一种带螺纹的机织纤维增强筋及织造方法
1.本发明涉及纤维增强筋材料技术领域,特别涉及一种带螺纹的机织纤维增强筋,还涉及一种带螺纹的机织纤维增强筋的织造方法。
背景技术:
2.纤维增强筋,也称frp筋,由于质轻、拉伸强度高、耐腐蚀、无金属疲劳等优点,可取代钢筋用于建筑工程。现有的frp筋,都为拉挤筋,其增强纤维呈轴向分布,拉伸强度好,但是横向的抗挤压能力和抗剪强度都比较差。另外拉剂筋表面光滑,无凸起,在建筑中与灌浆材料的结合承力能力较差;无螺纹,不方便预应力时的锚固。
3.中国专利文件(申请号为200780052722.x,发明名称为纤维增强筋),很好地分析了螺纹筋的重要性,并指出了现有技术中两种螺纹的缺陷:(1)型,用机械加工的方法加工出螺纹,这样把增强纤维切断了,强度差;(2)型,模制的塑料螺纹,同样也是强度差。这个专利的解决方案是用两束螺旋交叉缠绕的纤维捆绑中间的纵向纤维,使得“在每个缠绕纤维带之间有一部分纵向纤维受挤压和向外凸出”。
4.公知的,对于膨松的富于弹性的棉、毛类纤维束,会在捆绑后产生这样的凸出效果;对于碳纤维、玻璃纤维、玄武岩纤维这样的增强纤维,则完全不会产生凸出,特别是在纵向纤维拉紧的状态下。另外,上述专利说明书也记载了“通常,缠绕纤维沿每个方向可以间开大约1至3英寸”,这个尺寸作为螺纹的螺距显然比较大,鉴于此,这个专利所提技术方案,并不能解决技术问题“在采矿、建筑和其它行业中需要一种复合材料棒和螺母紧固系统,该棒和螺母具有完全螺纹特征,而没有在上述段中所述的类型(1)和(2)的缺点”。
技术实现要素:
5.本发明旨在至少在一定程度上解决现有技术中的上述技术问题之一。为此,本发明实施例提供一种带螺纹的机织纤维增强筋,利于锚固,同时能提高横向强度和抗剪强度。
6.本发明实施例还提供一种带螺纹的机织纤维增强筋的织造方法。
7.根据本发明第一方面的实施例,提供一种带螺纹的机织纤维增强筋,包括增强筋本体,所述增强筋本体包括内芯部分,所述内芯部分包括多根芯部丝束,所述芯部丝束的走向与所述增强筋本体的轴向一致;经纱部分,所述经纱部分包括多根经纱丝束,所述经纱丝束在所述内芯部分的外围圆周均匀密布排列,所述经纱丝束的走向与所述增强筋本体的轴向一致;以及纬纱部分,纬纱部分包括至少一根纬纱丝束,所述纬纱丝束沿所述内芯部分的外围圆周向螺旋分布,所述纬纱丝束与所述经纱丝束交织,以形成紧密机织交织组织,所述紧密机织交织组织形成螺旋状的螺纹凸部及螺纹凹部。
8.上述机织纤维增强筋,至少具有以下有益效果:增强筋本体的表面,做出经纱丝束和纬纱丝束交织的紧密机织交织组织,这个紧密机织交织组织形成螺旋状的螺纹凸部及螺纹凹部,可以有效提高与灌浆材料的结合承力。且由于有连续的且与增强筋本体纤维紧密结合的增强纤维交织而成,可以承受很大的拉力,可以用于增强筋本体的预应力锚固,同时
由于存在圆周向缠绕的纤维分布,提高了增强筋本体的横向强度和抗剪强度。
9.根据本发明第一方面的实施例,所述芯部丝束、所述经纱丝束及所述纬纱丝束采用高性能复合材料纤维,所述高性能复合材料纤维为碳纤维、玻璃纤维、玄武岩纤维、芳纶纤维、超高分子量聚乙烯纤维、石英纤维、陶瓷纤维、金属纤维中的一种或多种混合。
10.根据本发明第一方面的实施例,所述芯部丝束、所述经纱丝束及所述纬纱丝束采用高性能复合材料纤维,所述高性能复合材料纤维为出厂原丝、机织加工丝束、编织加工丝束的其中一种或多种混合。
11.根据本发明第一方面的实施例,所述紧密机织交织组织为平纹组织、斜纹组织、缎纹组织的其中一种或多种混合,还可以采用其它需要的机织组织。
