一种自动绱袖机的制作方法
本申请涉及纺织缝纫,特别涉及一种自动绱袖机。
背景技术:
1、在衣服类服饰的缝制中,通常会涉及到上袖的工艺,上袖在服装厂中普遍作为a级工序存在,相对普通工艺来说操作难度较大,质量要求也更高。
2、目前的绱袖机没有做到完全的去技能化,也就无法将该道工序标准化、自动化。绱袖工艺的难点体现在两个方面,一是对边,袖片与衣片的形状差异较大且不够规则,却要求边缘对齐而缝线上无褶皱;二是吃势,袖片边缘长度大于衣片边缘,却要求首尾缝合后对齐。目前的绱袖机自动化和智能化程度低,在自动化生产中,虽能一定程度上满足展开袖的缝制工艺,但是不能满足圆筒袖的缝制工艺,并且缝制工艺均对对边和吃势提出更高的要求。
技术实现思路
1、本申请的目的是提供一种自动绱袖机,通过隔料组件的变化兼顾圆筒袖以及展开袖两种工艺,上对边组件和下对边组件不仅能够控制布料对边,还能控制布料的吃势;自动绱袖机的自动化和智能化程度提高的同时,对不同的版型适应性强。
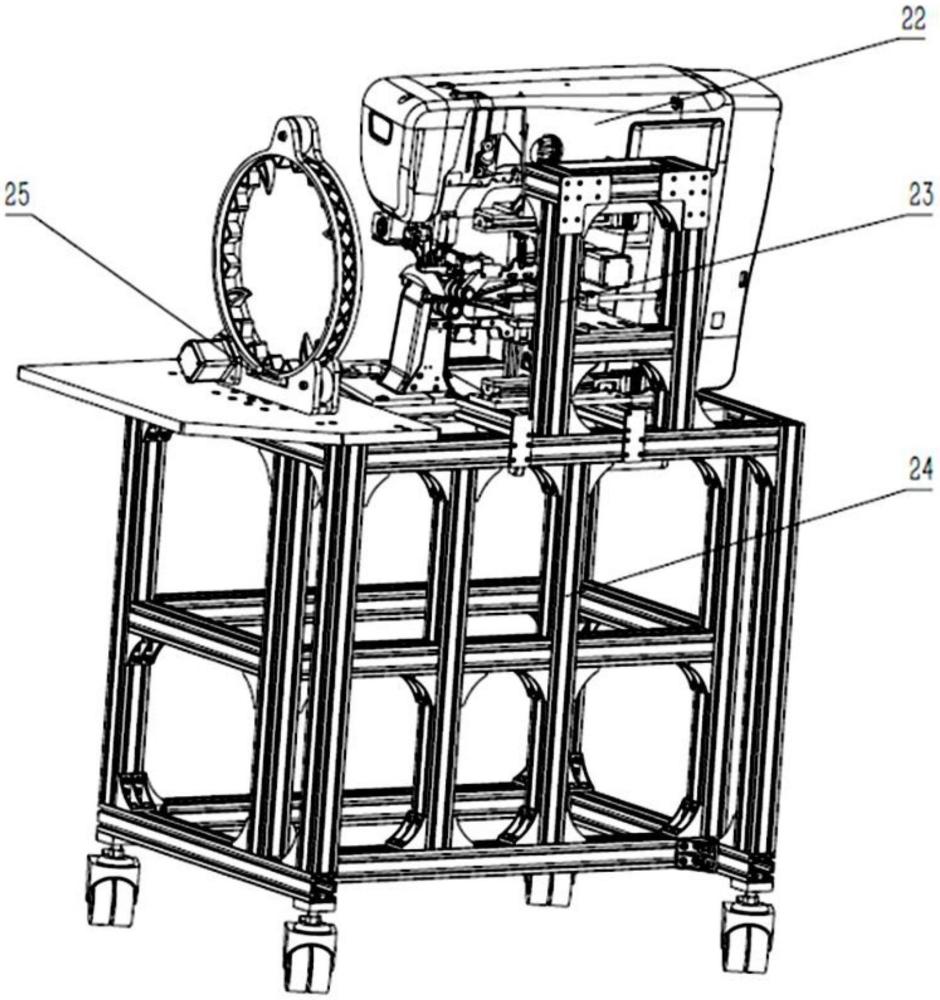
2、为实现上述目的,本申请提供一种自动绱袖机,包括机架以及安装在机架上的缝纫机主体和自动对边机构,所述自动对边机构位于所述缝纫机主体一侧;
3、所述缝纫机主体包括机针和送料机构,所述送料机构用于将上布料和下布料送至所述机针处进行缝制;
4、所述自动对边机构包括上对边组件、下对边组件和位于二者之间的隔料组件,所述上对边组件用于压紧和移动所述隔料组件上侧的上布料,所述下对边组件用于压紧和移动所述隔料组件下侧的下布料,以使上布料和下布料分别移动后对边;所述上对边组件和所述下对边组件对布料的压紧程度可调,以使布料的吃势可调;所述隔料组件可与所述上对边组件和所述下对边组件分离,实现上布料和下布料贴合后由所述上对边组件和所述下对边组件压紧和移动,以使上布料和下布料同时移动后对边。
5、在一些实施例中,所述自动绱袖机还包括对边检测机构,所述对边检测机构用于在所述机针一侧检测上布料和下布料对边位置的边缘的对边情况,所述上对边组件和所述下对边组件根据对边情况控制布料对边。
6、在一些实施例中,所述对边检测机构包括上对边传感器和下对边传感器,所述上对边传感器用于在机针一侧靠上的上对边位置检测上布料,所述下对边传感器用于在机针一侧靠下的下对边位置检测下布料。
