真空绝热板超短玻璃纤维毡的均匀成网装置的制作方法
本技术涉及一种保温材料,尤其涉及真空绝热板。
背景技术:
1、真空绝热板(vip板)是英文vacuum insu lation panel的简称,是真空保温材料中的一种。这种真空绝热板芯材主要由玻璃纤维短切丝材料组成。玻璃纤维需要在设备中均匀的铺网成型,制备真空绝热板采用梳理工艺,连续生产普遍导热系数2.2~3.5mw/m.k,导热系数比较偏高,同时15mm以下短切丝时,梳理机无法抓取和梳理,网帘成网后进入铺网机堆叠容易断裂,无法形成完整的板面铺网成型。并且传统梳理成网方式产量低,成网不均匀、各向受力不均衡,主要适用于长纤维的成网。
技术实现思路
1、本实用新型所要解决的主要技术问题是提供一种装置,运用气流成网的原理,实现真空绝热板超短玻璃纤维毡的制备。同时预成网机保证实时均衡克重的稳定输入,通过均匀称重机的数据反馈,保证预成网机输出喂入量的恒定。
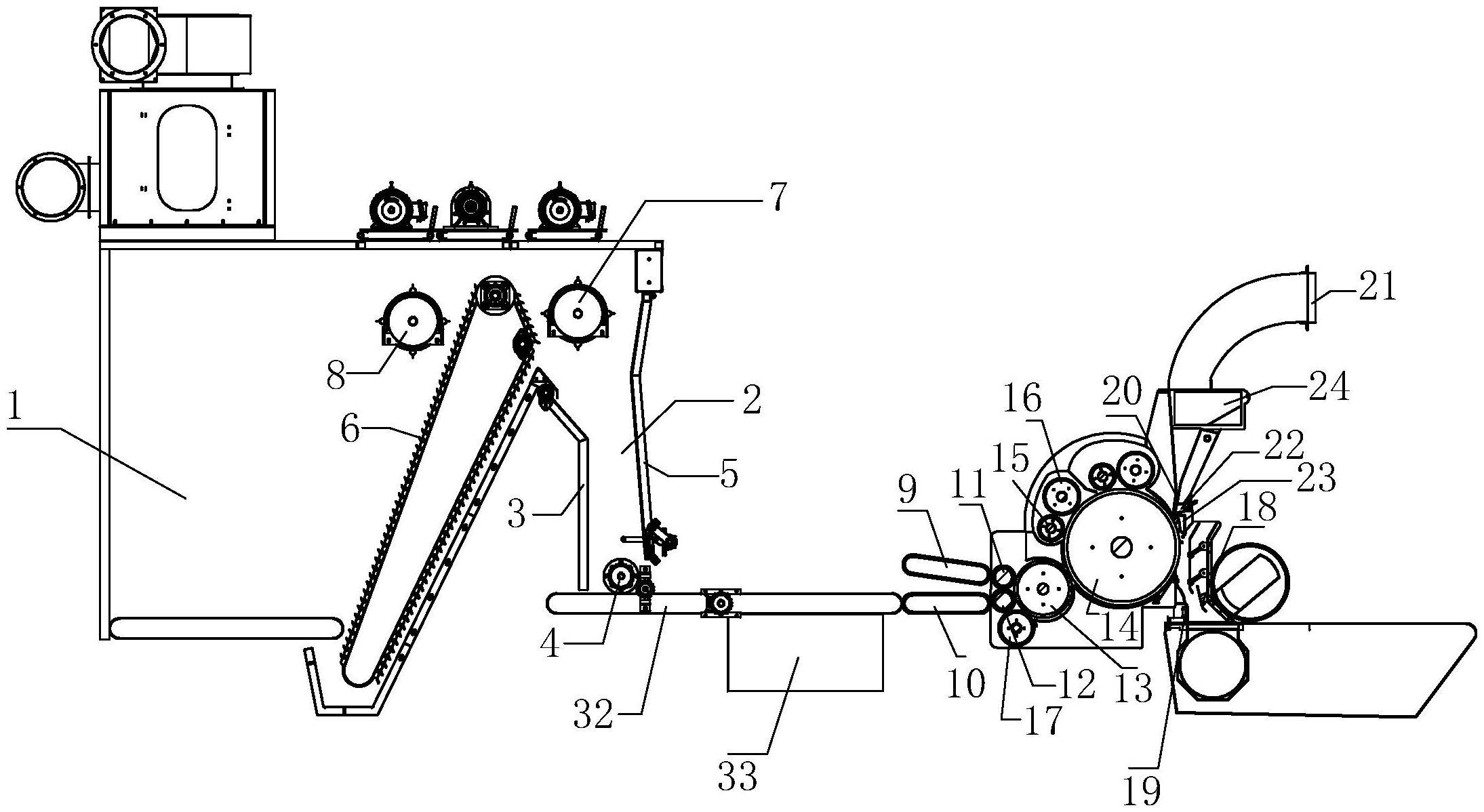
2、为了解决上述的技术问题,本实用新型提供了真空绝热板超短玻璃纤维毡的均匀成网装置,包括依次连接的粗开松、精开松机和输料风机,所述输料风机的出风口连通棉仓大箱;所述棉仓大箱通过脚钉帘输与预成网机的振动棉仓连通,所述振动棉仓中设置有左右摆动的振动板;所述振动棉仓通过输出帘子将玻璃纤维短切丝经过上下皮帘进入气流成网机中,上下皮帘的夹角φ
3、=15°~30°
4、所述气流成网机包括上下一对的罗拉,所述罗拉上设置有第一针布,上罗拉提供弹簧预紧力f=350~550n;罗拉的出口处设置有刺辊;刺辊上设置有第二针布,刺辊和罗拉之间隔距1-2.5mm;
5、所述刺辊的后方设置有主锡林,主锡林的转动方向和刺辊相反,刺辊和主锡林之间隔距0.30~0.50mm;主锡林的周向外侧设置有两个工作辊和两个转移辊;工作辊和转移辊交替设置;工作辊和主锡林之间隔距0.25~0.40mm;转移辊和主锡林之间隔距0.25~0.40mm;剥取辊和工作辊之间隔距0.35~0.55mm;刺辊底部为托辊;托辊和刺辊的转动方向相反,托辊和主锡林之间隔距0.25~0.40mm,托辊和下罗拉之间隔距为0.40~0.60mm;主锡林的周向外侧还设置有两组分梳辊,两组分梳辊之间设置隔板,隔板底部和主锡林之间隔距0.65~0.95mm,并且隔板和主锡林之间开口为v型结构;
6、玻璃纤维短切丝通过分梳辊分梳后,进入出棉导向板;所述出棉导向板开口为v型开口,开口小的一侧靠近主锡林,并且与主锡林的隔距为3~5mm;
7、上吹横风系统设置在出棉导向板的出口处;上吹横风系统外接两个风机,每个风机风量7750~11800m3/h。
8、在一较佳实施例中:所述棉仓大箱内设置有光电感应器。
9、在一较佳实施例中:所述输料风机通过涡壳器开口喂入至预成网机入口;所述玻璃纤维短切丝在经过预成网机入口时通过凝棉器泄压装置进行泄压。
10、在一较佳实施例中:所述预成网机内在脚钉帘的两侧分别设置前打手和后打手;所述后打手和前打手的转动方向相反。
11、在一较佳实施例中:秤重机通过纤维网的实时监控并测量输出帘子上纤维的克重;
12、预成网机输出帘的速度v1、秤重机的速度v2、上下皮帘的速度v3具备如下比例关系v1=0.85~0.95v2,v3=1.08~1.15v2;v2=1.7~2.2m/mi n。
13、在一较佳实施例中:所述刺辊逆时针旋转,线速度v=400~450m/s。
14、在一较佳实施例中:所述上吹横风系统的出风口通过旋转挡板调节出口风速v出风口,主锡林线速度v主锡林,v出风口=1.8~3.0v主锡林。
