一种高导热纤维编织体的制备技术
本发明涉及一种高导热纤维编织体的制备技术,可用于人体智能热管理领域,属导热复合材料领域。
背景技术:
1、近年来,编织技术以及可编织复合材料受到了工程领域的极大关注,为复合材料的发展提供了新的契机。导热高分子纤维材料具有优良的导热性能和机械性能,且其制备简单,易于加工,因而被广泛关注。若能将导热高分子纤维进行编织得到高导热纤维编织体,由于其具有优异的导热与散热能力,预期可用于人体智能热管理领域,应用前景广阔。
2、所使用的纤维材料同时具有高导热性与柔弹性是制备高导热纤维编织体的基础。高超等人制备了一种新型高导热石墨烯纤维,该纤维具有大晶区尺寸和高晶体取向度,导热系数可达850w m-1k-1,可满足未来对高导热纤维材料及制品的迫切需求,但该纤维回弹性较差。但是以热塑性聚氨酯弹性体,氮化硼,液态金属为原料,利用同轴湿法纺丝的方法合成的高导热高回弹热塑性聚氨酯弹性体/氮化硼-液态金属(tpu/bn-lms)纤维复合材料,解决了当前高分子纤维无法兼具导热与回弹的问题,是制备高导热纤维编织体的理想材料。
技术实现思路
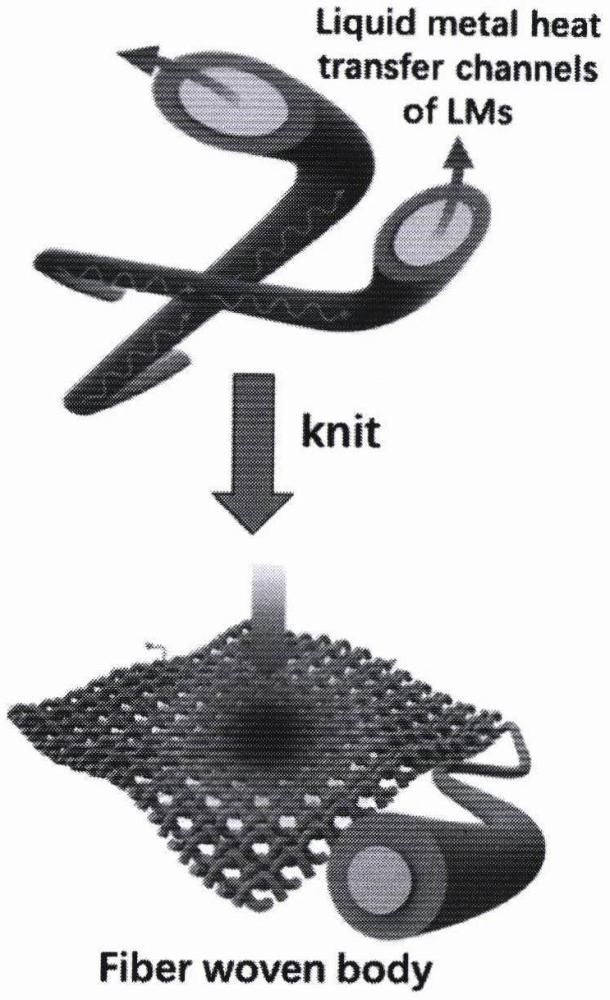
1、本发明以热塑性聚氨酯弹性体/氮化硼(tpu/bn)为鞘层,液态金属(lms)为芯层制备得到的具有芯鞘结构的热塑性聚氨酯弹性体/氮化硼-液态金属(tpu/bn-lms)纤维为基础,将纤维置于编织板上进行平纹编织得到tpu/bn-lms高导热纤维编织体。编织体沿平面方向的导热系数为10.0w m-1k-1,而垂直于编织体的方向的导热系数为4.6w m-1k-1。
2、本发明的技术目的通过下述技术方案予以实现。
3、一种高导热纤维编织体的制备技术,按照下述步骤进行:
4、步骤1,tpu/bn-lms纤维的制备
5、采用同轴湿法纺丝的方法,在喷丝头i号口注入tpu/bn纺丝原液,喷丝头ii号口注入液态金属(lms),tpu/bn-lms细流从喷丝孔眼中压出后进入凝固浴(温度为85℃的硅油)中,当tpu/bn-lms细流达到临界浓度,其在硅油中析出而形成纤维,将制得的纤维从硅油中拿出,在室温下干燥1h。
6、在步骤1中,纺丝速度为0.5cm s-1,并且tpu/bn纺丝原液流量控制在1.0ml min-1,而lms流量在0.5~1.0ml min-1之间变化。
7、步骤2,tpu/bn-lms纤维编织体的制备
8、将制得的单根tpu/bn-lms纤维置于编织板上进行平纹编织,即每一条位于纬线的纤维与位于经线的纤维彼此交叉,经线先穿过纬线的上面、然后再穿到其下面,依此类推,这样就制得了具有网状结构的tpu/bn-lms纤维编织体。
9、在步骤2中,编织体沿平面方向的导热系数在9.9~10.1w m-1k-1之间变化,而垂直于编织体的方向的导热系数在4.5~4.6w m-1k-1之间变化。
10、本发明将高导热高回弹tpu/bn-lms纤维进行编织得到了具有网状结构的tpu/bn-lms纤维编织体,其沿平面方向的导热系数为10.0w m-1k-1,而垂直于编织体的方向的导热系数为4.6w m-1k-1,且该编织体具有良好的回弹性,可以很好的契合人体皮肤,预期可用于人体智能热管理领域。
技术特征:
1.一种高导热纤维编织体的制备技术,其特征是制备步骤如下:
2.如权利要求1所述的制备方法,其特征是步骤1)中纺丝速度为0.5cm s-1,并且tpu/bn纺丝原液流量控制在1.0ml min-1,而lms流量在0.5-1.0ml min-1之间变化。
3.如权利要求1所述的制备方法,其特征是步骤2)中编织体沿平面方向的导热系数在9.9-10.1w m-1k-1之间变化,而垂直于编织体的方向的导热系数在4.5-4.6w m-1k-1之间变化。
4.根据权利要求1-4任一项所述制备方法制得的tpu/bn-lms纤维编织体材料。
5.一种权利要求5所述的tpu/bn-lms高导热纤维编织体在人体智能热管理领域的应用。
技术总结
本发明公开了一种以热塑性聚氨酯弹性体/氮化硼(TPU/BN)为鞘层,液态金属(LMs)为芯层制备得到的具有芯鞘结构的TPU/BN‑LMs纤维为基础,将纤维置于编织板上进行平纹编织得到TPU/BN‑LMs高导热纤维编织体。编织体沿平面方向的导热系数为10.0W m<supgt;‑1</supgt;K<supgt;‑1</supgt;,而垂直于编织体的方向的导热系数为4.6W m<supgt;‑1</supgt;K<supgt;‑1</supgt;,且该编织体具有良好的回弹性,可以很好的契合人体皮肤,预期可用于人体智能热管理领域。
技术研发人员:俞慧涛,孙湛,封伟
受保护的技术使用者:天津大学
技术研发日:
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!