一种熔喷热收缩纤维纸及其制备方法与流程
本发明属于高性能纤维材料及制造,涉及一种熔喷热收缩纤维纸的制备方法。
背景技术:
1、目前的热收缩技术主要应用于热收缩膜、热收缩管、热收缩带及热收缩纤维革基布等产品。其中热收缩膜因其良好的透明性及贴合性主要用于产品包装等领域;热收缩管与热收缩带主要用于衔接、绝缘或产品保护等;革基布产品主要利用超细高收缩纤维的质感及防水透气性能来制作仿皮制品。现有的过滤材料主要通过纤维分散、粘合增强及复合等过程形成具有一定过滤效率且低阻力的过滤产品。部分由纤维通过针刺、编织等方式复合,纤维直径大,过滤性能欠缺;也有采用熔喷方式生产熔喷布进行过滤,这种方式过滤性能较好,但也存在着拉伸强力低、容易起毛等缺点;超精过滤使用具有原纤结构的薄膜或纳米级纤维制成更高效的过滤制品,但需要与有强度的支撑材料进行复合,这又带来复合过程使用粘合剂的问题,增加了产品的阻力,也不利于循环使用。
技术实现思路
1、本发明提供一种熔喷热收缩纤维纸的制备方法,具体是在对热收缩材料及熔喷改进工艺研究的基础上,打破原有的热收缩纤维制品的多步骤制备工艺方式,直接采用熔喷方式生产超细纤维成网、热处理后形成纤维纸结构;目的是使纤维纸既具备熔喷纤维的高效低阻、高阻隔性,又比普通熔喷无纺布强度高、韧性强、不易起毛,可制备过滤材料、包装材料、衔接材料等。
2、本发明的目的可以通过以下技术方案实现:
3、一种熔喷热收缩纤维纸,该纤维纸单位面积质量为75~85g/m2,颗粒性的过滤效率为78~82%,通气阻力为28~32pa,纵拉力为38~42n,横拉力为40~50n。
4、本发明技术方案中:所述的纤维纸的基料为聚对苯二甲酸乙二醇酯(pet)树脂。
5、本发明技术方案中:所述的制备方法是采用高收缩熔喷基料进行熔喷,形成高收缩超细熔喷布网,经热定型机定型,制成纤维纸制品。
6、本发明技术方案中:所述高收缩熔喷基料为聚对苯二甲酸乙二醇酯(pet)树脂。
7、本发明技术方案中:所述熔喷方法是将熔喷基料干燥后通过切片输送系统送入螺杆挤压机,经挤压并熔化成为高温熔体;之后将该熔体通过计量泵计量后送入纺丝系统中,在压力作用下,从喷丝孔挤出,在喷丝孔两侧高温牵伸气流挟持下对熔体细流进行牵伸拉细,使其成为超细纤维;得到的纤维被收集在负压网帘或负压多孔辊筒上,依靠自热及负压黏合成布。
8、本发明技术方案中:所述热定型机为紧张热定型机、烘箱热定型机或热风定型机;定型温度为50~130℃,定型时间为3~150秒。
9、本发明技术方案中:所述高收缩熔喷基料熔体流动指数(mfi)150~800g/10min,熔点范围在150~250℃;所述基料干燥温度为110~130℃,干燥时间为4~8小时。