12.根据本发明第一方面的其中一种实施例,所述纬纱丝束为一根,所述纬纱丝束为第一纬纱丝束,所述第一纬纱丝束通过与所述经纱丝束交织,以形成所述紧密机织交织组织,所述第一纬纱丝束与交织的经纱丝束共同形成了所述螺纹凸部,相邻两个所述螺纹凸部之间的所述经纱丝束形成所述螺纹凹部。进一步的,所述经纱丝束采用截面为扁平形状的丝束,所述第一纬纱丝束采用截面为圆形的丝束。
13.根据本发明第一方面的另一种实施例,所述纬纱丝束为两根,两根所述纬纱丝束分别为第一纬纱丝束和第二纬纱丝束,所述第一纬纱丝束和所述第二纬纱丝束交错沿所述内芯部分的外围圆周向螺旋分布,以形成所述紧密机织交织组织;所述第一纬纱丝束与所述经纱丝束交织,以形成了所述螺纹凸部;所述第二纬纱丝束与所述经纱丝束交织,以形成了所述螺纹凹部,进一步的,所述经纱丝束采用截面为扁平形状的丝束,所述第一纬纱丝束采用截面为圆形的丝束,所述第二纬纱丝束采用截面为扁平形状的丝束。
14.根据本发明第二方面的实施例,提供一种带螺纹的机织纤维增强筋的织造方法,用于织造本发明第一方面实施例所述的带螺纹的机织纤维增强筋,包括以下步骤:
15.s1,上机:芯部丝束与经纱丝束采用带张力控制的纱架供纱,纱架沿圆周均匀分布,芯部丝束直接引入织物牵引装置固定,经纱丝束穿过电子提花开口装置控制的综丝的综眼引入织物牵引装置固定;两台以上可独立驱动的电子提花开口装置沿圆周均匀分布,可实现两个以上分区开口;第一纬纱丝束缠绕在纡管置入梭,梭为可在梭道上运动的梭车,梭放在梭道上的分区边缘;
16.s2,开机:织机按顺序实现分区的“开口——引纬——闭口——打纬——牵引”;织机顶视视角,梭逆时针运动以织出正螺纹,或顺时针运动以织出反螺纹;
17.s3,织物牵引装置与梭的运动配合:梭完成一圆周,织物牵引装置完成一个螺距d的牵引量;
18.s4,循环执行步骤s2。
19.上述带螺纹的机织纤维增强筋的织造方法,至少具有以下有益效果:通过对一根纬纱丝进行单梭机织的,能织造出一根纬纱交织螺纹的机织纤维增强筋,纬纱丝束与经纱丝束的交织,不只形成了螺旋状的螺纹凸部及螺纹凹部,而且由于圆周向纤维分布的存在,提高了筋的横向强度和抗剪强度。
20.根据本发明第三方面的实施例,提供一种带螺纹的机织纤维增强筋的织造方法,用于织造本发明第一方面实施例所述的带螺纹的机织纤维增强筋,包括以下步骤:
21.s1,上机:芯部丝束与经纱丝束采用带张力控制的纱架供纱,纱架沿圆周均匀分
布,芯部丝束直接引入织物牵引装置固定,经纱丝束穿过电子提花开口装置控制的综丝的综眼引入织物牵引装置固定;四台以上偶数台可独立驱动的电子提花开口装置沿圆周均匀分布,可实现四个以上偶数个分区开口;第一纬纱丝束缠绕在第一纡管置入第一梭,第一梭为可在梭道上运动的梭车;第二纬纱丝束缠绕在第二纡管置入第二梭,第二梭为可在梭道上运动的梭车;第一梭和第二梭分别放置在梭道上相对的两个分区边缘,放置第一梭的分区和放置第二梭的分区圆周相位差180
°
;
22.s2,开机:织机按顺序实现分区的“开口——引纬——闭口——打纬——牵引”;织机顶视视角,第一梭和第二梭逆时针运动以织出正螺纹,或顺时针运动以织出反螺纹;
23.s3,织物牵引装置与第一梭及第二梭的运动配合:第一梭或第二梭完成一圆周,织物牵引装置完成一个螺距d的牵引量;
24.s4,循环执行步骤s2。
25.上述带螺纹的机织纤维增强筋的织造方法,至少具有以下有益效果:通过对两根纬纱丝束进行双梭机织,两根纬纱丝束需要第一梭和第二梭同时运行,且双梭相位差180度,能织造出两根纬纱丝束交织螺纹的机织纤维增强筋,纬纱丝束与经纱丝束的交织,不只形成了螺旋状的螺纹凸部及螺纹凹部,而且由于圆周向纤维分布的存在,提高了筋的横向强度和抗剪强度。
附图说明