15、在一较佳实施例中:所述上吹横风系统的出风口设置有高速喷气流组件;高速喷气流组件的高压喷气流速度为45~65m/s,喷射气流和垂直方向速度的夹角为65°~75°,高速喷气流组件的侧边设置湿度传感器。
16、在一较佳实施例中:所述高速喷气流组件的高压喷气喷嘴横向对称设置,每个喷嘴设置调速阀。
17、在一较佳实施例中:所述高速喷气流组件设置热加湿口,加湿流量26kg/h,加湿温度65~75℃,除静电剂和水比例8‰~1%。
18、在一较佳实施例中:所述上吹横风系统内设置有均风箱;均风箱中的均风挡板沿着长度方向间隔设置将匀风箱划分为若干个区域,每个区域装有风速传感器,通过均风挡板调整风速。
19、在一较佳实施例中:所述成网机的底部设置有弧度板,所述弧度板沿着轴心具有转动自由度;所述弧度板的上端面为梯形斜面,斜面角度50°-65°;
20、所述弧度板与弧度板支撑组件连接,所述弧度板支撑组件在水平方向和高度方向上具有平移自由度;所述弧度板的边缘口和弧度板支撑组件的上平面平齐。
21、在一较佳实施例中:所述成网机的底部设置有纤维流浓度调节罩板,与弧度板之间形成一定间隙,用于调整纤维流的密度。
22、相较于现有技术,本实用新型的技术方案具备以下有益效果:
23、本实用新型提供了真空绝热板超短玻璃纤维毡的均匀成网装置,和传统的成网方式不同的是,气流成网方式制取的纤网,纤维在纤网,呈三维分布,结构上属于杂乱度较高的纤网,物理机械性能上基本显小各向同性的特点,在任意方向上都具有抗拉伸或抗剪切的强度和刚度。具备以下优势:
24、1)制备的量产真空绝热板玻璃纤维毡导热系数低1.2~1.5mw/m.k。
25、2)连续生产能力强,产量高,单机能够到达350~550kg/h连续稳定运行。
26、3)生产的玻璃纤维毡均匀性好。
27、4)成网纤维空间三维分布,交织力强,抗拉好,和铺网机连续不会断网和拉裂现象。
28、5)克重范围实用广80~550g/m2,满足不同的克重指标。
29、6)维护方便、维护成本低,操作方便。
30、7)成网流道中采用高速雾化空气流补偿工艺,纤维交织能力强,不会产生棉团、云斑等现象,均匀性指标好。
31、8)本实用新型制作的真空绝热板玻璃纤维毡同比于气流成网密度要低,制成的玻璃纤维毡密度240~265kg/m3,而采用梳理工艺为密度320~355kg/m3,不仅仅生产成本更低,而且能制成更低导热系数的产品,均匀程度好。纤维呈三维空间分布,梳理工艺纤维具有明显的单向性。
技术特征:
1.真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于包括依次连接的粗开松、精开松机和输料风机,所述输料风机的出风口连通棉仓大箱;所述棉仓大箱通过脚钉帘输与预成网机的振动棉仓连通,所述振动棉仓中设置有左右摆动的振动板;所述振动棉仓通过输出帘子将玻璃纤维短切丝经过上下皮帘进入气流成网机中,上下皮帘的夹角φ=15°~30°
2.根据权利要求1所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:所述棉仓大箱内设置有光电感应器。
3.根据权利要求1所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:所述输料风机通过涡壳器开口喂入至预成网机入口;所述玻璃纤维短切丝在经过预成网机入口时通过凝棉器泄压装置进行泄压。
