进一步的,所述大卷盘的表面开设有两个限位弧槽,两个所述限位弧槽的内部连接有第二拉簧,所述限位弧槽的内部且位于第二拉簧的另一端连接有第二桩,所述第二桩的另一端与活动盖固定连接,所述大卷盘的表面共轴连接有小卷盘,所述小卷盘的表面逆时针卷绕有牵引线。
9、更进一步的,所述活动盖的另一端且位于大卷盘的另一侧处活动设置有v形块,所述牵引线的另一端与v形块的尾部连接,所述v形块的表面处连接有卡块,所述活动盖的另一侧连接有第一桩,所述第一桩的表面连接有第一拉簧,所述第一拉簧的另一端与v形块的尾部连接。
10、更进一步的,所述活动盖的表面且位于大卷盘、v形块之间活动设置有l形架,所述活动盖的表面且位于v形块、l形架之间活动设置有摆动钩,所述摆动钩的另一端呈倒钩形状,其摆动钩的另一端与卡块卡接,所述摆动钩的上表面固定连接有挡块和连接扣,所述连接扣的表面转动设置有活动小杆。
11、更进一步的,所述活动小杆的另一端连接有第二绳和第三拉簧,所述第二绳的另一端与l形架的尾端连接,所述第三拉簧的另一端与摆动钩的倒钩端连接,所述活动盖的表面且位于摆动钩的下方设有第四桩和第五桩,所述第五桩的表面连接有第四拉簧,所述第四拉簧的另一端与摆动钩的中间区域连接。
12、本发明一种基于细工木板拼接工艺的全自动压合装置的有益效果为:
13、1、通过设置的滚动轮、液压油缸和顶部限位板等结构的配合,从而让滚动轮逆时针转动就可以将木板翻转并投放到顶部限位板的下方,而使用滚动轮进行投放木板的设计不仅效率更高,并且可以对压合后的板材宽度进行精准化控制;
14、2、本发明通过在活动盖上设置v形块来对木板进行固定,这样活动盖在打开的过程中,利用v形块可以带动木板跟随活动盖移动一端距离,直至木板移动至竖直状态时,v形块也恰好收纳至活动盖的内部,这样木板就可以以竖直状态平稳的落入到下方,避免木板提前滑落从而卡在投放槽的内部。
技术特征:
1.一种基于细工木板拼接工艺的全自动压合装置,包括外机(1)和木板(11),其特征在于:所述外机(1)的顶端设有滚动轮(2),所述外机(1)的底端安装有支撑架(10),所述滚动轮(2)的内部均匀设有五块间隔块(5),相邻两块所述间隔块(5)之间且位于滚动轮(2)的表面设有活动盖(4),所述外机(1)的右表面固定安装有液压油缸(8),所述液压油缸(8)的上表面连接有牵引链(7),其牵引链(7)的另一端与外机(1)的右表面连接,所述外机(1)的内部上下两侧分别设有压槽和动力槽,其压槽的内部设有顶部限位板(23),所述顶部限位板(23)的左右两侧均固定连接有连接杆(22),所述连接杆(22)的底端贯穿至动力槽的内部并固定连接有底部连接板(12)。
2.根据权利要求1所述的基于细工木板拼接工艺的全自动压合装置,其特征在于:所述底部连接板(12)的左右两侧下表面处均连接有卷链(20),所述动力槽的内部左右两侧均设有固定壳(27),两个所述固定壳(27)的内侧转动设置有大齿轮(19),其大齿轮(19)的表面共轴连接有卷轮(32),所述卷链(20)的底端卷绕在卷轮(32)的表面上,所述外机(1)的底端固定安装有第一电机(14),所述第一电机(14)的输出轴套设有第一传动盘(15),两个所述固定壳(27)之间转动设置有两根驱动轴(13),前侧所述的驱动轴(13)的表面套设有第二传动盘(17)和第三传动盘(18),其后侧所述的驱动轴(13)的表面仅套设有一个第三传动盘(18)。
3.根据权利要求2所述的基于细工木板拼接工艺的全自动压合装置,其特征在于:两根所述的驱动轴(13)上的第三传动盘(18)表面套设有第二皮带(28),内外两侧所述的驱动轴(13)通过第二皮带(28)转动连接,所述第一传动盘(15)、第二传动盘(17)的表面套设有第一皮带(16),其第一传动盘(15)与第二传动盘(17)通过第一皮带(16)转动连接,所述驱动轴(13)的端部贯穿至固定壳(27)的内部并套设有下锥形齿轮(29),所述固定壳(27)的内部且位于下锥形齿轮(29)的上方设有螺纹齿轮(31),其螺纹齿轮(31)与大齿轮(19)转动连接,所述螺纹齿轮(31)的底端套设有上锥形齿轮(30),所述上锥形齿轮(30)与下锥形齿轮(29)啮合连接。
