一种竹条编帘生产线的制作方法
本技术涉及竹帘加工,特别涉及一种竹条编帘生产线。
背景技术:
1、经过一百多年的发展,人们在人造板的研究开发上已取得多项成果,人造板也已成为是一种非常成熟的产业。譬如集装箱底板,这类集装箱底板多由两种或以上不同结构制成,例如可以采用板材或竹帘等材料层层交替制备而成。
2、目前竹帘加工依然靠人工,存在劳动强度高、用工量大等问题,且从毛竹生产到竹帘编制之间存在较多工序,现有加工多独立进行,由此可见,设计一条能够最大程度的降低劳动强度及减少用工量的自动化竹帘生产线是加工企业迫切需求。
技术实现思路
1、本实用新型的目的是提供一种从竹到竹帘的输送连线,以机换人,降低生产成本的竹帘自动化生产线。
2、为了实现上述实用新型目的,本实用新型一种竹条编帘生产线采用的如下技术方案:
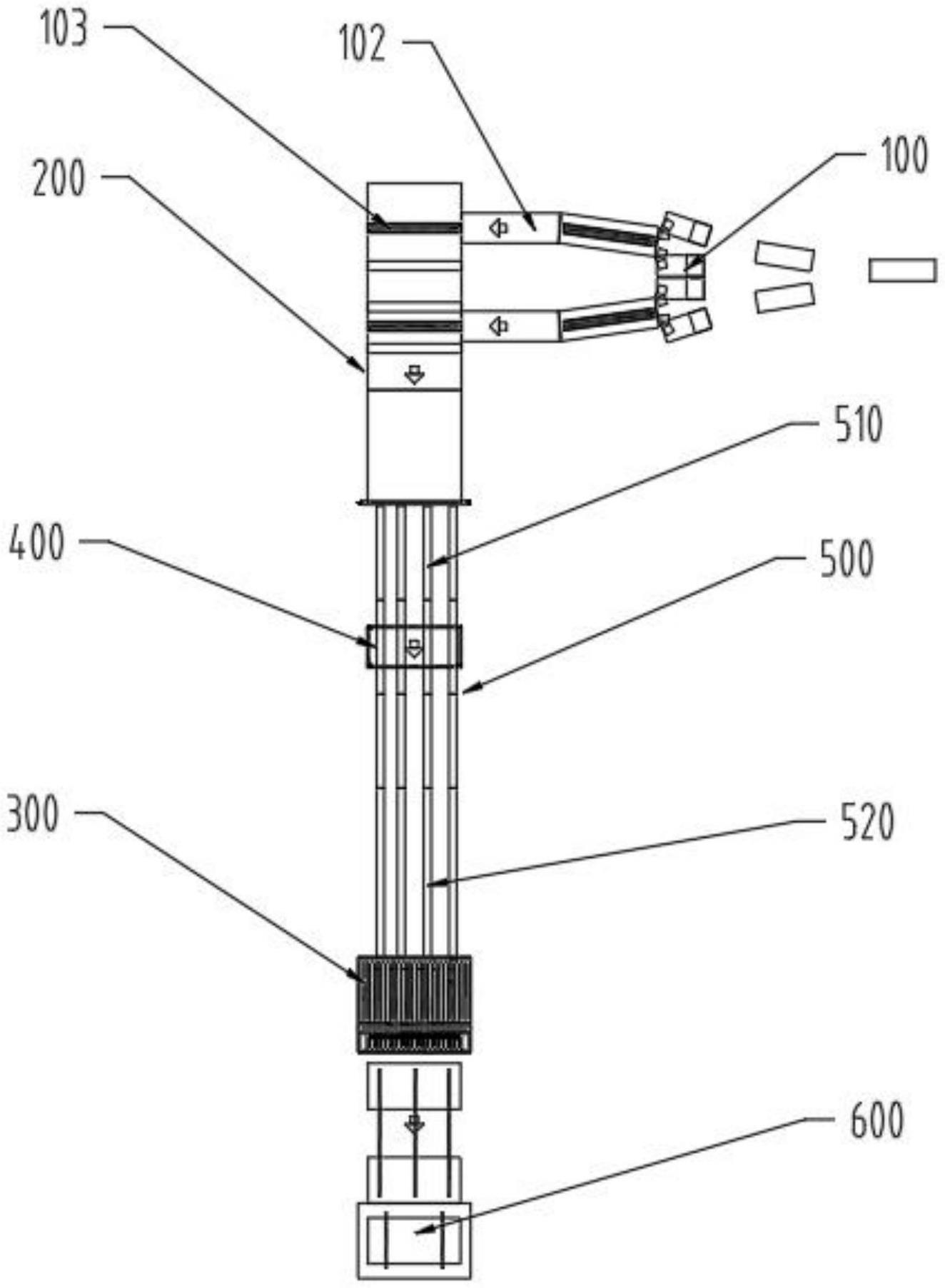
3、一种竹条编帘生产线,包括通过传送带依次连接的分片机、接料皮带和编帘机,其中,分片机对着接料皮带,接料皮带与编帘机之间还设置有称重运输机和过渡运输机,编帘机远离接料皮带的一侧设置有堆垛机。分片机与称重设备、编帘设备连接成一条自动化生产线,分片机直接对接称重,采用多层编帘机,一张多层编帘的产品重量相当于四张单层编帘的产品,生产效率可以相当于20台单层编帘,以机换人,降低生产成本。
4、本实用新型一种竹条编帘生产线的进一步改进在于,接料皮带通过时间继电器驱动转动,用于避免分片机向接料皮带传送而来的竹条堆叠。其中,分片机与接料皮带之间设置有俩皮带运输机,分片机出料有短暂的时间间隔,分片机进料是人工,每根竹片拿起来放进去会有短暂的间隔至少1秒;分片机内部分片速度是逐渐加速,进料用时2.4秒,出料用时1.4秒,俩皮带运输机逐渐加速,利用快速的惯性将竹条撞击在静止的接料皮带侧边的挡板上,在皮带运输机与接料皮带之间设置光电传感器,时间继电器控制接料皮带启动,在1-1.5秒内将竹条运输离开皮带运输机的落料口后停止。
5、本实用新型一种竹条编帘生产线的进一步改进在于,称重运输机的两侧设置分别设置有第一过渡运输机和第二过渡运输机,其中,第一过渡运输机对着接料皮带,第二过渡运输机对着编帘机。
6、本实用新型一种竹条编帘生产线的进一步改进在于,第一过渡运输机变频调速,快速时将接料的竹条送到称重运输机,达到预设重量时,与接料皮带同速。
7、本实用新型一种竹条编帘生产线的进一步改进在于,第二过渡运输机变频调速,快速时接送定量的竹条,慢速时与编帘机连接皮带同速。
