一种炭化表层包覆的踢脚线及其制备方法与制备设备与流程
本发明涉及踢脚线产品的,更具体地,涉及一种炭化表层包覆的实木质踢脚线;本发明同时还涉及该种踢脚线的制备方法与制备设备。
背景技术:
1、沿海地区的室内环境或地热环境等,需要对实木质踢脚线实施炭化处理以在一定程度上提高其稳定性,避免使用过程中发生较为严重的尺寸变化、变形、发霉、腐朽等的问题。
2、由于炭化处理过程中会发生相对较大的尺寸缩小,以及对于异形构件而言不可控制的形状变化,与此同时,实木质踢脚线需要通过铣型处理得到异形的表面,所以现有技术中往往先整体炭化毛料再通过铣型处理得到炭化的实木质踢脚线。例如中国专利数据中公开号为cn101224593b,名称为“一种木材热处理方法”的发明专利中的记载:将木材按码放在热处理室内;设定第一阶段温度在80~150℃,氧含量在12~21%,处理时间维持在每1cm厚度木材0.5~1.5小时时间;设定第二阶段温度在150~200℃,氧含量在6~12%,处理时间维持在每1cm厚度木材0.5~2小时时间;设定第三阶段温度在180~260℃,氧含量在2~6%,处理时间维持在每1cm厚度木材0.5~2小时时间;第四阶段是降温及平衡处理阶段,当处理室内温度降至100℃以下时,用喷蒸方式对木材进行含水率的平衡处理,使木材含水率达到产品要求的值后,再继续降温至40~50℃。通过上述方法能够对木质板材实施整体的炭化处理。随后依照公开号为cn210452227u,名称为“一种踢脚线打磨装置”的实用新型专利中记载的技术方案对木质板材实施成型加工。
3、然而上述技术方案存在以下技术问题:(1)炭化能耗随处理的木材材积的增加而增加,对被铣型处理中铣除的部分材料的炭化处理浪费了炭化能耗;(2)实木质踢脚线在实际使用中允许一定程度的尺寸变化与形状变化,因此整体处理实际上造成了木质材料和加工能耗的浪费,延长了加工耗时。
4、因此,现有技术中缺乏一种具有一定防水效果的炭化表层包覆的实木质踢脚线。
技术实现思路
1、本申请提供一种炭化表层包覆的实木质踢脚线,以及适用于制备该种踢脚线的生产方法与生产设备。
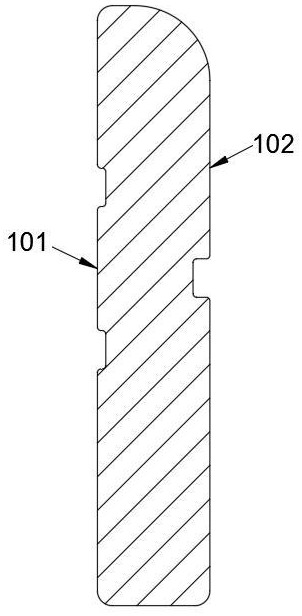
2、在本申请的第一个方面,提供了一种炭化表层包覆的踢脚线,包括线条本体,所述线条本体的一侧幅面是安装背面,所述安装背面上开设有安装结构,与所述安装背面相对的一侧幅面是装饰表面,所述安装背面、所述装饰表面均是浅表密实化炭化层。
3、在一些实施例中,所述浅表密实化炭化层的厚度为0.1~0.3mm。
4、在本申请的第二个方面,提供了一种炭化表层包覆的踢脚线的制备方法,包括以下步骤:
5、(a)使用液体物质润湿踢脚线的线条本体的表面;
6、(b)第一次抛光被润湿的所述表面后使用明火灼烧被抛光的所述表面;
7、(c)第二次抛光被灼烧的所述表面后使所述表面通过具有压力的热辊。
8、在一些实施例中,步骤(b)中的第一次抛光通过杜邦丝辊实现,抛光深度为0.05~0.15mm;步骤(c)中的第二次抛光通过砂轮实现,抛光深度为0.05~0.1mm。
9、在一些实施例中,所述液体物质是树脂含量为2~5%的树脂溶液。
10、在一些实施例中,应当在所述表面被润湿的厚度达到0.2~0.3mm时,进行步骤(b)的处理。
11、在一些实施例中,步骤(b)中,使所述表面以1.2~1.5m/s的速度经过明火的外焰以灼烧所述表面。
12、在一些实施例中,步骤(c)中,所述热辊适用于维持所述表面的温度,并且经过所述热辊时所述表面的各处受到0.5~0.8mpa的压力。
