一种螺旋结构纤维非织造布及其制备方法和应用
本发明涉及非织造布,特别是涉及一种螺旋结构纤维非织造布及其制备方法和应用。
背景技术:
1、熔喷非织造布由于其工艺流程短、比表面积大、孔隙率高等优良特性,在过滤材料领域有着广泛的应用。
2、为进一步的提升熔喷非织造布的比表面积和孔隙率,使其更加充分的发挥优势,领域内专家做了很多探索。探索发现螺旋的三维结构纤维可以为非织造布具有更大的孔隙率和表面积,为制备高效低阻空气过滤纤维材料提供了一种很有前途的技术。
3、申请号为cn201910993204.2的专利公开了一种吸水熔喷无纺布及其制备方法。制备由聚丙烯和亲水剂组成的第一聚合物共混母粒和由表面改性的纳米二氧化硅、聚酯弹性体和聚丙烯组成的第二聚合物共混母粒,然后分别经过螺杆挤出机分段控温反应加热熔融,从螺旋型喷嘴中喷出,通过高温气流高速牵伸后,冷却成网收集得到吸水熔喷无纺布。所述吸水熔喷无纺布呈现出微纳米尺度的螺旋纤维结构,具有较高的孔隙率和比表面积。但是该方法需要借助螺旋型喷嘴辅助螺旋纤维的形成,增加了制造成本和制造工序。
技术实现思路
1、本发明的目的是针对现有螺旋结构纤维制备方法工序复杂成本高的缺陷,而提供一种螺旋结构纤维非织造布的制备方法,该方法利用组分间的熔融指数差异,配合适当的制备条件,从而在不额外使用螺旋型喷嘴的基础上,实现了螺旋结构纤维非织造布的制备。
2、本发明的另一个目的,是提供上述制备方法制备所得的螺旋结构纤维非织造布。
3、本发明的另一个目的,是提供上述螺旋结构纤维非织造布在过滤材料中的应用。
4、为实现本发明的目的所采用的技术方案是:
5、一种双组份螺旋结构纤维非织造布的制备方法,包括以下步骤:
6、步骤1:将组分a和组分b放入搅拌机中混合均匀,制备共混母粒;所述组分a的熔融指数为1200-1500g/10min;所述组分b的熔融指数为4-20g/10min;
7、步骤2:将所得共混母粒熔融喷出,通过高温气流高速牵伸后得到双组份螺旋结构纤维;
8、步骤3:螺旋结构纤维在空气中冷却成网,收集得到双组份螺旋结构纤维非织造布。
9、在上述技术方案中,所述组分a为聚丙烯、聚乙烯、聚乳酸中的一种;
10、所述组分b为聚苯乙烯、热塑性聚氨酯弹性体、聚偏二氟乙烯中的一种。
11、在上述技术方案中,所述组分a为聚丙烯;所述组分b为聚苯乙烯。
12、在上述技术方案中,所述组分a和组分b的质量比为(2-8):100。
13、在上述技术方案中,步骤2中,单螺杆挤出机各段温度为:螺杆一区170-175℃,螺杆二区190-195℃,螺杆三区250-255℃;
14、管路温度为235-245℃;计量泵温度为225-235℃;模头温度为235-240℃,气流温度为275-285℃。
15、在上述技术方案中,单螺杆挤出机的挤出速度为8.5-9.5ml min-1,计量泵流速为7-9ml min-1,模头喷丝孔为0.3-0.5mm,高温气流压力为0.03-0.04mpa。
16、在上述技术方案中,步骤3中,网帘速度35-45cm min-1;卷绕速度为15-25cm min-1;模头到网帘距离为15-20cm。
17、本发明的另一方面,应用上述制备方法制备所得的双组份螺旋结构纤维非织造布。