4.根据权利要求3所述的基于细工木板拼接工艺的全自动压合装置,其特征在于:所述顶部限位板(23)的顶端固定连接有连接架(24),所述连接架(24)的表面贯穿设置有固定柱(26),所述固定柱(26)的顶端与外机(1)的顶端内壁固定连接,所述固定柱(26)的表面套设有固定拉簧(25),其固定拉簧(25)的底端与连接架(24)固定连接,所述外机(1)的内部且位于压槽的右侧开设有投放槽,所述投放槽的底端与压槽连通,所述滚动轮(2)转动安装在投放槽的内部,所述投放槽的右侧内壁处固定安装有弧形挡板(9),所述液压油缸(8)的输出轴贯穿至外机(1)的内部并连接有挤压板,所述压槽的底端左侧内壁处固定安装有挡板(21),所述挡板(21)的高度与挤压板的高度相互适配。
5.根据权利要求4所述的基于细工木板拼接工艺的全自动压合装置,其特征在于:所述滚动轮(2)的背面开设有五个异形槽,所述活动盖(4)的一端贯穿设置有贯穿轴(3),其贯穿轴(3)的另一端贯穿至异形槽的内部并套设有齿架(42),所述齿架(42)包括直架和弧齿条,五个所述异形槽的内部固定安装有第二电机(55),所述第二电机(55)的输出轴套设有小齿轮(56),其小齿轮(56)与弧齿条啮合连接。
6.根据权利要求5所述的基于细工木板拼接工艺的全自动压合装置,其特征在于:六个所述活动盖(4)的内部另一端处转动设置有大卷盘(40),所述大卷盘(40)的表面逆时针卷绕有第一绳(6),所述活动盖(4)的背面且位于大卷盘(40)的一侧设有第三桩(43),所述第一绳(6)的另一端穿过第三桩(43)后与滚动轮(2)连接。
7.根据权利要求6所述的基于细工木板拼接工艺的全自动压合装置,其特征在于:所述大卷盘(40)的表面开设有两个限位弧槽(39),两个所述限位弧槽(39)的内部连接有第二拉簧(37),所述限位弧槽(39)的内部且位于第二拉簧(37)的另一端连接有第二桩(38),所述第二桩(38)的另一端与活动盖(4)固定连接,所述大卷盘(40)的表面共轴连接有小卷盘(41),所述小卷盘(41)的表面逆时针卷绕有牵引线(36)。
8.根据权利要求7所述的基于细工木板拼接工艺的全自动压合装置,其特征在于:所述活动盖(4)的另一端且位于大卷盘(40)的另一侧处活动设置有v形块(35),所述牵引线(36)的另一端与v形块(35)的尾部连接,所述v形块(35)的表面处连接有卡块(44),所述活动盖(4)的另一侧连接有第一桩(33),所述第一桩(33)的表面连接有第一拉簧(34),所述第一拉簧(34)的另一端与v形块(35)的尾部连接。
9.根据权利要求8所述的基于细工木板拼接工艺的全自动压合装置,其特征在于:所述活动盖(4)的表面且位于大卷盘(40)、v形块(35)之间活动设置有l形架(52),所述活动盖(4)的表面且位于v形块(35)、l形架(52)之间活动设置有摆动钩(50),所述摆动钩(50)的另一端呈倒钩形状,其摆动钩(50)的另一端与卡块(44)卡接,所述摆动钩(50)的上表面固定连接有挡块(49)和连接扣(46),所述连接扣(46)的表面转动设置有活动小杆(48)。
10.根据权利要求9所述的基于细工木板拼接工艺的全自动压合装置,其特征在于:所述活动小杆(48)的另一端连接有第二绳(51)和第三拉簧(47),所述第二绳(51)的另一端与l形架(52)的尾端连接,所述第三拉簧(47)的另一端与摆动钩(50)的倒钩端连接,所述活动盖(4)的表面且位于摆动钩(50)的下方设有第四桩(45)和第五桩(54),所述第五桩(54)的表面连接有第四拉簧(53),所述第四拉簧(53)的另一端与摆动钩(50)的中间区域连接。
技术总结
本发明涉及木板压合技术领域,且公开了一种基于细工木板拼接工艺的全自动压合装置,包括外机和木板,所述外机的顶端设有滚动轮,所述外机的底端安装有支撑架,所述滚动轮的内部均匀设有五块间隔块,相邻两块所述间隔块之间且位于滚动轮的表面设有活动盖,所述外机的右表面固定安装有液压油缸,所述液压油缸的上表面连接有牵引链,所述外机的内部上下两侧分别设有压槽和动力槽。通过设置的滚动轮、液压油缸和顶部限位板等结构的配合,从而让滚动轮逆时针转动就可以将木板翻转并投放到顶部限位板的下方,而使用滚动轮进行投放木板的设计不仅效率更高,并且可以对压合后的板材宽度进行精准化控制。
技术研发人员:高富星,丁芬,丁冬洋
受保护的技术使用者:湖南九富家居材料有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!