26.下面结合附图和实施例对本发明进一步地说明;
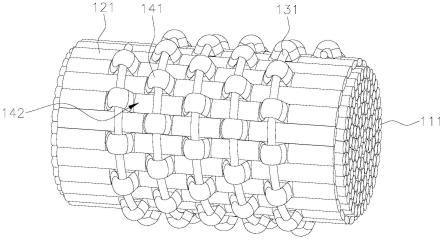
27.图1是本发明实施例带螺纹的机织纤维增强筋的第一种结构的透视图;
28.图2是圆织机单梭织制示意图;
29.图3是单梭运行四分区开口时序图;
30.图4是本发明实施例带螺纹的机织纤维增强筋的第二种结构的透视图;
31.图5是圆织机双梭织制示意图;
32.图6是双梭运行八分区开口时序图。
具体实施方式
33.本部分将详细描述本发明的具体实施例,本发明之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本发明的每个技术特征和整体技术方案,但其不能理解为对本发明保护范围的限制。
34.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
35.在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
36.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所
属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
37.参照图1和图4,出示了一种带螺纹的机织纤维增强筋,包括增强筋本体,增强筋本体包括内芯部分、经纱部分以及纬纱部分。
38.内芯部分包括多根芯部丝束111,芯部丝束111的走向与增强筋本体的轴向一致。
39.经纱部分包括多根经纱丝束121,经纱丝束121在内芯部分的外围圆周均匀密布排列,经纱丝束121的走向与增强筋本体的轴向一致。
40.纬纱部分包括至少一根纬纱丝束,纬纱丝束沿内芯部分的外围圆周向螺旋分布,纬纱丝束与经纱丝束121交织,以形成紧密机织交织组织,紧密机织交织组织形成螺旋状的螺纹凸部141及螺纹凹部142。
41.本领域技术人员知晓,机织纤维增强筋常规的制作方法通常包括“纤维预制体制作”及“基础材料的浸润、填充、固化”,本实施例主要针对“纤维预制体制作”部分进行改进。“基础材料的浸润、填充、固化”部分,是机织纤维增强筋经过基础材料的浸润、填充、固化,得到带螺纹的增强筋,其中,基础材料为聚合物材料、金属材料、陶瓷材料中的一种或多种混合。
42.在一些实施例中,紧密机织交织组织为平纹组织、斜纹组织、缎纹组织的其中一种或多种混合,还可以采用其它需要的组织。
43.其中,上述芯部丝束、经纱丝束及纬纱丝束,采用的是高性能复合材料纤维,高性能复合材料纤维为碳纤维、玻璃纤维、玄武岩纤维、芳纶纤维、超高分子量聚乙烯纤维、石英纤维、陶瓷纤维、金属纤维中的一种或多种混合。
44.可以理解的是,在应用中,碳纤维、玻璃纤维、玄武岩纤维等高性能复合材料纤维虽然具有强度高的特点,但是确难以加工出螺纹,与灌浆材料的结合。本发明实施例中,增强筋本体的表面,做出经纱丝束121和纬纱丝束交织的紧密机织交织组织,这个紧密机织交织组织形成螺旋状的螺纹凸部及螺纹凹部,可以有效提高与灌浆材料的结合承力。且由于有连续的且与增强筋本体纤维紧密结合的增强纤维交织而成,可以承受很大的拉力,可以用于增强筋本体的预应力锚固,同时由于存在圆周向缠绕的纤维分布,提高了增强筋本体的横向强度和抗剪强度。
45.芯部丝束、经纱丝束及纬纱丝束采用高性能复合材料纤维,高性能复合材料纤维为出厂原丝、机织加工丝束、编织加工丝束的其中一种或多种混合。
46.参照图1,出示了带螺纹的机织纤维增强筋的第一种结构。
47.具体的,纬纱丝束为一根,纬纱丝束为第一纬纱丝束131,第一纬纱丝束131通过与经纱丝束121交织,以形成紧密机织交织组织。
