三尖织物自动生产设备及生产方法与流程
本发明涉及纺织机械设备,特别是涉及一种三尖织物自动生产设备及生产方法。
背景技术:
1、在服装生产过程中,需要生产一种三尖织物,其是由方形的裁片进行折叠而成,外形为三角形。目前,三尖织物的生产需要人工将织带剪切成段,得到方形的裁片,再将方形的裁片进行折叠,然后将折叠好的织物放入压烫机进行压烫定型。然而,这种传统的生产方式需要大量重复性劳动,人力成本高,生产效率较低。
技术实现思路
1、基于此,有必要提供一种三尖织物自动生产设备及生产方法,以降低人力成本、提高生产效率。
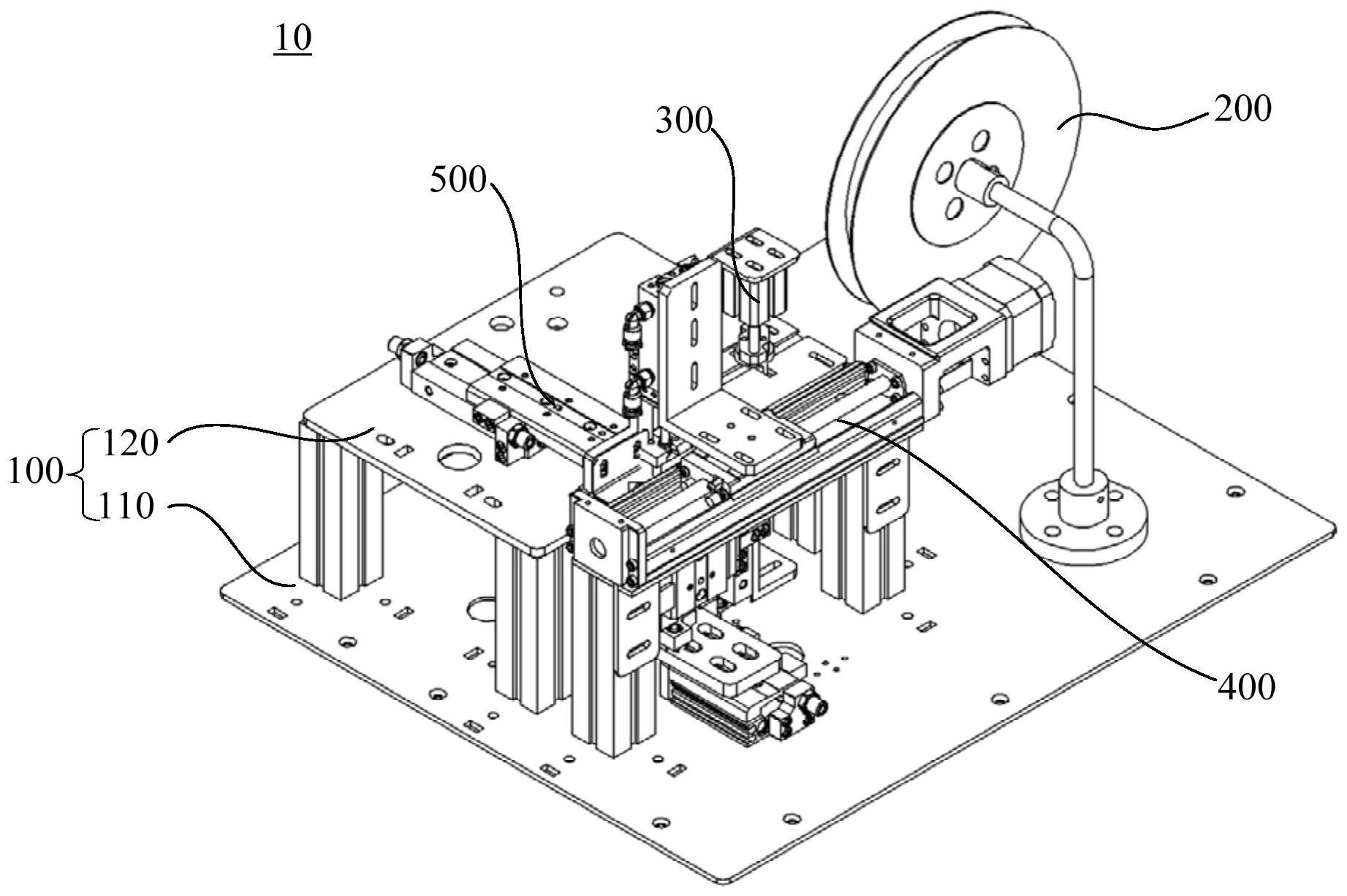
2、一种三尖织物自动生产设备,包括:
3、安装座,设有烫折工位;
4、储料装置,设置在所述安装座上,所述储料装置用于放置料卷;
5、分割装置,设置在所述安装座上,所述分割装置用于对从所述料卷引出的织带进行分割,得到待加工裁片;
6、送料装置,设置在所述安装座上,所述送料装置用于牵引所述织带,并将所述待加工裁片输送至所述烫折工位;以及
7、烫折装置,设置在所述安装座上,所述烫折装置包括折叠组件以及压烫组件,所述折叠组件用于对所述烫折工位上的待加工裁片进行折叠,得到折叠裁片,所述压烫组件用于对所述折叠裁片进行压烫。
8、在其中一个实施例中,所述分割装置包括限位机构、压紧机构以及热熔机构;
9、所述限位机构设置在所述安装座上,所述限位机构朝向所述安装座的一侧设有限位槽,所述限位槽用于通过所述织带并对所述织带进行限位,所述限位机构还设有与所述限位槽连通的压紧孔;
10、所述压紧机构包括第一升降部件以及压紧件,所述第一升降部件设置在所述安装座上,所述第一升降部件连接于所述压紧件,以用于带动所述压紧件下降穿过所述压紧孔,并压紧在所述限位槽中的所述织带上;以及
11、所述热熔机构在所述织带的行进方向上位于所述限位机构的下游,所述热熔机构包括第二升降部件以及发热部件,所述第二升降部件设置在所述安装座上,所述第二升降部件连接于所述发热部件,以用于带动所述发热部件上升并接触所述织带,从而熔断所述织带。
12、在其中一个实施例中,所述发热部件包括绝缘座、正电极导电棒、负电极导电棒以及发热条,所述绝缘座连接于所述第二升降部件,所述正电极导电棒和所述负电极导电棒在所述绝缘座上相对且间隔设置,所述发热条的两端分别连接于所述正电极导电棒和所述负电极导电棒。
13、在其中一个实施例中,所述限位机构包括相对设置的第一傍位和第二傍位,所述第一傍位朝向所述安装座的一侧设有第一傍位槽,所述第二傍位朝向所述安装座的一侧设有第二傍位槽,所述第一傍位槽和所述第二傍位槽配合构成所述限位槽。
14、在其中一个实施例中,所述第一傍位和/或所述第二傍位在所述安装座上的位置可调,以使所述限位槽的宽度可调。
