一种不易发生褶皱的面料切割设备的制作方法
本技术涉及一种面料切割设备,尤其是涉及一种不易发生褶皱的面料切割设备。
背景技术:
1、面料在生产加工过程中一般都是呈连续带状,而有些面料的产品或者半成品需要呈固定长度的片状,因此需要用到面料切割设备将连续带状的面料分割为固定分段。目前的面料切割设备主要包括水平的切割平台、位于切割平台上侧的切割组件、位于切割平台上侧的压布组件以及用于输送面料的送料组件,送料组件一般采用抓取的方式来定量输送面料,切割组件用于切割面料,压布组件需在切割面料工序之前压合在面料上,用于固定面料,防止切割面料时被拉扯移位,完成切割后压布组件抬离面料。
2、但是压布组件与面料压合的时候,有一定几率导致面料局部拉伸,待压布组件抬离的时候,被拉伸的区域产生回弹,进而导致面料局部发生褶皱,这样会不利于送料组件精准抓取面料,影响下一次面料切割的精度。
技术实现思路
1、本实用新型提供了一种不易发生褶皱的面料切割设备;解决现有技术中存在压布组件与面料接触前后可能会导致面料局部变形、褶皱的问题。
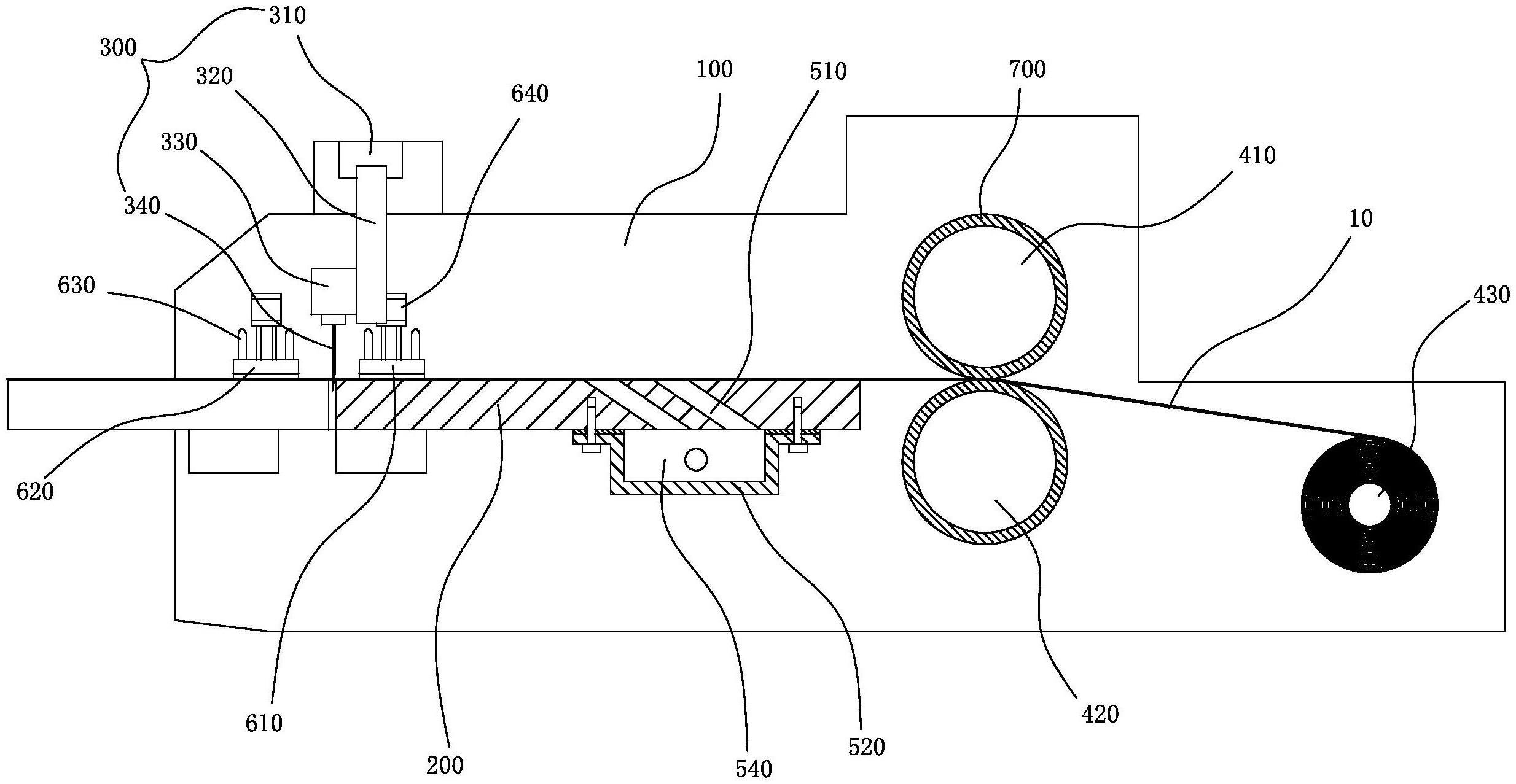
2、本实用新型的上述技术问题主要是通过下述技术方案得以解决的:一种不易发生褶皱的面料切割设备,包括机架、位于机架上的切割平台、位于所述切割平台上侧的切割组件、位于所述切割平台上侧的压布组件以及用于输送面料的送料组件,所述送料组件包括相互贴合的主动辊和从动辊,还包括有转动装配在所述机架上的送料辊和位于所述切割平台上的吹气系统,所述吹气系统包括位于所述切割平台上的若干气道、与所述气道的进气端连通的气室、气泵以及连接所述气泵与所述气室的输气管,所述气道的排气端口位于所述切割平台的上表面上,且位于所述切割组件与所述主动辊之间区域上。
3、本实用新型中的送料组件的运作原理为:连续带状的面料呈卷状绕在送料辊上,面料的一端夹持在主动辊和从动辊之间,主动辊带动从动辊转动,可同步带动面料向切割平台进给,同时气泵工作,高速气流从气道的出气端口排出,因此面料与切割平台上表面之间形成了薄薄的一层气流间隙,气流向切割组件一侧流动,气流与面料之间产生的摩擦力驱使面料同步流动,然后通过控制主动辊的转动周数以控制面料的进给长度,主动辊停止转动后气泵也停止工作。因此,即使面料经过切割后产生一定的形变或褶皱,也会在下一次进给过程中,被气流重新吹拂平整。
4、进一步的,所述气道的排气端口呈线性阵列分布在切割平台的上表面上,阵列范围为横跨所述切割平台的两侧设置。排气端口分布的越密集、越均匀,产生的气流也越平稳,等气流停止后,面料可以更平整的平铺在切割平台上。
5、进一步的,所述气道的排气端口为向切割组件一侧倾斜设置,保证气流尽可能都向该侧流动,因为如果产生反向的气流,这些气流对面料产生的摩擦力会影响面料的正常进给。
6、进一步的,输气管上设有气体流量调节阀;所述输气管上还设有电磁气阀。气体流量调节阀用于控制气道的气流输出量,保证气道内的气流稳定输出,同时还能根据面料的不同切换不同的气流输出模式;电磁气阀则用于控制气流的启闭,而且电磁气阀便于用plc控制器自动化控制。
7、进一步的,所述主动辊和从动辊的外侧均套设有橡胶套,用于增加与面料之间的摩擦力,保证面料的进给量与主动辊的转动长度一致,避免两者产生打滑,保证面料进给量固定。