4.根据权利要求1所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:所述预成网机内在脚钉帘的两侧分别设置前打手和后打手;所述后打手和前打手的转动方向相反。
5.根据权利要求1所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:秤重机通过纤维网的实时监控并测量输出帘子上纤维的克重;
6.根据权利要求1所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:所述刺辊逆时针旋转,线速度v=400~450m/s。
7.根据权利要求1所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:所述上吹横风系统的出风口通过旋转挡板调节出口风速v出风口,主锡林线速度v主锡林,v出风口=1.8~3.0v主锡林。
8.根据权利要求1所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:所述上吹横风系统的出风口设置有高速喷气流组件;高速喷气流组件的高压喷气流速度为45~65m/s,喷射气流和垂直方向速度的夹角为65°~75°,高速喷气流组件的侧边设置湿度传感器。
9.根据权利要求8所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:所述高速喷气流组件的高压喷气喷嘴横向对称设置,每个喷嘴设置调速阀。
10.根据权利要求8所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:所述高速喷气流组件设置热加湿口,加湿流量26kg/h,加湿温度65~75℃,除静电剂和水比例8‰~1%。
11.根据权利要求1所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:所述上吹横风系统内设置有均风箱;均风箱中的均风挡板沿着长度方向间隔设置将匀风箱划分为若干个区域,每个区域装有风速传感器,通过均风挡板调整风速。
12.根据权利要求1所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:所述成网机的底部设置有弧度板,所述弧度板沿着轴心具有转动自由度;所述弧度板的上端面为梯形斜面,斜面角度50°-65°;
13.根据权利要求12所述的真空绝热板超短玻璃纤维毡的均匀成网装置,其特征在于:所述成网机的底部设置有纤维流浓度调节罩板,与弧度板之间形成一定间隙,用于调整纤维流的密度。
技术总结
本技术提供了真空绝热板超短玻璃纤维毡的均匀成网装置,包括依次连接的粗开松、精开松机和输料风机,输料风机的出风口连通棉仓大箱;棉仓大箱通过脚钉帘输与预成网机的振动棉仓连通,振动棉仓中设置有左右摆动的振动板;振动棉仓通过输出帘子将玻璃纤维短切丝经过上下皮帘进入气流成网机中,气流成网机包括上下一对的罗拉,罗拉上设置有第一针布;罗拉的出口处设置有刺辊;刺辊上设置有第二针布;刺辊的后方设置有主锡林,主锡林的转动方向和刺辊相反;主锡林的周向外侧设置有两个工作辊和两个转移辊;工作辊和转移辊交替设置;工刺辊底部为托辊;托辊和刺辊的转动方向相反;主锡林的周向外侧还设置有两组分梳辊,两组分梳辊之间设置隔板。
技术研发人员:邹春毅,华坤龄,谢克辉,巫小龙
受保护的技术使用者:福建建壹真空科技有限公司
技术研发日:20221222
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!