10、本发明技术方案中:所述螺杆挤压机为单螺杆挤出机,螺杆长径比在22~30,螺杆温度控制为200~290℃;熔体温度为290~320℃;所述高温气流压力为0.07~0.12mpa,气流温度为290~320℃。
11、本发明技术方案中:所述计量泵转数为5~12转/分钟,纺丝系统压力为0.5~3.5mpa;所述喷丝孔孔径为0.2~0.4mm,长径比为5~15:1。
12、本发明技术方案中:所述熔体细流拉伸区域为出喷丝孔5~20cm;负压风量为1000~3500m3/h;所述黏合布结构为多层无序结构。
13、本发明的机理为:本发明利用pet聚酯材料结晶速度相对较慢的特点,将高收缩pet基料用熔喷的生产方式进行纺丝,在高温热气流的牵伸下使纤维瞬间拉伸变细,获得低结晶、高取向的超分子结构,在急速冷却下黏结成无纺布;当无纺布在一定温度下受热时,原本的大分子发生解取向,引发高收缩,纤维间缠结力增强,从而提升制品的致密性与强度;收缩过程中在不同的外部张力控制下可制成不同风格制品。
14、本发明技术方案中,如无特殊说明,所述的压力为表压。
15、本发明的有益效果:
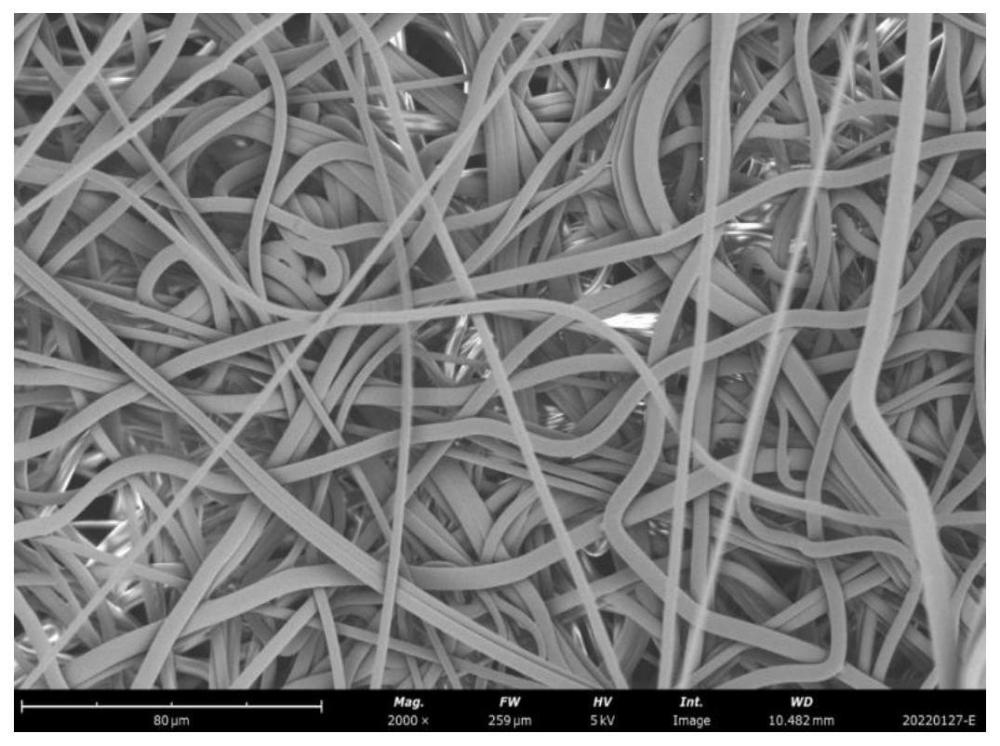
16、1.本发明所制产品纤维直径范围为0.5~6微米,比常规纺丝方式纺出的纤维细3~10倍,所具备的纤网状结构具备较好的透气疏水能力;产品克重20~150g/m2时,采用流量32l/min盐性颗粒过滤物检测,对≥0.3μm颗粒过滤效率在65~99%,区间内产品阻力为10~100pa。同样过滤效率下,产品更薄、过滤阻力更低。
17、2.本发明所制产品克重40~60g/m2时,产品的纵向断裂强力为40~60n,横向断裂强力为40~60n,产品强力比普通熔喷制品高3~4倍,解决了熔喷产品强度低的问题。定型后产品挺阔度高、可折叠性好,不起毛,类似纸张,耐折性好于纸张。
18、3.本发明所制无纺布的收缩温度在50~90℃,产品横向收缩率(cd)为35~55%,纵向收缩率(md)为40~55%,具备良好的双向收缩能力,作为包装收缩材料时可以较好的贴附在产品表面上。产品质地细腻,手感柔软,适当定型固化后,表面光滑又可书写印刷、具备较好的观赏性。
19、4.本发明所制产品生产过程中,不需要涂胶及复合其他材料,具备制备过程环保及可重复回收利用性能,符合循环低碳发展方向。同时,所用原料皆能国产化且能大批量生产,产品成本低,具备竞争优势。
技术特征:
1.一种熔喷热收缩纤维纸,其特征在于:该纤维纸单位面积质量为75~85g/m2,颗粒性的过滤效率为78~82%,通气阻力为28~32pa,纵拉力为38~42n,横拉力为40~50n。