8、因此,本实用新型相比现有技术具有以下特点:1.通过气道产生的气流使面料与切割平台上表面之间形成气流层,气流向切割组件一侧流动,气流与面料之间产生的摩擦力驱使面料同步流动,然后通过控制主动辊的转动周数以控制面料的进给长度,即使面料经过切割后产生一定的形变或褶皱,也会在下一次进给过程中,被气流重新吹拂平整;2.气道的排气端口为向切割组件一侧倾斜设置,保证气流尽可能都向该侧流动。
技术特征:
1.一种不易发生褶皱的面料切割设备,包括机架、位于机架上的切割平台、位于所述切割平台上侧的切割组件、位于所述切割平台上侧的压布组件以及用于输送面料的送料组件,其特征在于:所述送料组件包括相互贴合的主动辊和从动辊,还包括有转动装配在所述机架上的送料辊和位于所述切割平台上的吹气系统,所述吹气系统包括位于所述切割平台上的若干气道、与所述气道的进气端连通的气室、气泵以及连接所述气泵与所述气室的输气管,所述气道的排气端口位于所述切割平台的上表面上,且位于所述切割组件与所述主动辊之间区域上。
2.根据权利要求1所述的不易发生褶皱的面料切割设备,其特征在于:所述气道的排气端口呈线性阵列分布在切割平台的上表面上,阵列范围为横跨所述切割平台的两侧设置。
3.根据权利要求1或2所述的不易发生褶皱的面料切割设备,其特征在于:所述气道的排气端口为向切割组件一侧倾斜设置。
4.根据权利要求3所述的不易发生褶皱的面料切割设备,其特征在于:输气管上设有气体流量调节阀。
5.根据权利要求4所述的不易发生褶皱的面料切割设备,其特征在于:所述输气管上还设有电磁气阀。
6.根据权利要求1所述的不易发生褶皱的面料切割设备,其特征在于:所述切割组件包括固定在所述机架上的气动水平滑轨、滑动装配在所述气动水平滑轨上的气动竖直滑轨以及滑动装配在所述气动竖直滑轨上的割刀固定座,割刀固定座上设有朝下竖直设置的割刀。
7.根据权利要求1所述的不易发生褶皱的面料切割设备,其特征在于:所述压布组件包括位于所述切割组件前侧的前压杆、位于所述切割组件后侧的后压杆、设置在所述机架上用于竖直滑动安装压杆的若干滑槽以及驱动压杆上下运动的气缸。
8.根据权利要求1所述的不易发生褶皱的面料切割设备,其特征在于:所述主动辊和从动辊的外侧均套设有橡胶套。
技术总结
本技术涉及一种不易发生褶皱的面料切割设备。它包括机架、切割平台、切割组件、压布组件以及送料组件,送料组件包括相互贴合的主动辊和从动辊,还包括有转动装配在机架上的送料辊和位于切割平台上的吹气系统,吹气系统包括位于切割平台上的若干气道、与气道的进气端连通的气室、气泵以及连接气泵与气室的输气管,气道的排气端口位于切割平台的上表面上。高速气流从气道的出气端口排出,面料与切割平台之间形成了气流间隙,气流与面料之间产生的摩擦力驱使面料同步流动,然后通过控制主动辊的转动周数以控制面料的进给长度。因此,即使面料经过切割后产生一定的形变或褶皱,也会在下一次进给过程中,被气流重新吹拂平整。
技术研发人员:林海琴,顾益忠,陈浩
受保护的技术使用者:浙江九艺新材料股份有限公司
技术研发日:20230328
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!