弹性织带用的一体式制备工艺的制作方法
本发明涉及织带,具体为弹性织带用的一体式制备工艺。
背景技术:
1、随着工业的发展和城市化进程的加速,市面上手工织带越来越少,编织技艺濒临消失,现在织带已进入工业化生产,织带相信大家都不陌生,在生活中无处不在,是用各种纱线为原料制成狭幅状织物或管状织物。织带的品种繁多,被广泛应用于服饰、鞋材、箱包、工业、农业、军箱、交通运输等各个行业,织带按材质可以分为尼龙和pp;按编制可以分为平纹、斜纹、缎纹和杂纹;按使用性质可以分为服装类织带、鞋材类织带、箱包类织带、安全带织带以及其他特殊类织带,其中最常见的为弹性织带。
2、弹性织带是一种极符合柔性传感器特性的载体,将传感器器件通过织造工艺织于织带中,可以大大提高传感器与被测体的贴合度,从而提高了传感器的精准度和舒适度。
3、但是,传统的弹性织带在制备时存在以下缺点:
4、(1)传统的弹性织带在织造过程中经常出现宽度不符的情况,降低生产出弹性织带合格率;
5、(2)传统的弹性织带在生产的过程中,原料容易受到摩擦力起毛。
技术实现思路
1、本发明的目的在于提供弹性织带用的一体式制备工艺,以解决上述背景技术中提出的传统的弹性织带在织造过程中经常出现宽度不符的情况,降低生产出弹性织带合格率;传统的弹性织带在生产的过程中,原料容易受到摩擦力起毛的问题。
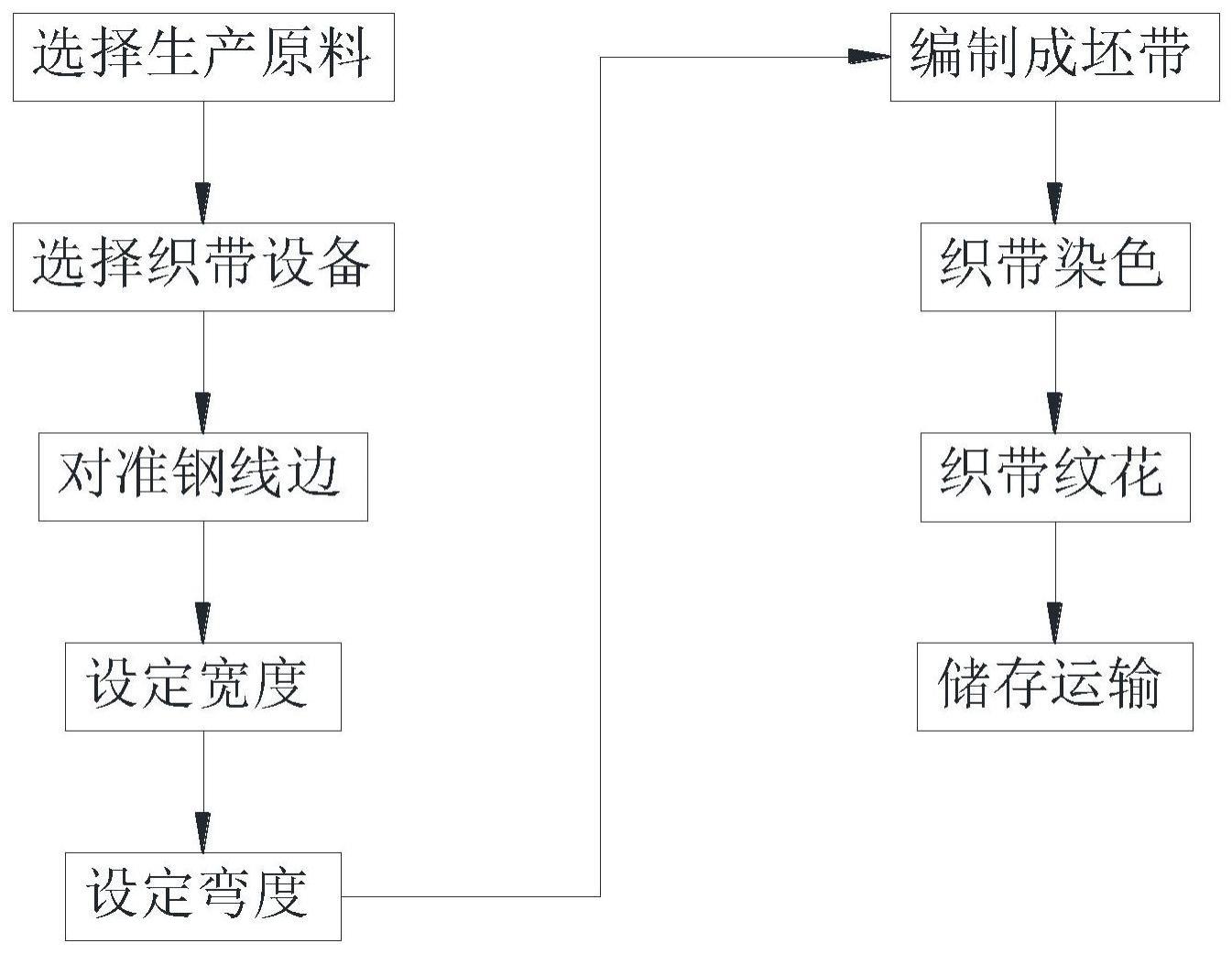
2、为实现上述目的,本发明提供如下技术方案:弹性织带用的一体式制备工艺,包括以下步骤:步骤一、选择生产原料:选取具有弹性的金葱、银葱、氨纶、人造丝等粗细一致的原料作为生产弹性织带的原料;
3、步骤二、选择织带设备:选取高速无梭织机作为制备织带设备;
4、步骤三、对准刚线边:对准高速无梭织机上刚线边;
5、步骤四、设定宽度:在高速无梭织机上设定弹性织带的宽度;
6、步骤五、设定弯度:在高速无梭织机上设定弹性织带的弯度;
7、步骤六、编制成坯带:高速无梭织机将具有弹性的原料编制成坯带;
8、步骤七、织带染色:坯带进行练染、汽蒸、水洗、固色、上浆、烘干和定型等一系列染色加工;
9、步骤八、织带纹花:在织带上纹织花边;
10、步骤九、储存运输:修饰好的织带集中进行存储和后续运输转移。
11、作为本发明的一种优选技术方案,所述步骤二中高速无梭织机纬的织造具体为:高速无梭织机采用纬针引纬,机器传动凸轮或者花链轮旋转,使综框升降,综丝带动经纱开口,同时钢筘向织口后方摆动,纬针引着纬纱从织口的左边到右边,钩针钩住纬针引到的纬纱,然后纬针退出织口,花链轮继续旋转带动织口闭合,经纱与纬纱交织,同时钢筘从织口后方摆到前方打纬。