8、本实用新型一种竹条编帘生产线的进一步改进在于,接料皮带的进料方向设置有多个分片机,相邻分片机独立,在接料皮带上方增设短宽皮带机。在接料皮带的进料方向增加短宽皮带机,接住其余分片机抛出的竹条,光电传感器信号给启动,在1-1.5秒内将竹条运输离开皮带运输机后停止,增加多台分片机和输送皮带,多台分片机对着一套编帘机,竹条的产量增加,而且在某一台分片机检修期间不影响编帘机的生产。
9、与现有技术相比,本实用新型的有益效果在于:
10、分片机与称重设备、编帘设备连接成一条自动化生产线,分片机直接对接称重,采用多层编帘机,一张多层编帘的产品重量相当于四张单层编帘的产品,生产效率可以相当于20台单层编帘,以机换人,降低生产成本。
技术特征:
1.一种竹条编帘生产线,其特征在于:包括通过传送带依次连接的分片机、接料皮带和编帘机,其中,所述分片机对着所述接料皮带,所述接料皮带与编帘机之间还设置有称重运输机和过渡运输机,所述编帘机远离接料皮带的一侧设置有堆垛机。
2.根据权利要求1所述的一种竹条编帘生产线,其特征在于:所述接料皮带通过时间继电器驱动转动,用于避免分片机向接料皮带传送而来的竹条堆叠。
3.根据权利要求1所述的一种竹条编帘生产线,其特征在于:所述称重运输机的两侧设置分别设置有第一过渡运输机和第二过渡运输机,其中,所述第一过渡运输机对着所述接料皮带,所述第二过渡运输机对着所述编帘机。
4.根据权利要求3所述的一种竹条编帘生产线,其特征在于:第一过渡运输机变频调速,快速时将接料的竹条送到称重运输机,达到预设重量时,与接料皮带同速。
5.根据权利要求3所述的一种竹条编帘生产线,其特征在于:第二过渡运输机变频调速,快速时接送定量的竹条,慢速时与编帘机连接皮带同速。
6.根据权利要求1所述的一种竹条编帘生产线,其特征在于:所述接料皮带的进料方向设置有多个分片机,相邻分片机独立,在接料皮带上方增设短宽皮带机。
技术总结
本技术公开了竹帘加工领域内的,特别涉及一种竹条编帘生产线,该生产线包括通过传送带依次连接的分片机、接料皮带和编帘机,其中,分片机对着接料皮带,接料皮带与编帘机之间还设置有称重运输机和过渡运输机,编帘机远离接料皮带的一侧设置有堆垛机。本技术以机换人,降低生产成本。
技术研发人员:王道江,仇宏生,黄宝平,吕加里
受保护的技术使用者:扬州快乐机械有限公司
技术研发日:20230313
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!