2.根据权利要求1所述的熔喷热收缩纤维纸,其特征在于:所述的纤维纸的基料为聚对苯二甲酸乙二醇酯(pet)树脂。
3.一种权利要求1所述的熔喷热收缩纤维纸的制备方法,其特征在于:所述的制备方法是采用高收缩熔喷基料进行熔喷,形成高收缩超细熔喷布网,经热定型机定型,制成纤维纸制品。
4.根据权利要求3所述的熔喷热收缩纤维纸的制备方法,其特征在于:所述高收缩熔喷基料为聚对苯二甲酸乙二醇酯(pet)树脂。
5.根据权利要求3所述的熔喷热收缩纤维纸的制备方法,其特征在于:所述熔喷方法是将熔喷基料干燥后通过切片输送系统送入螺杆挤压机,经挤压并熔化成为高温熔体;之后将该熔体通过计量泵计量后送入纺丝系统中,在压力作用下,从喷丝孔挤出,在喷丝孔两侧高温牵伸气流挟持下对熔体细流进行牵伸拉细,使其成为超细纤维;得到的纤维被收集在负压网帘或负压多孔辊筒上,依靠自热及负压黏合成布。
6.根据权利要求3所述的熔喷热收缩纤维纸的制备方法,其特征在于:所述热定型机为紧张热定型机、烘箱热定型机或热风定型机;定型温度为50~130℃,定型时间为3~150秒。
7.根据权利要求5所述,其特征在于:所述高收缩熔喷基料熔体流动指数(mfi)150~800g/10min,熔点范围在150~250℃;所述基料干燥温度为110~130℃,干燥时间为4~8小时。
8.根据权利要求5所述方法,其特征在于:所述螺杆挤压机为单螺杆挤出机,螺杆长径比在22~30,螺杆温度控制为200~290℃;熔体温度为290~320℃;所述高温气流压力为0.07~0.12mpa,气流温度为290~320℃。
9.根据权利要求5所述方法,其特征在于:所述计量泵转数为5~12转/分钟,纺丝系统压力为0.5~3.5mpa;所述喷丝孔孔径为0.2~0.4mm,长径比为5~15:1。
10.根据权利要求5所述方法,其特征在于:所述熔体细流拉伸区域为出喷丝孔5~20cm;负压风量为1000~3500m3/h;所述黏合布结构为多层无序结构。
技术总结
本发明公开了一种熔喷热收缩纤维纸及其制备方法,该方法采用熔喷技术制备超细纤维热收缩材料,材料纤维细腻,具备常规纤维所不具备的过滤及低阻性能,同时又具备普通熔喷纤维不具备的强度和韧性,在使用中也不像普通聚丙烯熔喷纤维一样容易起毛。通过对不同原料及生产过程研究,制备出具有不同风格的热收缩材料。这些材料经过不同的后处理工艺,可制成过滤、包装及衔接材料。在产品应用过程中,不需要涂胶及复合其他材料,具备制备过程环保及可重复回收利用性能,符合循环低碳发展方向。
技术研发人员:林冬,覃燕杰,潘晓娣,薛斌,陈培,张曹娟,时以朗
受保护的技术使用者:中国石油化工股份有限公司
技术研发日:
技术公布日:2025/4/17
- 还没有人留言评论。精彩留言会获得点赞!