12、作为本发明的一种优选技术方案,所述高速无梭织机开口具体为:纬纱每投一次,按照织造花样要求排列的花链片控制综框升降一次,从而达到升降经纱而开口。
13、作为本发明的一种优选技术方案,所述步骤三中刚线边的作用就是平衡编织过程中带身两侧的织物密度,使出机收缩一致,改善弯带现象,若钢线边穿多一格或少一格,造成宽度变化较为明显。
14、作为本发明的一种优选技术方案,所述步骤四设定宽度具体为:纬纱供送器螺丝调校至正确便可,若纬纱脱离输送带,纬纱过紧或过松,使宽度发生变化,应重新调整纬纱输送皮带的位置,调整盘头,一般盘头松,织带会变宽,盘头紧,织带会变窄,选择合适的筘格,若筘格不符合要求会直接影响成品宽度,调整筘的位置,若筘靠向钢丝边织带会变宽,靠向锁边织带会变窄。
15、作为本发明的一种优选技术方案,所述步骤五中设定弯度具体为:调整筘的位置,筘的位置应该距离针位置成一格,为了调校宽度,可以校开一些或校近一些,一般织带弯向钢线边时须将筘格校开一些,织带弯向锁边时校近一些,调整针的位置,针位推出,织带弯向钢线边,针位移入,织带弯向锁边;调整经纱密度盘头磅码的质量,通常一上一下的经纱盘头松会弯向针边即弯入,紧则会弯向钢线边即弯出。
16、作为本发明的一种优选技术方案,所述弹性织带生产中弹性原料的选择、张力的控制、坯带的管理、坯带的染色都直接影响成品的质量。
17、与现有技术相比,本发明的有益效果是:
18、1、该弹性织带通过对生产原料细致的控制、宽度设置、弯度设置,保证了生产出的弹性织带宽度一致,弯度可靠,并且原材料的耐磨性高,避免出现起毛、起波和跳线的现象;
19、2、该弹性织带在染色的过程中分别从织带的张力、染剂的选择、汽蒸的温度、水质和ph值进行调控,提高染色后弹性织带的美观度;
20、3、弹性织带根据需求量,再从储运部调出,应遵循“先入先出,小包坯带优先”的生产原则,可避免坯带浪费,保证成品弹性织带的质量和顺利交付。
技术特征:
1.弹性织带用的一体式制备工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的弹性织带用的一体式制备工艺,其特征在于:所述步骤二中高速无梭织机纬的织造具体为:高速无梭织机采用纬针引纬,机器传动凸轮或者花链轮旋转,使综框升降,综丝带动经纱开口,同时钢筘向织口后方摆动,纬针引着纬纱从织口的左边到右边,钩针钩住纬针引到的纬纱,然后纬针退出织口,花链轮继续旋转带动织口闭合,经纱与纬纱交织,同时钢筘从织口后方摆到前方打纬。