48.图1中出示的紧密机织交织组织为一上一下的平纹组织,具体是通过经纱丝束121一上一下与第一纬纱丝束131交织形成;经纱丝束121与第一纬纱丝束131的交织共同形成了螺纹凸部141,相邻两个螺纹凸部141之间的经纱丝束121形成螺纹凹部142。本领域技术人员在具体设计带螺纹的机织纤维增强筋的第一种结构时,可以对经纱丝束121与第一纬纱丝束131的具体交织方式进行设计。
49.经纱丝束121采用截面为扁平形状的丝束,第一纬纱丝束131采用截面为圆形的丝束,经纱丝束121和第一纬纱丝束131的形状选择可以增强紧密机织交织组织的凹凸效果。
50.实际织制的时候,由于经纱丝束121采用大张力织造,经纱丝束121在螺纹凸部141的部分,纤维会更加趋向散开。
51.图1中,第一纬纱丝束131的左侧端头为起始端,可以看出引纬路径为沿圆周逆时针旋转,在引纬的同时牵引装置轴向位移,引纬一周牵引位移量为一个螺距d,由此织出正螺纹。反之,若引纬路径为顺时针旋转,则可织出反螺纹。
52.图2是圆织机单梭织制示意图,为织机顶视视角视图。图中,四台电子提花开口装置210,圆周分布,编号顺序为逆时针,四台电子提花开口装置210分别为1号电子提花开口装置211、2号电子提花开口装置212、3号电子提花开口装置213以及4号电子提花开口装置214。其中,划分了圆周角度分区示意线251,整个圆环形分为了四个开口分区,其分区编号与电子提花开口装置对应,即1号电子提花开口装置211对应1分区,余类推。
53.这些电子提花开口装置,都是具有独立电驱动的开口装置,可以实现独立的分区开口;虽然理论上两个分区(即一开口区,一闭口区)就可以实现交替连续织造,但是电子提花开口装置从开口状态运动到闭口状态是需要时间的,工程上以四个分区较好,即在开口区与闭口区之间设置过渡区;分区开口有利于圆形梭道上梭车的连续运动,还可以支持多梭织造;关于分区开口及多梭织造可参见中国专利申请文件(申请号为201710225077.2,发明创造名称为一种大型织造系统的波型开口装置)。
54.采用带张力控制的纱架提供织物的轴向纱线,纱架圆周分布在织机外围(图中未绘出纱架),织物的轴向纱线包括芯部丝束111和经纱丝束121,芯部丝束不参与交织,故直接引入织物牵引装置241固定,经纱丝束121穿过提花综丝的综眼引入织物牵引装置241固定。
55.梭道231可采用筘片式环形梭道,梭220在此梭道231上运动,图2中用s表示梭220,梭220通常为带动力的梭车。圆周分布的轴向纱线,包括芯部丝束111和经纱丝束121,全部汇聚于织物牵引装置241并由其固定并牵引位移,由于负责供应纱线的纱架是带有张力控制的,纱架与织物牵引装置241之间构成了轴向纱线的张力。为了织制高密度的纤维筋,应采用较大张力。梭220是沿环形的梭道231梭道圆周运动的,因此纬纱丝束对于轴向的纱线丝束形成了缠绕捆绑,也需要保持较大的纬纱张力,以提高筋的纤维密度。
56.图3是单梭运行四分区开口时序图,从左至右依次是四个分区,下方为分区标号;位置高的横线表示开口区,位置低的横线表示闭口区,中间位置的横线表示过渡区;左侧为角度分区,例如0-90
°
分区,1分区为开口区,梭220在1分区;余类推。从时序图可以看出梭运动一周的织造过程。
57.结合图2和图3,本实施例中,还出示了一种带螺纹的机织纤维增强筋的织造方法,用于织造上述单根纬纱丝束的带螺纹的机织纤维增强筋,包括以下步骤:
58.s1,上机:芯部丝束111与经纱丝束121采用带张力控制的纱架供纱,纱架沿圆周均匀分布,芯部丝束111直接引入织物牵引装置241固定,经纱丝束121穿过电子提花开口装置控制的综丝的综眼引入织物牵引装置241固定;
