一种缝纫机控制方法及系统与流程
本发明涉及缝纫机控制领域,尤其涉及一种缝纫机控制方法及系统。
背景技术:
1、为满足人们对服装的个性化需求,服装生产的订单趋于款式多,单量少的小订单模式,对缝纫机控制系统的款式切换要求逐渐提高;在生产过程中,不同的订单或者款式对缝纫机的参数设定是不同的,需要根据款式调节缝纫机的款式;传统的缝纫机的参数调节,具有一定的专业性,需要专业技术人员在换款换工艺时统一人工调整,需要消耗较长的时间。
2、随着缝纫机工艺参数由传统的机械式调节向电子化调节进行发展,可以通过远程或者物联控制缝纫机控制系统修改参数或切换缝制工艺,现有的缝纫机流水线往往存在多个站位同时工作,或者多个缝制工艺同时进行,通过远程控制切换参数往往存在不清楚单个站位的工作情况,由于无法实时获取当前站位是否已经切换到下一个缝制工艺的产品,存在远程修改难以匹配实时生产工序的问题。
技术实现思路
1、本发明是为了解决现有技术的缝纫机款式切换人工切换效率低远程切换难以实时匹配实时生产工序的问题,提供一种通过吊挂标签与缝制工艺绑定实现快速切换缝制工艺的缝纫机控制方法及系统。
2、为实现上述目的,本发明采用以下技术方案:
3、一种缝纫机控制方法,包括:
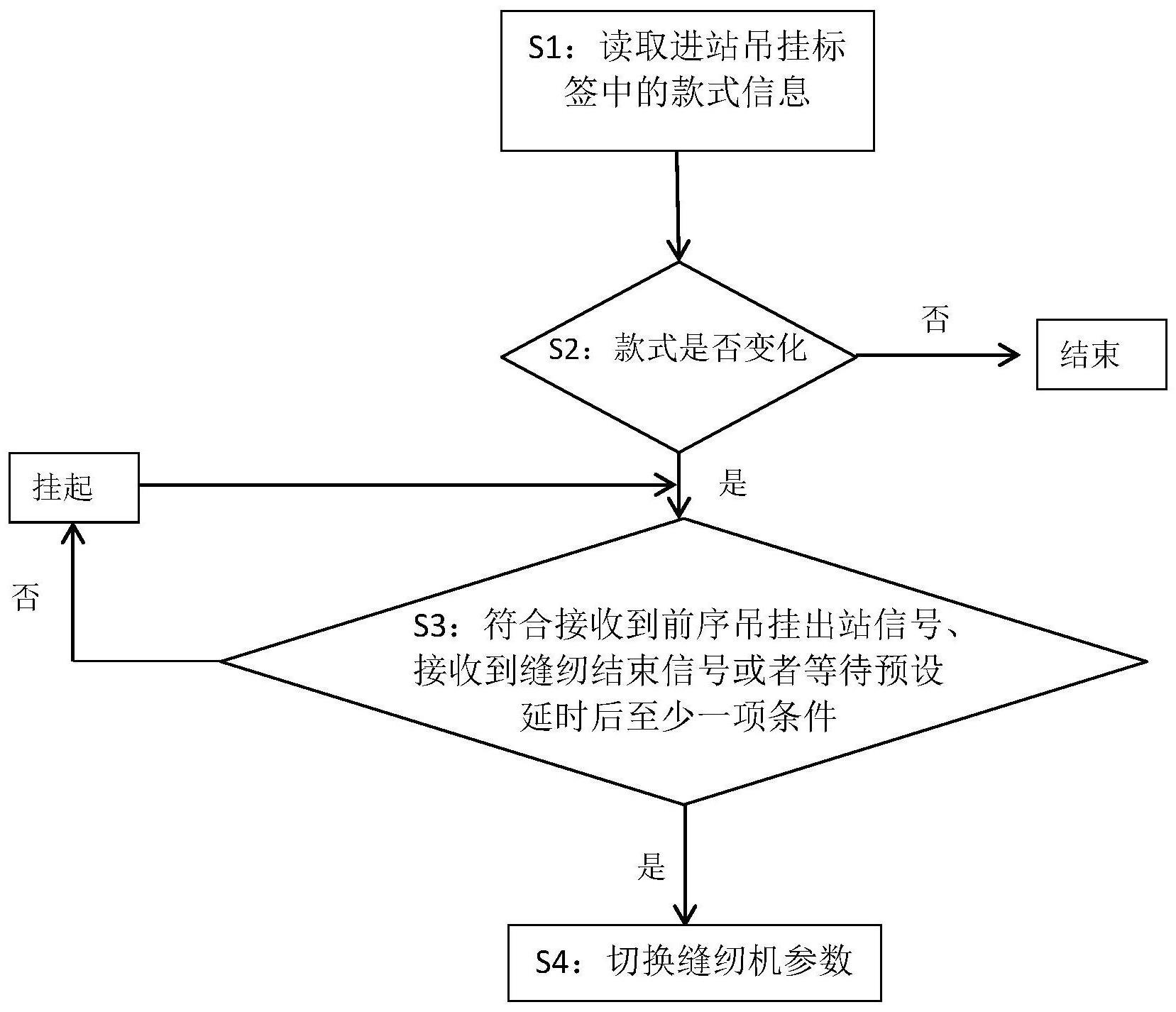
4、获取进站吊挂标签中的款式信息,将所述款式信息与缝纫机当前的款式信息对比,若相同则不动作;
5、若不同,则判断是否接收到前序吊挂的出站信号,若是,则切换缝纫机的控制参数;若不是,则直至控制端满足接收到前序吊挂出站信号、接收到缝纫结束信号或者等待预设延时后至少一项条件,切换缝纫机控制参数。
6、作为优选,所述判断是否接收到前序吊挂的出站信号还包括,若不是,则将进站吊挂挂起直至控制端满足接收到前序吊挂出站信号、接收到缝纫结束信号或者等待预设延时后至少一项条件。通过识别吊挂标签获得款式信息,并且通过识别后款吊挂进站,前款吊挂出站或等待预设时间后控制缝纫机控制参数的切换,提高缝纫机的工作效率,实现缝纫机的无缝换款和自动换款,提升缝纫机换款准确率。
7、进一步地,预设延时的时长根据前序吊挂标签的款式信息中的工序时长设定,以前款工序完成为条件进行缝纫机控制参数切换。
8、作为优选,所述获取进站吊挂标签中的款式信息还包括:所述缝纫机通过款式信息自动匹配该款式对应的缝纫机控制参数。
9、作为优选,所述将所述款式信息与缝纫机当前款式信息对比还包括:
10、若不同,缝纫机检测是否存在新进吊挂对应的缝纫机控制参数,若有,则将该控制参数挂起;若没有,缝纫机发送获取信号获取所述控制参数。控制参数可以挂起在服务后台、主控系统以及云端的一种或多种存储模块中,缝纫机通过向上述存储模块发送获取信号,在换款前导入控制参数,避免频繁刷新控制参数导致系统卡顿,减少加载时间,提高切换效率,起到精准匹配生产工序。
11、作为优选,所述切换缝纫机控制参数还包括根据款式信息切换工艺指导文件。
12、一种缝纫机控制系统,包括吊挂系统,设置在缝纫机上方,与缝纫机通信,用于运送吊挂进入或者离开所述缝纫机的站位,所述吊挂上设有吊挂标签;
13、读取模块:分别设置在缝纫机的站位进站端和出站端,根据读取到吊挂标签给缝纫机发送吊挂进站信号和吊挂出站信号;
14、缝纫机控制模块:与所述读取模块通信连接,接收并处理进站信号和出站信号来切换缝纫机的控制参数。吊挂系统与缝纫机相配合,实现通过吊挂标签识别款式切换,实现缝纫机根据款式切换自动切换控制参数,提高缝纫机的控制效率。
15、作为优选,所述缝纫机控制模块包括相互通信连接的信号处理单元、比较单元和控制单元,信号处理单元:获取进站信号中的吊挂标签对应的款式信息并传送给比较单元;匹配所述款式信息对应的缝纫机参数,若没有所述款式信息对应的缝纫机参数,则发出缝纫机参数获取信号;
16、比较单元:接收信号处理单元传送的款式信息,与缝纫机当前的款式信息比较是否相同,并向控制单元发送比较相同或比较不同的比较结果信号;
17、控制单元:接收比较结果信号,若相同则不操作,若不相同则发送挂起信号给进站吊挂,直至缝纫机接收到前序吊挂出站信号后或者等待预设延时后,切换缝纫机控制参数。
18、作为优选,所述吊挂标签包括具备数据写入功能的rfid芯片;所述读取模块包括与所述rfid相认证的rfid阅读器。每个吊挂设有对应的rfid芯片,记录当前吊挂的款式信息,rfid阅读器用于读取rfid芯片内容,为记录该吊挂进出缝纫机站位提供数据支持。
19、作为优选,所述吊挂系统与缝纫机通过有线连接进行数据交互或者所述吊挂系统与缝纫机通过物联网无线通信。有线连接可以是三合一智屏系统,通过三合一智屏系统将吊挂与缝纫机关联;物联网无线连接通过将吊挂系统与缝纫机绑定,通过无线进行数据交互。
20、本申请的缝纫机与吊挂系统相结合,实现在缝制工序过程中缝纫机根据新任务的款式信息变化,自动切换缝纫机的控制参数。通过识别吊挂标签获得款式信息,并且通过识别后款吊挂进站,前款吊挂出站或等待预设时间后控制缝纫机控制参数的切换,提高缝纫机的工作效率,实现缝纫机的无缝换款和自动换款,提升缝纫机换款的准确率。
技术特征:
1.一种缝纫机控制方法,其特征在于,包括:
2.根据权利要求1所述的一种缝纫机控制方法,其特征在于,所述判断是否接收到前序吊挂的出站信号还包括,若不是,则将进站吊挂挂起直至控制端满足接收到前序吊挂出站信号、接收到缝纫结束信号或者等待预设延时后至少一项条件。
3.根据权利要求2所述的一种缝纫机控制方法,其特征在于,所述获取进站吊挂标签中的款式信息还包括:所述缝纫机通过款式信息自动匹配该款式对应的缝纫机控制参数。
4.根据权利要求3所述的一种缝纫机控制方法,其特征在于,所述将所述款式信息与缝纫机当前款式信息对比还包括:
5.根据权利要求2或3或4所述的一种缝纫机控制方法,其特征在于,所述切换缝纫机控制参数还包括根据款式信息切换工艺指导文件。
6.一种缝纫机控制系统,采用权利要求1-5任一项所述的一种缝纫机控制方法,其特征在于,包括吊挂系统,设置在缝纫机上方,与缝纫机通信,用于运送吊挂进入或者离开所述缝纫机的站位,所述吊挂上设有吊挂标签;
7.根据权利要求6所述的一种缝纫机控制系统,其特征在于,所述缝纫机控制模块包括相互通信连接的信号处理单元、比较单元和控制单元,信号处理单元:获取进站信号中的吊挂标签对应的款式信息并传送给比较单元;匹配所述款式信息对应的缝纫机参数,若没有所述款式信息对应的缝纫机参数,则发出缝纫机参数获取信号;
8.根据权利要求6或7所述的一种缝纫机控制系统,其特征在于,所述吊挂标签包括具备数据写入功能的rfid芯片;所述读取模块包括与所述rfid相认证的rfid阅读器。
9.根据权利要求8所述的一种缝纫机控制系统,其特征在于,所述吊挂系统与缝纫机通过有线连接进行数据交互或者所述吊挂系统与缝纫机通过物联网无线通信。
技术总结
本发明公开了一种缝纫机控制方法及系统,为了解决现有技术的缝纫机款式切换人工切换效率低远程切换难以实时匹配实时生产工序的问题,包括缝纫机读取进站吊挂标签中的款式信息,将所述款式信息与缝纫机当前的款式信息对比,若相同则不作动作;若不同,则判断是否接收到前序吊挂的出站信号,若是,则切换缝纫机的控制参数;若不是,则发送挂起信号给进站吊挂,则直至缝纫机满足接收到前序吊挂出站信号、接收到缝纫结束信号或者等待预设延时后至少一项条件,切换缝纫机控制参数。通过识别吊挂标签获得款式信息,并且通过识别后款吊挂进站,前款吊挂出站或等待预设时间后控制缝纫机控制参数的切换,提高缝纫机的工作效率,提升缝纫机换款准确率。
技术研发人员:赵秋红,舒勤业,王明敏,卢明安,王昊旭
受保护的技术使用者:杰克科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!