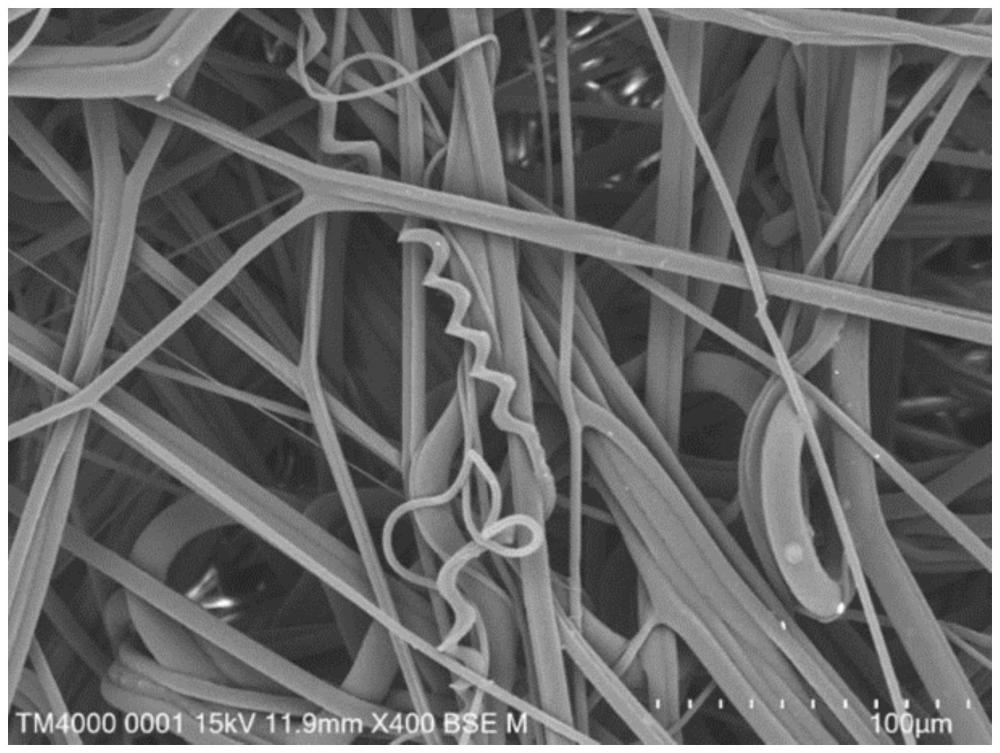
18、在上述技术方案中,其中的螺旋结构纤维直径为0.3-5.7μm。
19、本发明的另一方面,上述双组份螺旋结构纤维非织造布在过滤材料中的应用。
20、与现有技术相比,本发明的有益效果是:
21、1.本发明提供的螺旋结构纤维非织造布的制备方法,将熔融指数不同的两种不相容聚合物材料进行共混熔喷。这样在纺丝过程中会区分出高粘度熔体区和低粘度熔体区。而粘度的不同导致纤维产生不同程度的收缩,使得纺丝过程中出现了弹性体和刚性聚合物的平行排列,引入纵向应力并导致双组分纤维卷曲形成螺旋结构。该方法为一步式熔喷成型,无需熔融造粒和特殊喷嘴,减少了成本和损耗。
22、2.本发明提供的螺旋结构纤维非织造布具有较大的孔隙率和表面积,具备更好的过滤性能和透气性能。
23、3.本发明提供的螺旋结构纤维非织造布应用于过滤材料,对pm2.5的过滤效率比普通pp无纺布高两倍,且保持良好的疏水性,有利于电荷的储存,保持了空气过滤膜稳定性。
技术特征:
1.一种双组份螺旋结构纤维非织造布的制备方法,其特征在于:包括以下步骤:
2.如权利要求1所述的制备方法,其特征在于:所述组分a为聚丙烯、聚乙烯、聚乳酸中的一种;
3.如权利要求2所述的制备方法,其特征在于:所述组分a为聚丙烯;所述组分b为聚苯乙烯。
4.如权利要求1所述的制备方法,其特征在于:所述组分a和组分b的质量比为(2-8):100。
5.如权利要求1所述的制备方法,其特征在于:步骤2中,单螺杆挤出机各段温度为:螺杆一区170-175℃,螺杆二区190-195℃,螺杆三区250-255℃;
6.如权利要求5所述的制备方法,其特征在于:单螺杆挤出机的挤出速度为8.5-9.5mlmin-1,计量泵流速为7-9ml min-1,模头喷丝孔为0.3-0.5mm,高温气流压力为0.03-0.04mpa。
7.如权利要求1所述的制备方法,其特征在于:步骤3中,网帘速度35-45cm min-1;卷绕速度为15-25cm min-1;模头到网帘距离为15-20cm。
8.应用权利要求1-7任一项所述的制备方法制备所得的双组份螺旋结构纤维非织造布。
9.如权利要求8所述的双组份螺旋结构纤维非织造布,其特征在于,其中的螺旋结构纤维直径为0.3-5.7μm。
10.如权利要求8所述的双组份螺旋结构纤维非织造布在过滤材料中的应用。
技术总结
本发明公开了一种双组份螺旋结构纤维非织造布及其制备方法和应用。制备方法包括以下步骤:步骤1:将组分A和组分B放入搅拌机中混合均匀,制备共混母粒;所述组分A的熔融指数为1200‑1500g/10min;所述组分B的熔融指数为4‑20g/10min;步骤2:将所得共混母粒熔融喷出,通过高温气流高速牵伸后得到双组份螺旋结构纤维;步骤3:螺旋结构纤维在空气中冷却成网,收集得到双组份螺旋结构纤维非织造布。该方法将熔融指数不同的两种不相容聚合物材料进行共混熔喷,利用熔融指数的差异获得螺旋结构。为一步式熔喷成型,无需熔融造粒和特殊喷嘴,减少了成本和损耗。
技术研发人员:李婷婷,李森,许炳铨,楼静文,林佳弘
受保护的技术使用者:天津工业大学
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!