59.两台以上可独立驱动的电子提花开口装置210沿圆周均匀分布,可实现两个以上分区开口;
60.第一纬纱丝束131缠绕在纡管置入梭220,梭220为可在梭道231上运动的梭车,梭220放在梭道231上的分区边缘;
61.s2,开机:织机按顺序实现分区的“开口——引纬——闭口——打纬——牵引”;织机顶视视角,梭220逆时针运动以织出正螺纹,或顺时针运动以织出反螺纹;
62.s3,织物牵引装置241与梭220的运动配合:梭220完成一圆周,织物牵引装置241完成一个螺距d的牵引量;
63.s4,循环执行步骤s2。
64.参照图4,出示了带螺纹的机织纤维增强筋的第二种结构。
65.具体的,纬纱丝束为两根,两根纬纱丝束分别为第一纬纱丝束131和第二纬纱丝束132,两根纬纱丝束交错沿内芯部分的外围圆周向螺旋分布,以形成紧密机织交织组织。
66.第一纬纱丝束131与经纱丝束交织,以形成了螺纹凸部141。如图4,经纱丝束121采用四上一下的方式与第一纬纱丝束131进行交织,两者共同形成螺纹凸部141;在其它实施例中,经纱丝束121可采用五上一下、六上一下等方式进行,同样能与第一纬纱丝束131进行交织从而形成螺纹凸部141。经纱丝束121采用截面为扁平形状的丝束,第一纬纱丝束131采用截面为圆形的丝束,如此能进一步增强紧密机织交织组织的螺纹凸部141的凸出效果。当然,经纱丝束121和第一纬纱丝束131可以采用其它截面的丝束,例如第一纬纱丝束131可以采用椭圆截面的丝束。
67.第二纬纱丝束132与经纱丝束交织,以形成了螺纹凹部142。如图4,经纱丝束121采用四下一上的方式与第二纬纱丝束132进行交织,两者共同形成螺纹凹部142;在其它实施例中,经纱丝束121可采用五下一上、六下一上等方式进行,同样能与第二纬纱丝束132进行交织从而形成螺纹凹部142。经纱丝束121采用截面为扁平形状的丝束,第二纬纱丝束132采用截面为扁平形状的丝束,如此能进一步增强紧密机织交织组织的螺纹凹部142的凹下效果。
68.上述两种结构的带螺纹的机织纤维增强筋的对比如下:
69.双根纬纱丝束的带螺纹的机织纤维增强筋中,设置两根纬纱丝束的用意是:螺纹凹部中,用第二纬纱丝束缠绕,可以形成向下(即朝向内部)压紧经纱丝束的力,是抱紧力,且可以获得平坦的凹部。
70.而一根纬纱丝束的带螺纹的机织纤维增强筋中,螺纹凹部是倾斜的经纱丝束交叉形成的,在经纱丝束轴向张紧的时候,倾斜的经纱丝束会有向上(即朝向外部)的力,是分离力,是不好的。这种螺纹的凹凸比做不大,因为螺纹凸部越高,螺纹凹部位置的经纱丝束就越倾斜,也跟着升高了。
71.采用两根纬纱丝束的织制方案,可以使得机织螺纹有更好的承受外力的特性,但是对织制设备及织制工艺有更高的要求,最好用八台独立驱动的电子提花开口装置,实现圆周八分区开口,才能同时容纳两个梭的连续运行,织出两根纬纱丝束的机织螺纹。
72.具体的,如图4,第一纬纱丝束131和第二纬纱丝束132的左侧端头为起始端,可以看出引纬路径为沿圆周逆时针旋转,在引纬的同时牵引装置轴向位移,引纬一周牵引位移量为一个螺距d,由此织出正螺纹。反之,若引纬路径为顺时针旋转,则可织出反螺纹。第二纬纱丝束132与第一纬纱丝束131间隔半个螺距,对于圆周运动的梭来说,圆周相位相差180度就是半个螺距,所以在织制的时候,这两个梭始终是在对侧分区(相位相差180度)运行。
73.图5为圆织机双梭织制示意图,为织机顶视视角视图。图中,八台电子提花开口装置210,圆周分布,编号顺序为逆时针,八台电子提花开口装置210分别为1号电子提花开口