15、在其中一个实施例中,所述送料装置包括导向输送部件、下压驱动部件以及压料部件,所述导向输送部件设置在所述安装座上,所述下压驱动部件设置在所述导向输送部件上,并能够沿所述导向输送部件移动,所述下压驱动部件连接于所述压料部件,以用于驱动所述压料部件下压。
16、在其中一个实施例中,所述安装座包括底座以及工作台,所述工作台设置在所述底座上,所述工作台的边缘具有所述烫折工位,所述烫折工位自边缘内凹形成三角形成型槽;
17、所述压烫组件包括下模机构以及上模机构;
18、所述下模机构包括下模驱动部件以及压烫部件,所述下模驱动部件设置在所述底座上,所述压烫部件的上表面为与所述三角形成型槽尺寸匹配的三角形,所述压烫部件嵌设于所述三角形成型槽中,所述下模驱动部件用于驱动所述压烫部件升降;
19、所述上模机构包括上模驱动部件以及上模压板,所述上模驱动部件设置在所述底座上,所述上模压板为与所述三角形成型槽尺寸匹配的三角形结构,所述上模驱动部件用于驱动所述上模压板压紧在所述压烫部件的上表面或复位;
20、所述折叠组件设置在所述工作台上,所述折叠组件包括铲折驱动部件以及铲折板,所述铲折板朝向所述烫折工位的一端内凹形成三角形铲折槽,所述三角形铲折槽的尺寸与所述三角形成型槽匹配,所述铲折驱动部件驱动所述铲折板朝向所述烫折工位伸出或复位。
21、在其中一个实施例中,所述上模驱动部件包括相连接的上模升降驱动器和上模平移驱动器,所述上模升降驱动器用于驱动所述上模压板升降,所述上模平移驱动器用于驱动所述上模压板平移。
22、在其中一个实施例中,所述铲折板和所述上模压板分别设置在所述烫折工位的相对的两侧,所述上模平移驱动器用于驱动所述上模压板沿第一方向运动,所述铲折驱动部件用于驱动所述铲折板沿所述第一方向运动。
23、一种三尖织物自动生产方法,其特征在于,使用上述任一实施例所述的三尖织物自动生产设备,所述三尖织物自动生产方法包括以下步骤:
24、将料卷放置在所述储料装置上;
25、控制所述送料装置从所述料卷引出织带;
26、控制所述分割装置对所述织带进行分割,得到待加工裁片;
27、控制所述送料装置将所述待加工裁片输送至所述烫折工位;
28、控制所述折叠组件对所述烫折工位上的待加工裁片进行折叠,得到折叠裁片;
29、控制所述压烫组件对所述折叠裁片进行压烫。
30、与现有方案相比,上述三尖织物自动生产设备及生产方法具有以下有益效果:
31、上述三尖织物自动生产设备及生产方法,在安装座上设置储料装置放置料卷,设置送料装置从所述料卷引出织带,在送料装置和储料装置之间设置分割装置,对所述织带进行分割,得到待加工裁片,再通过送料装置将所述待加工裁片输送至所述烫折工位,设置折叠组件对烫折工位进行折叠,得到折叠裁片,设置压烫组件对所述折叠裁片进行压烫。如此,上述生产设备及生产方法能够自动生产三尖织物,无需人工进行织带剪切分段以及裁片折叠、压烫等工作,能够降低人力成本、提高生产效率。
技术特征:
1.一种三尖织物自动生产设备,其特征在于,包括:
2.如权利要求1所述的三尖织物自动生产设备,其特征在于,所述分割装置包括限位机构、压紧机构以及热熔机构;
