一种解决注塑骨架上无缝线槽的真空表皮定线工装及定位方法与流程
1.本发明属于汽车零部件工装技术领域,具体涉及一种解决注塑骨架上无缝线槽的真空表皮定线工装及定位方法。
背景技术:
2.现有的注塑骨架上无缝线槽的真空表皮定线工装方案为:通过仿型固定骨架零件使其a面向上固定,再参照工装上的射线或射点(缝线位置)人工铺设表皮。
3.其中,射线或射点需要安装在顶部同时还需要考虑操作空间的避让,所以工装制作较高,搬运或储存时不可避免出现人员或物件撞击导致射线或射点偏移引起的误导性操作。另;因表皮只给出了射线或射点的参照位置,实际操作中没有固定表皮的位置 (人工铺设),导致零件的一致性较差。
技术实现要素:
4.本发明的目的就是为了解决上述背景技术存在的不足,提供一种解决注塑骨架上无缝线槽的真空表皮定线工装及定位方法。
5.本发明采用的技术方案是:一种解决注塑骨架上无缝线槽的真空表皮定线工装,包括工装底板,所述工装底板上设有用于与表皮上两端预留的v字形缺口对位的左侧表皮v口和右侧表皮v 口,所述工装底板上设有用于定位骨架零件的左侧骨架定位柱、右侧骨架定位柱,所述工装底板上设有用于骨架零件放入的左侧骨架限位块、右侧骨架限位块;所述工装底板上布置多个覆盖表皮相应面积范围的真空吸盘;所述工装底板侧面设有可翻转的缝线检测翻动板。
6.所述真空吸盘通过真空接口连接真空发生器,并通过脚踏阀控制开闭。
7.所述线检测翻动板的外轮廓与表皮缝线一致。
8.真空发生器;一种输入常规气压,但输出的是负压的元件。
9.一种解决注塑骨架上无缝线槽的真空表皮定线工装的定位方法,包括以下步骤:
10.步骤1:通过左侧表皮v口、右侧表皮v口对位表皮初始位置;
11.步骤2:翻动缝线检测翻动板,使表皮缝线和缝线检测翻动板重合;
12.步骤3:通过真空吸盘吸附表皮,将骨架零件沿左侧骨架限位块、右侧骨架限位块上方滑入,放于工装底板上真空吸盘对应处,通过左侧骨架定位柱、右侧骨架定位柱定位骨架零件;
13.步骤4:人工施压缝线位置处的骨架零件,松懈真空,施压完成取件。
14.本发明通过固定表皮和骨架的相对位置,保障零件缝线位置的一致性。本发明使用真空原理固定表皮的相对位置,同时使用定位柱固定骨架的相对位置,以此来保障零件的一致性,同时定线工装功能原理简单易懂,操作性和维护性较强。
附图说明
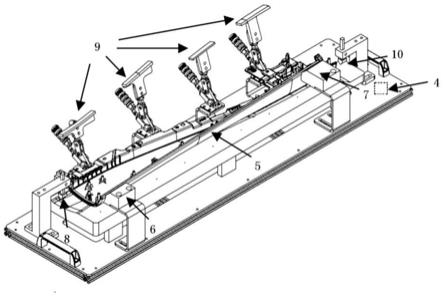
15.图1为本发明的结构示意图;
16.图2为本发明俯视图;
17.图3为本发明仰视图。
18.其中,1
‑
右侧骨架定位柱;2
‑
左侧骨架定位柱;3
‑
真空吸盘; 4
‑
真空接口(未画出);5
‑
骨架零件;6
‑
右侧骨架限位块;7
‑
左侧骨架限位块;8
‑
右侧表皮v口;9
‑
缝线检测翻动板;10
‑
左侧表皮 v口。
具体实施方式
19.下面结合附图和具体实施例对本发明作进一步的详细说明,便于清楚地了解本发明,但它们不对本发明构成限定。
20.如图1
‑
3所示,本发明一种解决注塑骨架上无缝线槽的真空表皮定线工装,包括工装底板,所述工装底板上设有用于与表皮上两端预留的v字形缺口对位的左侧表皮v口10和右侧表皮v 口8,所述工装底板上设有用于定位骨架零件5的左侧骨架定位柱2、右侧骨架定位柱1,所述工装底板上设有用于骨架零件5 放入的左侧骨架限位块7、右侧骨架限位块6;所述工装底板上布置多个覆盖表皮相应面积范围的真空吸盘3;所述工装底板侧面设有可翻转的缝线检测翻动板9。
21.所述真空吸盘3通过真空接口4连接真空发生器,并通过脚踏阀控制开闭。
22.所述线检测翻动板9的外轮廓与表皮缝线一致。
