一种实木复合地板的裁断设备的制作方法
本发明属于地板加工,具体为一种实木复合地板的裁断设备。
背景技术:
1、实木复合地板是由不同树种的板材交错层压而成,一定程度上克服了实木地板湿胀干缩的缺点,干缩湿胀率小,具有较好的尺寸稳定性,并保留了实木地板的自然木纹和舒适的脚感。实木复合地板兼具强化地板的稳定性与实木地板的美观性,而且具有环保优势。因此,在市场上广受消费者青睐。
2、传统实木复合地板在原料经多层压制机压制后,通过横切和纵切对侧边修整得到大板,在得到板坯时需要进行裁切和倒角制作步骤。一种方式为先经过板式模压方式压出板缝位置和倒角,再对大板横向和纵向锯切得到长条,长条需要切边槽和倒角处理,得到板坯。该种方式易导致板坯靠近拼缝处的面层内存在压应力或者甚至在模压时出现面层撕裂的问题。其次对后续的裁切位置精度要求也高,容易出现大小倒角的问题。
技术实现思路
1、为了解决上述技术问题,发明人经过实践和总结得出本发明的技术方案,本发明采用了如下技术方案:
2、一种实木复合地板的裁断设备,沿板坯加工方向依次包括:
3、横向输送组件,横向输送组件用于水平横向输送板坯;
4、横向滚压裁切组件,横向滚压裁切组件对输送的板坯进行在线横向裁切并沿切缝形成的第一时间滚压得到拼缝的倒角;
5、纵向输送组件,纵向输送组件对横向裁切后的板坯转为纵向输送;
6、纵向滚压裁切组件,纵向滚压裁切组件对输送的板坯进行在线纵向裁切并沿切缝形成的第一时间滚压得到拼缝的倒角。
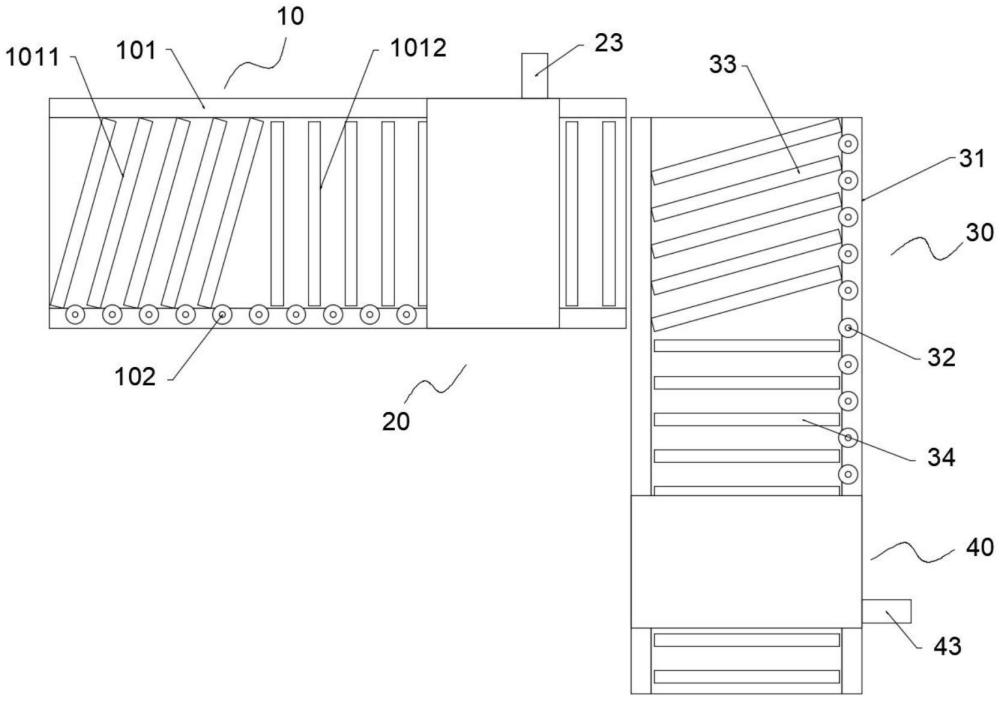
7、优选地,所述横向输送组件包括横向辊式输送带和横向侧部导向轮组,横向辊式输送带沿输送方向包括斜向辊一和纵向辊,斜向辊一用于向靠近横向侧部导向轮组的一侧输送板坯,横向侧部导向轮组覆盖位于斜向辊一和纵向辊的一侧用于水平横向输送板坯。
8、优选地,所述横向滚压裁切组件位于纵向辊区域的顶部,横向滚压裁切组件包括三组平行布设的横向传动轴,横向传动轴的一端连接有横向传动链轮,三组横向传动链轮通过链条传动配合,且其中横向传动轴的一端通过联轴器和横向驱动电机相连,位于中部的横向传动轴上等间距分布有多组横向裁切刀片和横向滚压辊,横向裁切刀片和横向滚压辊交错分布,且横向裁切刀片端面和横向滚压辊端面贴合,横向滚压辊端部设置有向外延伸的横向凸部,横向凸部用于滚压成型板坯横缝,位于两侧的横向传动轴上等间距分布有横向橡胶轮用于输送板坯。
9、优选地,所述纵向输送组件包括纵向辊式输送带和纵向侧部导向轮组,纵向辊式输送带沿输送方向包括斜向辊二和横向辊,斜向辊二用于向靠近纵向侧部导向轮组的一侧输送板坯,纵向侧部导向轮组覆盖位于斜向辊二和纵向辊的一侧用于水平纵向输送板坯。
10、优选地,所述纵向滚压裁切组件位于横向辊区域的顶部,纵向滚压裁切组件包括三组平行布设的纵向传动轴,纵向传动轴的一端连接有纵向传动链轮,三组纵向传动链轮通过链条传动配合,且其中纵向传动轴的一端通过联轴器和纵向驱动电机相连,位于中部的纵向传动轴上等间距分布有多组纵向裁切刀片和纵向滚压辊,纵向裁切刀片和纵向滚压辊交错分布,且纵向裁切刀片的端面和纵向滚压辊端面贴合,纵向滚压辊端部设置有向外延伸的纵向凸部,纵向凸部用于滚压成型板坯纵缝,位于两侧的纵向传动轴上等间距分布有纵向橡胶轮用于输送板坯。