13、在一些实施例中,所述表面的各处的持续受压时间为20~60s。
14、在一些实施例中,重复步骤(a)至步骤(c),直至润湿所述表面时所述液体物质不再发生渗透。
15、在本申请的第三个方面,提供了一种适用于实施前述制备方法以获得炭化表层包覆的踢脚线的设备,包括能够沿x轴方向输送的输送机构,沿x轴方向依序设置有润湿机构、第一抛光机构、灼烧机构、第二抛光机构、热辊压力机构。
16、综上所述,与现有技术相比,本发明的有益效果是:本申请的实木质踢脚线的表面包覆有能够提供防水与防霉效果、提高稳定性的浅表密实化炭化层,其它部分维持木材的自然形态与结构,因此该中产品结构具有更低的原材料加工损耗,具有较高的出材率,并能够使它的生产过程所需的加工能耗更低;与此同时,该浅表密实化炭化层与其它部分属于同一木材的不同部分,二者之间通过纤维自然连接,所以不存在防水、防霉表层脱落的问题。
技术特征:
1.一种炭化表层包覆的踢脚线,包括线条本体,所述线条本体的一侧幅面是安装背面,所述安装背面上开设有安装结构,与所述安装背面相对的一侧幅面是装饰表面,其特征在于,所述安装背面、所述装饰表面均是浅表密实化炭化层。
2.根据权利要求1所述的炭化表层包覆的踢脚线,其特征在于,所述浅表密实化炭化层的厚度为0.1~0.3mm。
3.一种适用于制备如权利要求1所述的炭化表层包覆的踢脚线的方法,其特征在于,包括以下步骤:
4.根据权利要求3所述的木质线条炭化处理方法,其特征在于,步骤(b)中的第一次抛光通过杜邦丝辊实现,抛光深度为0.05~0.15mm;步骤(c)中的第二次抛光通过砂轮实现,抛光深度为0.05~0.1mm。
5.根据权利要求3所述的木质线条炭化处理方法,其特征在于,所述液体物质是树脂含量为2~5%的树脂溶液。
6.根据权利要求5所述的木质线条炭化处理方法,其特征在于,应当在所述表面被润湿的厚度达到0.2~0.3mm时,进行步骤(b)的处理。
7.根据权利要求3所述的木质线条炭化处理方法,其特征在于,步骤(b)中,使所述表面以1.2~1.5m/s的速度经过明火的外焰以灼烧所述表面。
8.根据权利要求3所述的木质线条炭化处理方法,其特征在于,步骤(c)中,所述热辊适用于维持所述表面的温度,并且经过所述热辊时所述表面的各处受到0.5~0.8mpa的压力,所述表面的各处的持续受压时间为20~60s。
9.根据权利要求1所述的木质线条炭化处理方法,其特征在于,重复步骤(a)至步骤(c),直至润湿所述表面时所述液体物质不再发生渗透。
10.一种适用于制备如权利要求1所述的炭化表层包覆的踢脚线的设备,其特征在于,包括能够沿x轴方向输送的输送机构,沿x轴方向依序设置有润湿机构、第一抛光机构、灼烧机构、第二抛光机构、热辊压力机构。
技术总结
本申请涉及踢脚线产品的技术领域,公开了一种炭化表层包覆的踢脚线及其制备方法与制备设备,包括线条本体,所述线条本体的一侧幅面是安装背面,所述安装背面上开设有安装结构,与所述安装背面相对的一侧幅面是装饰表面,所述安装背面、所述装饰表面均是浅表密实化炭化层。本申请的实木质踢脚线具有更低的原材料加工损耗,较高的出材率,并能够使它的生产过程所需的加工能耗更低;与此同时,该浅表密实化炭化层与其它部分属于同一木材的不同部分,二者之间通过纤维自然连接,所以不存在防水、防霉表层脱落的问题。
技术研发人员:刘彬彬,钟家洲
受保护的技术使用者:浙江菱格木业有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!