23.一种解决注塑骨架上无缝线槽的真空表皮定线工装的定位方法,包括以下步骤:
24.步骤1:通过左侧表皮v口10、右侧表皮v口8对位表皮初始位置;
25.步骤2:翻动缝线检测翻动板9,使表皮缝线和缝线检测翻动板9重合;
26.步骤3:通过真空吸盘3吸附表皮,将骨架零件5沿左侧骨架限位块7、右侧骨架限位块6上方滑入,放于工装底板上真空吸盘3对应处,通过左侧骨架定位柱2、右侧骨架定位柱1定位骨架零件5;
27.步骤4:人工施压缝线位置处的骨架零件5,松懈真空,施压完成取件。
28.即包括:放入表皮
→
对位左侧表皮v口、右侧表皮v口
→
翻动缝线检测板查看缝线
→
吸附真空
→
依据定位柱放入骨架零件
→
骨架零件沿骨架限位块滑入
→
人工施压松懈真空
→
施压完成取件。
29.本发明使用真空原理固定表皮相对位置,同时使用定位柱固定骨架相对位置,通过人工施压方式固定表皮缝线在骨架上的相对位置。
30.本发明通过初定位、检测、吸附,固定表皮的相对位置解决表皮无法定位难题;通过定位柱、限位块,固定骨架的相对位置;通过脚踏阀控制真空发生器,预留标准接口共用化。
31.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
技术特征:
1.一种解决注塑骨架上无缝线槽的真空表皮定线工装,包括工装底板,其特征在于:所述工装底板上设有用于与表皮上两端预留的v字形缺口对位的左侧表皮v口(10)和右侧表皮v口(8),所述工装底板上设有用于定位骨架零件(5)的左侧骨架定位柱(2)、右侧骨架定位柱(1),所述工装底板上设有用于骨架零件(5)放入的左侧骨架限位块(7)、右侧骨架限位块(6);所述工装底板上布置多个覆盖表皮相应面积范围的真空吸盘(3);所述工装底板侧面设有可翻转的缝线检测翻动板(9)。2.根据权利要求1所述的一种解决注塑骨架上无缝线槽的真空表皮定线工装,其特征在于:所述真空吸盘(3)通过真空接口(4)连接真空发生器,并通过脚踏阀控制开闭。3.根据权利要求1所述的一种解决注塑骨架上无缝线槽的真空表皮定线工装,其特征在于:所述线检测翻动板(9)的外轮廓与表皮缝线一致。4.根据权利要求1所述的一种解决注塑骨架上无缝线槽的真空表皮定线工装的定位方法,其特征在于:包括以下步骤:步骤1:通过左侧表皮v口(10)、右侧表皮v口(8)对位表皮初始位置;步骤2:翻动缝线检测翻动板(9),使表皮缝线和缝线检测翻动板(9)重合;步骤3:通过真空吸盘(3)吸附表皮,将骨架零件(5)沿左侧骨架限位块(7)、右侧骨架限位块(6)上方滑入,放于工装底板上真空吸盘(3)对应处,通过左侧骨架定位柱(2)、右侧骨架定位柱(1)定位骨架零件(5);步骤4:人工施压缝线位置处的骨架零件(5),松懈真空,施压完成取件。
技术总结
本发明公开了一种解决注塑骨架上无缝线槽的真空表皮定线工装及定位方法。它包括工装底板,所述工装底板上设有用于与表皮上两端预留的V字形缺口对位的左侧表皮V口和右侧表皮V口,所述工装底板上设有用于定位骨架零件的左侧骨架定位柱、右侧骨架定位柱,所述工装底板上设有用于骨架零件放入的左侧骨架限位块、右侧骨架限位块;所述工装底板上布置多个覆盖表皮相应面积范围的真空吸盘;所述工装底板侧面设有可翻转的缝线检测翻动板。本发明通过固定表皮和骨架的相对位置,保障零件缝线位置的一致性。致性。致性。
技术研发人员:龚德刚
受保护的技术使用者:东风延锋汽车饰件系统有限公司
技术研发日:2021.08.26
技术公布日:2021/12/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1