11、优选地,所述横向凸部和纵向凸部均为向内凹陷的弧形面,弧形面的弧度为1-10°,弧长为3-10mm。
12、优选地,所述裁断设备还包括设置于横向凸部和纵向凸部两侧的高压气嘴,每组高压气嘴相对传动轴对称分布有两个,位于后侧的高压气嘴均由上至下逆着板材输送方向斜向下布设,位于前侧的高压气嘴均由上至下顺着板材输送方向斜向下布设,高压气嘴的气流覆盖在位于凸部外侧的裁切刀片区域上。
13、优选地,所述横向滚压裁切组件和纵向滚压裁切组件的高度可调。
14、一种实木复合地板的裁断设备的使用方法,包括如下步骤:
15、s100、大板横向输送
16、通过吸附式机械手吸附大板并输送到横向辊式输送带上,通过横向辊式输送带的斜向辊一将大板贴合在横向侧部导向轮组上,纵向辊和横向侧部导向轮组将大板水平横向输送;
17、s200、横向滚压裁切
18、横向驱动电机经联轴器带动横向传动轴转动,前侧摩擦轮将大板稳定向后侧输送,输送过程中经横向裁切刀片和横向滚压辊完成横向裁切和于裁缝处第一时间完成滚压得到弧形倒角的横缝;
19、s300、纵向输送
20、后侧摩擦轮和纵向辊将横向裁切的板坯输送至纵向辊式输送带的斜向辊二上,并经斜向辊二贴合于纵向侧部导向轮组上,横向辊和纵向侧部导向轮组将大板水平纵向输送;
21、s400、纵向滚压裁切
22、纵向驱动电机经联轴器带动纵向传动轴转动,前侧摩擦轮将大板稳定向后侧输送,输送过程中经纵向裁切刀片和纵向滚压辊完成纵向裁切和于裁缝处第一时间完成滚压得到弧形倒角的纵缝,得到板坯;
23、后侧摩擦轮和横向辊将板坯输送到码垛区域处统一进行码垛堆叠处理。
24、与现有技术相比,本发明具备以下有益效果:
25、本发明通过采用辊式输送带进行板材向靠近侧部导向轮组的一侧输送,通过对板材的侧部限制,确保板材和(横向/纵向)滚压裁切组件上下位置的一致性,进而确定滚压和裁切精度。同时滚压裁切时容易出现跑偏的问题,故在滚压裁切前后增加摩擦轮用于辅助精准裁切作业。
26、本发明通过采用滚压裁切组件实现一步完成板坯的滚压和边缘裁切,且滚压时能够对板缝倒角进行弧化处理得到“无缝”板坯。通过裁切刀片对板材进行切槽处理,紧跟着第一时间利用滚压辊端部凸部向下滚压形成倒角,将压应力得到更均衡的分散,解决倒角处压应力带来的负面影响。同时还避免单滚压方式在滚压线前侧容易造成面层上拱,在后续滚压时容易出现褶皱的问题。本申请通过利用于前侧裁切并将原本上拱区域部分的面层向下引带阻止其面层的上拱,进而避免褶皱问题的出现。
技术特征:
1.一种实木复合地板的裁断设备,其特征在于,沿板坯加工方向依次包括:
2.根据权利要求1所述的一种实木复合地板的裁断设备,其特征在于,所述横向输送组件(10)包括横向辊式输送带(101)和横向侧部导向轮组(102),横向辊式输送带(101)沿输送方向包括斜向辊一(1011)和纵向辊(1012),斜向辊一(1011)用于向靠近横向侧部导向轮组(102)的一侧输送板坯,横向侧部导向轮组(102)覆盖位于斜向辊一(1011)和纵向辊(1012)的一侧用于水平横向输送板坯。
