一种二维多层织物的同步成型方法与流程
本发明涉及立体织物成型,特别涉及一种二维多层织物的同步成型方法。
背景技术:
1、二维编织织物因其编织角可设计,可净尺寸成型等优点,用其增强的复合材料具有比强度高、比模量大、抗冲击、耐疲劳等性能,成为一种富有潜力的轻质结构材料。
2、相关技术中,由于纱锭的运动方式过于单一,导致在每编织完一层织物后,需将芯模重新回到初始位置,再进行下一层的编织,大大降低了织物的织造效率。
3、基于此,目前亟需一种二维多层织物的同步成型方法来解决上述技术问题。
技术实现思路
1、为了有效提高织物的织造效率,本发明实施例提供了一种二维多层织物的同步成型方法。
2、本发明实施例提供了一种二维多层织物的同步成型方法,包括:
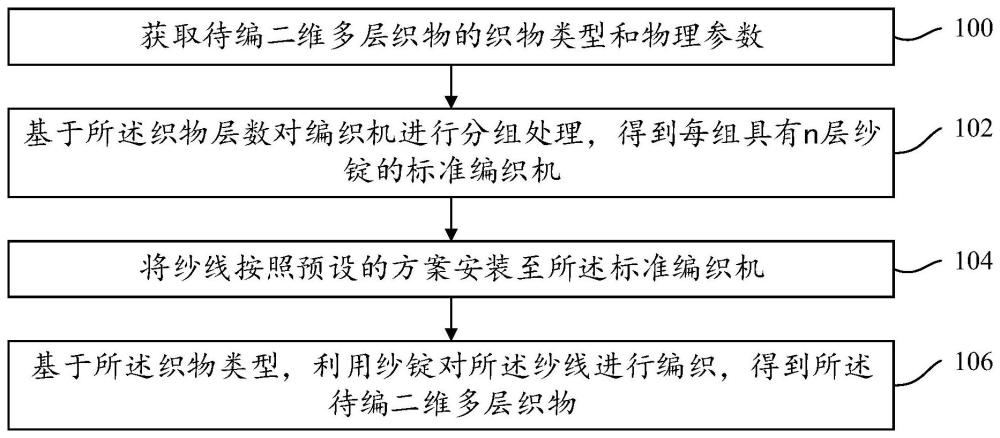
3、获取待编二维多层织物的织物类型和物理参数;其中,所述织物类型包括矩形截面织物和回转截面织物;所述物理参数包括织物层数和织物长度;
4、基于所述织物层数对编织机进行分组处理,得到每组具有n层纱锭的标准编织机;其中,所述编织机的组数与所述织物层数相同;n为大于1的正奇数;
5、将纱线按照预设的方案安装至所述标准编织机;其中,所述方案为每组纱锭按照第一层至第层间隔一个纱锭挂纱、第层至第n层间隔一个纱锭挂纱和第层全部挂纱;所述第一层至第层的纱线和所述第层至第n层的纱线不在同一列;
6、基于所述织物类型,利用纱锭对所述纱线进行编织,得到所述待编二维多层织物。
7、优选地,所述将纱线按照预设的方案安装至所述标准编织机,包括:
8、当所述待编二维多层织物为矩形横截面织物时,在第层纱锭的一端增加m个纱锭;所述第层纱锭的另一端不增加纱锭;其中,所述m为正整数。
9、优选地,所述基于所述织物类型,利用纱锭对所述纱线进行编织,得到所述待编二维多层织物,包括:
10、当所述待编二维多层织物为矩形截面织物时,令所述纱锭执行第一运动方案;重复执行所述第一运动方案至所述待编二维多层织物满足所述织物长度为止;其中,所述第一运动方案包括将第层纱锭向未增加m纱锭的一侧运动m个单位、第一层至第层纱锭以及与所述第层纱锭在同一列的第层纱锭向下侧运动个单位、第层至第n层纱锭以及与所述第层纱锭在同一列的第层纱锭向上侧运动个单位;将所述第层纱锭向反方向运动m个单位、所述第一层至第层纱锭以及与所述第层纱锭在同一列的第层纱锭向上侧运动个单位、所述第层至第n层以及与所述第层纱锭在同一列的第层纱锭向下侧运动个单位;
11、当所述待编二维多层织物为回转截面织物时,令所述纱锭执行第二运动方案;重复执行所述第二运动方案至所述待编二维多层织物满足所述织物长度为止;其中,所述第二运动方案包括将第层纱锭沿顺时针方向运动任意正整数个单位、第一层至第层纱锭以及与所述第层纱锭在同一列的第层纱锭向远离圆心的方向运动个单位、第层至第n层纱锭以及与所述第层纱锭在同一列的第层纱锭向靠近圆心的方向运动个单位;将所述第层纱锭沿逆时针方向运动任意正整数个单位、所述第一层至第层纱锭以及与所述第层纱锭在同一列的第层纱锭向靠近圆心的方向运动个单位、所述第层至第n层纱锭以及与所述第层纱锭在同一列的第层纱锭向远离圆心的方向运动个单位。
