一种棉麻混纺装饰面料的织造工艺的制作方法
本发明涉及纺织生产,具体的说是一种棉麻混纺装饰面料的织造工艺。
背景技术:
1、目前,市场上家纺装饰面料多以原棉作为原料,外观花型以三原组织为主,稍复杂一点也是以斜纹及缎纹类为基础的条纹或格纹提花,后期通过染色或印花丰富坯布外观效果,这种外观花型属于平面花型,视觉效果相比立体花型略显不足,花型单一。基于此,拟开发一款外观造型别致,结构牢固,布面花型立体丰满、层次感强的家纺面料,丰富装饰面料市场。
技术实现思路
1、为克服现有技术的不足,本申请发明目的在于提供一种棉麻混纺装饰面料的织造工艺,使产品结构画面丰满、造型美观亮丽,立体感强,丰富家纺装饰面料品种。
2、为实现上述发明目的,本发明的一种棉麻混纺装饰面料的织造工艺,所述棉麻混纺装饰面料规格为jc/亚麻(80/20)14.5×jc/亚麻(80/20)14.5 681×(275.5×2) 315提花布;
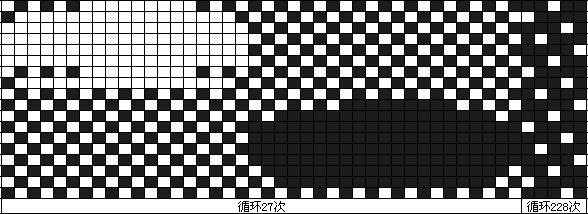
3、所述面料花型由两部分复合而成,其中,平面部分采用五枚三飞经面缎纹,立体部分采用复合提花组织,面料外观呈凹凸感强的立体圆形蜂窝状;所述平面部分、立体部分组成一循环单元:
4、所述面料经、纬纱选用jc/亚麻(80/20)14.5tex纱,经密采用681根/10cm,纬密采用275.5×2根/10cm,布幅宽度采用315cm,总经根数21056根;
5、所述棉麻混纺装饰面料的织造工艺,包括以下步骤:整经工序→浆纱工序→穿综、穿筘工序→织造工序;
6、 (a)整经工序:采用多轴少头份的原则,整经头份658根,经轴个数16个;整经车速控制在650米/分,卷绕密度增大;
7、 (b)浆纱工序:浆料选用:25公斤的gr-1297,40公斤的a-898,50公斤的a-696,12公斤的le胶水,3公斤的蜡片,3公斤的抗静电剂,调浆体积700升,浆液含固量13.5%;浆纱采用0.4%的后上蜡增加纱线的平滑性和耐磨性,上浆率偏大掌握;浆纱机设备津田驹浆纱hs-40型,双浆槽双浸双压上浆,采用中张力,低伸长,中压力的技术路线;浆桶粘度9至13秒,浆槽粘度8至10秒,蒸汽压力0.5mpa,浆纱机车速55米/分钟,浆纱压浆力控制在1.1×10kn到1.3×10kn之间,浆槽温度控制在80~92℃之间,预烘锡林的温度控制在90~125℃之间,主锡林温度控制在40~90℃之间,回潮率控制在10.0%到12.0%之间,浆纱湿区张力尽量偏小控制,纱线的伸长小于0.8%;
8、 (c)穿筘工序:将缎纹部分穿在第1至第5页上,将蜂窝状提花部分穿在缎纹后面第6至第14页上,地组织穿法如下:1.2.3.4.5(循环228次)+9.7.6.7.6.7.6.8.6.8.6.8.6.8.6.7.6.7.9.13.14.11.10.11.10.11.10.12.10.12.10.12.10.12.10.11.10.11.14.13(循环27次),一个整循环2220根纱;
9、以此2220根纱间隔循环将地组织经纱穿完;钢筘型号164.5齿/10cm,地、边组织每筘均是4根纱,布边宽度设计为1.25cm;
10、(d)织造工序:采用津田驹zax-n-340型喷气织机双织轴织造,配多臂开口结构,该花型综框16页;织造车间温度控制在28℃,相对湿度控制在79%左右;五枚三飞缎纹组织放在前5页织造,蜂巢状提花组织部分靠后区织造;采用“早开口、迟引纬、大张力、高后梁、中气压”的织造工艺;具体上机织造参数:车速控制在400r/min左右,上机张力控制在2800n左右,不同花型区域内的纱线充分伸直;开口时间290°,入纬时间80°,送经时间310°;综框高度分别是81mm、80mm、79mm、78mm、77mm、84mm、84mm、84mm、84mm、84mm、84mm、84mm、84mm、84mm、86mm、86mm;开口量:130mm、115mm、105mm、95mm、85mm、115mm、105mm、95mm、90mm、80mm、80mm、75mm、75mm、65mm、40mm、35mm。
11、所述五枚三飞经面缎纹和复合提花两部分宽度均按16cm设计。
12、与现有技术相比,本申请一种棉麻混纺装饰面料的织造工艺,同一坯布上有两种不同的外观视觉形式,两组部分纱线的起伏变化不同,纱线松紧不一样,织造难度较大。本申请充分利用小提花织机的特点以及织物组织的相互交织的特点生产一款外观造型新颖的装饰类面料,具有接触舒适、吸湿透气,同时抗腐耐热、抗菌无静电等性能,其功能及造型受消费者青睐。
技术特征:
1.一种棉麻混纺装饰面料的织造工艺,其特征在于:所述棉麻混纺装饰面料规格为jc/亚麻(80/20)14.5×jc/亚麻(80/20)14.5 681×(275.5×2) 315提花布;
2.根据权利要求1所述的一种棉麻混纺家纺面料的织造工艺,其特征在于:所述五枚三飞经面缎纹和复合提花两部分宽度均按16cm设计。
技术总结
一种棉麻混纺装饰面料的织造工艺,涉及纺织生产技术领域,棉麻混纺家纺面料规格为JC/亚麻(80/20)14.5×JC/亚麻(80/20)14.5 681×(275.5×2) 315提花布,面料花型由两部分复合而成,其中,平面部分采用五枚三飞经面缎纹,立体部分采用复合提花组织,面料外观呈凹凸感强立体圆形蜂窝状,面料经纬纱选用JC/亚麻(80/20)14.5tex纱,经密681根/10cm,纬密275.5×2根/10cm,布幅宽度315cm,总经根数21056根,棉麻混纺家纺面料的织造工艺,包括以下步骤:整经→浆纱→穿综、穿筘→织造工序。产品结构画面丰满、造型美观亮丽,立体感强,丰富家纺面料品种。
技术研发人员:张五九
受保护的技术使用者:际华三五四二纺织有限公司
技术研发日:
技术公布日:2024/9/23
- 还没有人留言评论。精彩留言会获得点赞!