3.根据权利要求2所述的一种实木复合地板的裁断设备,其特征在于,所述横向滚压裁切组件(20)位于纵向辊(1012)区域的顶部,横向滚压裁切组件(20)包括三组平行布设的横向传动轴(21),横向传动轴(21)的一端连接有横向传动链轮(22),三组横向传动链轮(22)通过链条传动配合,且其中横向传动轴(21)的一端通过联轴器和横向驱动电机(23)相连,位于中部的横向传动轴(21)上等间距分布有多组横向裁切刀片(24)和横向滚压辊(25),横向裁切刀片(24)和横向滚压辊(25)交错分布,且横向裁切刀片(24)端面和横向滚压辊(25)端面贴合,横向滚压辊(25)端部设置有向外延伸的横向凸部(26),横向凸部(26)用于滚压成型板坯横缝,位于两侧的横向传动轴(21)上等间距分布有横向橡胶轮(27)用于输送板坯。
4.根据权利要求3所述的一种实木复合地板的裁断设备,其特征在于,所述纵向输送组件(30)包括纵向辊式输送带(31)和纵向侧部导向轮组(32),纵向辊式输送带(31)沿输送方向包括斜向辊二(33)和横向辊(34),斜向辊二(33)用于向靠近纵向侧部导向轮组(32)的一侧输送板坯,纵向侧部导向轮组(32)覆盖位于斜向辊二(33)和纵向辊(1012)的一侧用于水平纵向输送板坯。
5.根据权利要求4所述的一种实木复合地板的裁断设备,其特征在于,所述纵向滚压裁切组件(40)位于横向辊(34)区域的顶部,纵向滚压裁切组件(40)包括三组平行布设的纵向传动轴(41),纵向传动轴(41)的一端连接有纵向传动链轮(42),三组纵向传动链轮(42)通过链条传动配合,且其中纵向传动轴(41)的一端通过联轴器和纵向驱动电机(43)相连,位于中部的纵向传动轴(41)上等间距分布有多组纵向裁切刀片(44)和纵向滚压辊(45),纵向裁切刀片(44)和纵向滚压辊(45)交错分布,且纵向裁切刀片(44)的端面和纵向滚压辊(45)端面贴合,纵向滚压辊(45)端部设置有向外延伸的纵向凸部(46),纵向凸部(46)用于滚压成型板坯纵缝,位于两侧的纵向传动轴(41)上等间距分布有纵向橡胶轮(47)用于输送板坯。
6.根据权利要求5所述的一种实木复合地板的裁断设备,其特征在于,所述横向凸部(26)和纵向凸部(46)均为向内凹陷的弧形面,弧形面的弧度为1-10°,弧长为3-10mm。
7.根据权利要求6所述的一种实木复合地板的裁断设备,其特征在于,所述裁断设备还包括设置于横向凸部(26)和纵向凸部(46)两侧的高压气嘴(50),每组高压气嘴(50)相对传动轴对称分布有两个,位于后侧的高压气嘴(50)均由上至下逆着板材输送方向斜向下布设,位于前侧的高压气嘴(50)均由上至下顺着板材输送方向斜向下布设,高压气嘴(50)的气流覆盖在位于凸部外侧的裁切刀片区域上。
8.根据权利要求7所述的一种实木复合地板的裁断设备,其特征在于,所述横向滚压裁切组件(20)和纵向滚压裁切组件(40)的高度可调。
9.一种如权利要求8所述的实木复合地板的裁断设备的使用方法,其特征在于,包括如下步骤:
技术总结
本发明属于地板加工技术领域,具体为一种实木复合地板的裁断设备。通过采用辊式输送带进行板材向靠近侧部导向轮组的一侧输送,通过对板材的侧部限制,确保板材和(横向/纵向)滚压裁切组件上下位置的一致性,进而确定滚压和裁切精度。同时滚压裁切时容易出现跑偏的问题,故在滚压裁切前后增加摩擦轮用于辅助精准裁切作业。
技术研发人员:雷响,营海滨,李海燕,李伟,柳四超,翟功臣
受保护的技术使用者:定远县扬子悦活木业有限公司
技术研发日:
技术公布日:2024/10/21
- 还没有人留言评论。精彩留言会获得点赞!