装置211、2号电子提花开口装置212、3号电子提花开口装置213、4号电子提花开口装置214、5号电子提花开口装置215、6号电子提花开口装置216、7号电子提花开口装置217及8号电子提花开口装置218。其中,划分了圆周角度分区示意线251,整个圆环形分为了八个开口分区,其分区编号与电子提花开口装置对应,即1号电子提花开口装置211对应1分区,余类推。
74.这些电子提花开口装置,都是具有独立电驱动的开口装置,可以实现独立的分区开口;采用带张力控制的纱架提供织物的轴向纱线,纱架圆周分布在织机外围(图中未绘出),织物的轴向纱线包括芯部丝束111和经纱丝束121,芯部丝束不参与交织,故直接引入织物牵引装置241固定,经纱丝束121穿过提花综丝的综眼引入织物牵引装置241固定。
75.梭道231可采用筘片式环形梭道,第一梭221与第二梭222在此梭道231上运动,图5中用s1表示第一梭221,用s2表示第二梭222,第一梭221和第二梭222分别为带动力的梭车。图5中,第一梭221在1分区边沿,第二梭222在5分区边沿,第一梭221与第二梭222在对侧分区,相位相差180度。如图5,1号电子提花开口装置211对应1分区,5号电子提花开口装置215对应5分区。
76.圆周分布的轴向纱线,包括芯部丝束111和经纱丝束121,全部汇聚于织物牵引装置241并由其固定并牵引位移,由于负责供应纱线的纱架是带有张力控制的,纱架与织物牵引装置241之间构成了轴向纱线的张力。为了织制高密度的纤维筋,应采用较大张力。第一梭221与第二梭222是沿环形的梭道231圆周运动的。
77.图6是为双梭运行八分区开口示意图,从左至右依次是八个分区,下方为分区标号;位置高的横线表示开口区,位置低的横线表示闭口区,中间位置的横线表示过渡区;左侧为角度分区,例如0-45
°
分区,1分区和5分区为开口区,第一梭221在1分区,第二梭222在5分区;余类推。从时序图可以看出双梭运动一周的织造过程。
78.结合图5和图6,本实施例中,还出示了一种带螺纹的机织纤维增强筋的织造方法,用于织造上述双根纬纱丝束的带螺纹的机织纤维增强筋,包括以下步骤:
79.s1,上机:芯部丝束111与经纱丝束121采用带张力控制的纱架供纱,纱架沿圆周均匀分布,芯部丝束111直接引入织物牵引装置241固定,经纱丝束121穿过电子提花开口装置控制的综丝的综眼引入织物牵引装置241固定;四台以上偶数台可独立驱动的电子提花开口装置210沿圆周均匀分布,可实现四个以上偶数个分区开口;第一纬纱丝束131缠绕在第一纡管置入第一梭221,第一梭221为可在梭道上运动的梭车;第二纬纱丝束132缠绕在第二纡管置入第二梭222,第二梭222为可在梭道231上运动的梭车;第一梭221和第二梭222分别放置在梭道上相对的两个分区边缘,放置第一梭的分区和放置第二梭的分区圆周相位差180
°
,参考图5和图6,第一梭221放置在1分区边沿,第二梭222放置在5分区边沿;
80.s2,开机:织机按顺序实现分区的“开口——引纬——闭口——打纬——牵引”;织机顶视视角,第一梭221和第二梭222逆时针运动以织出正螺纹,或顺时针运动以织出反螺纹;
81.s3,织物牵引装置241与第一梭221及第二梭222的运动配合:第一梭221及第二梭222完成一圆周,织物牵引装置241完成一个螺距d的牵引量;
82.s4,循环执行步骤s2。
83.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作
出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1