3.根据权利要求1所述的弹性织带用的一体式制备工艺,其特征在于:所述高速无梭织机开口具体为:纬纱每投一次,按照织造花样要求排列的花链片控制综框升降一次,从而达到升降经纱而开口。
4.根据权利要求1所述的弹性织带用的一体式制备工艺,其特征在于:所述步骤三中刚线边的作用就是平衡编织过程中带身两侧的织物密度,使出机收缩一致,改善弯带现象,若钢线边穿多一格或少一格,造成宽度变化较为明显。
5.根据权利要求1所述的弹性织带用的一体式制备工艺,其特征在于:所述步骤四设定宽度具体为:纬纱供送器螺丝调校至正确便可,若纬纱脱离输送带,纬纱过紧或过松,使宽度发生变化,应重新调整纬纱输送皮带的位置,调整盘头,一般盘头松,织带会变宽,盘头紧,织带会变窄,选择合适的筘格,若筘格不符合要求会直接影响成品宽度,调整筘的位置,若筘靠向钢丝边织带会变宽,靠向锁边织带会变窄。
6.根据权利要求1所述的弹性织带用的一体式制备工艺,其特征在于:所述步骤五中设定弯度具体为:调整筘的位置,筘的位置应该距离针位置成一格,为了调校宽度,可以校开一些或校近一些,一般织带弯向钢线边时须将筘格校开一些,织带弯向锁边时校近一些,调整针的位置,针位推出,织带弯向钢线边,针位移入,织带弯向锁边;调整经纱密度盘头磅码的质量,通常一上一下的经纱盘头松会弯向针边即弯入,紧则会弯向钢线边即弯出。
7.根据权利要求1所述的弹性织带用的一体式制备工艺,其特征在于:所述弹性织带生产中弹性原料的选择、张力的控制、坯带的管理、坯带的染色都直接影响成品的质量。
技术总结
本发明公开了弹性织带用的一体式制备工艺,包括以下步骤:步骤一、选择生产原料:选取具有弹性的金葱、银葱、氨纶、人造丝等粗细一致的原料作为生产弹性织带的原料;步骤二、选择织带设备,本发明该弹性织带通过对生产原料细致的控制、宽度设置、弯度设置,保证了生产出的弹性织带宽度一致,弯度可靠,并且原材料的耐磨性高,避免出现起毛、起波和跳线的现象;该弹性织带在染色的过程中分别从织带的张力、染剂的选择、汽蒸的温度、水质和PH值进行调控,提高染色后弹性织带的美观度;弹性织带根据需求量,再从储运部调出,应遵循“先入先出,小包坯带优先”的生产原则,可避免坯带浪费,保证成品弹性织带的质量和顺利交付。
技术研发人员:邓永友,涂继林,付分红,肖方平
受保护的技术使用者:深圳市顺利来织带制品有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!