3.如权利要求2所述的三尖织物自动生产设备,其特征在于,所述发热部件包括绝缘座、正电极导电棒、负电极导电棒以及发热条,所述绝缘座连接于所述第二升降部件,所述正电极导电棒和所述负电极导电棒在所述绝缘座上相对且间隔设置,所述发热条的两端分别连接于所述正电极导电棒和所述负电极导电棒。
4.如权利要求2所述的三尖织物自动生产设备,其特征在于,所述限位机构包括相对设置的第一傍位和第二傍位,所述第一傍位朝向所述安装座的一侧设有第一傍位槽,所述第二傍位朝向所述安装座的一侧设有第二傍位槽,所述第一傍位槽和所述第二傍位槽配合构成所述限位槽。
5.如权利要求4所述的三尖织物自动生产设备,其特征在于,所述第一傍位和/或所述第二傍位在所述安装座上的位置可调,以使所述限位槽的宽度可调。
6.如权利要求1所述的三尖织物自动生产设备,其特征在于,所述送料装置包括导向输送部件、下压驱动部件以及压料部件,所述导向输送部件设置在所述安装座上,所述下压驱动部件设置在所述导向输送部件上,并能够沿所述导向输送部件移动,所述下压驱动部件连接于所述压料部件,以用于驱动所述压料部件下压。
7.如权利要求1~6中任一项所述的三尖织物自动生产设备,其特征在于,所述安装座包括底座以及工作台,所述工作台设置在所述底座上,所述工作台的边缘具有所述烫折工位,所述烫折工位自边缘内凹形成三角形成型槽;
8.如权利要求7所述的三尖织物自动生产设备,其特征在于,所述上模驱动部件包括相连接的上模升降驱动器和上模平移驱动器,所述上模升降驱动器用于驱动所述上模压板升降,所述上模平移驱动器用于驱动所述上模压板平移。
9.如权利要求7所述的三尖织物自动生产设备,其特征在于,所述铲折板和所述上模压板分别设置在所述烫折工位的相对的两侧,所述上模平移驱动器用于驱动所述上模压板沿第一方向运动,所述铲折驱动部件用于驱动所述铲折板沿所述第一方向运动。
10.一种三尖织物自动生产方法,其特征在于,使用权利要求1~9中任一项所述的三尖织物自动生产设备,所述三尖织物自动生产方法包括以下步骤:
技术总结
本发明涉及一种三尖织物自动生产设备及生产方法。上述三尖织物自动生产设备及生产方法,在安装座上设置储料装置放置料卷,设置送料装置从所述料卷引出织带,在送料装置和储料装置之间设置分割装置,对所述织带进行分割,得到待加工裁片,再通过送料装置将所述待加工裁片输送至所述烫折工位,设置折叠组件对烫折工位进行折叠,得到折叠裁片,设置压烫组件对所述折叠裁片进行压烫。如此,上述生产设备及生产方法能够自动生产三尖织物,无需人工进行织带剪切分段以及裁片折叠、压烫等工作,能够降低人力成本、提高生产效率。
技术研发人员:廖仲辉,张润明,李文乐,吴宏彬,陈少初,陆全开,刘远新,罗树星
受保护的技术使用者:广东溢达纺织有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!