12、优选地,同一组中每层所述纱锭同时运动。
13、优选地,每组所述纱锭独立运动。
14、优选地,至少存在两组所述纱锭同时运动。
15、优选地,当所述待编二维多层织物为回转截面织物时,所述第层纱锭的数量为偶数。
16、优选地,相邻两层所述纱锭之间设置有轴向纱锭。
17、优选地,每组所述纱锭的列数不同。
18、优选地,每组所述纱锭上的纱线数不同。
19、本发明实施例提供了一种二维多层织物的同步成型方法,通过将一台编织机上分成多组编织纱锭的方式,并通过多组纱锭的同步运动实现多层织物的制备,提高了多层二维织物的编织效率;由于每层织物的纱线层数以及编织长度可独立控制,因此可实现织物厚度沿编织长度方向的变化;同时,每组纱锭列数可设计,因此织物内外层的编织角度可调,单层织物厚度可变化,织物可设计性强。
技术特征:
1.一种二维多层织物的同步成型方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述将纱线按照预设的方案安装至所述标准编织机,包括:
3.根据权利要求2所述的方法,其特征在于,所述基于所述织物类型,利用纱锭对所述纱线进行编织,得到所述待编二维多层织物,包括:
4.根据权利要求3所述的方法,其特征在于,同一组中每层所述纱锭同时运动。
5.根据权利要求3所述的方法,其特征在于,每组所述纱锭独立运动。
6.根据权利要求3所述的方法,其特征在于,至少存在两组所述纱锭同时运动。
7.根据权利要求1所述的方法,其特征在于,当所述待编二维多层织物为回转截面织物时,所述第层纱锭的数量为偶数。
8.根据权利要求1所述的方法,其特征在于,相邻两层所述纱锭之间设置有轴向纱锭。
9.根据权利要求1所述的方法,其特征在于,每组所述纱锭的列数不同。
10.根据权利要求1所述的方法,其特征在于,每组所述纱锭上的纱线数不同。
技术总结
本发明提供了一种二维多层织物的同步成型方法,包括:获取待编二维多层织物的织物类型和物理参数;其中,所述织物类型包括矩形截面织物和回转截面织物;所述物理参数包括织物层数和织物长度;基于所述织物层数对编织机进行分组处理,得到每组具有n层纱锭的标准编织机;其中,所述编织机的组数与所述织物层数相同;n为大于1的正奇数;将纱线按照预设的方案安装至所述标准编织机;基于所述织物类型,利用纱锭对所述纱线进行编织,得到所述待编二维多层织物。本方案能够提高多层二维织物的编织效率,同时满足织物内外层的编织角度可调,单层织物厚度可变化,织物可设计性强的需要。
技术研发人员:唐亦囡,王宇,陈天宇,刘海宽
受保护的技术使用者:南京玻璃纤维研究设计院有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!