7、在一些实施例中,所述自动绱袖机还包括纠偏检测机构,所述纠偏检测机构用于在所述隔料组件两侧检测上布料和下布料非对边位置的边缘的偏移情况,所述上对边组件和所述下对边组件根据偏移情况控制布料纠偏。
8、在一些实施例中,所述纠偏检测机构包括上纠偏传感器和下纠偏传感器,所述上纠偏传感器用于在所述隔料组件上侧检测上布料,所述下纠偏传感器用于在所述隔料组件下侧检测下布料。
9、在一些实施例中,所述上对边组件和所述下对边组件相对所述隔料组件呈镜像,所述上对边组件和所述下对边组件均包括压料子组件、移料子组件和升降子组件,所述压料子组件用于压紧布料,所述移料子组件用于带动所述压料子组件移动以控制布料对边,所述升降子组件用于带动所述压料子组件升降以调节对布料的压紧程度。
10、在一些实施例中,所述压料子组件包括滚轮和带动所述滚轮转动的滚轮电机,所述滚轮用于压紧布料,所述滚轮电机控制所述滚轮的转动以调整布料在所述滚轮的余量实现纠偏,布料纠偏的方向和布料对边的方向相同。
11、在一些实施例中,所述移料子组件包括丝杆电机,所述丝杆电机上装配有滑块;所述升降子组件包括升降气缸,所述升降气缸的固定端与所述滑块连接,所述升降气缸的动作端与所述压料子组件连接。
12、在一些实施例中,所述自动绱袖机还包括辅助托布轮机构,所述辅助托布轮机构和所述自动对边机构分别位于所述缝纫机主体的横向一侧和纵向一侧,所述辅助托布轮机构用于辅助除缝纫外余长的布料翻转。
13、在一些实施例中,所述缝纫机主体还包括防褶压板和锥形针板,所述防褶压板位于机针一侧,所述锥形针板位于所述防褶压板下方,所述防褶压板用于将褶皱推挤到缝线外侧以减少褶皱的产生,所述锥形针板用于与布料的弧形贴合以减少褶皱的产生。
14、相对于上述背景技术,本申请所提供的自动绱袖机包括机架、缝纫机主体和自动对边机构,缝纫机主体和自动对边机构安装在机架上,自动对边机构位于缝纫机主体一侧。缝纫机主体包括机针和送料机构,送料机构将上布料和下布料送至机针处进行缝制。自动对边机构包括上对边组件、下对边组件和隔料组件,隔料组件位于上对边组件和下对边组件之间,隔料组件可与上对边组件和下对边组件分离,上对边组件和下对边组件对布料的压紧程度可调。
15、在使用时,缝纫机主体和自动对边机构根据缝纫的类型进行变化,在缝纫机主体缝纫布料的过程中,自动对边机构同时进行布料的对边,并且上对边组件和下对边组件对布料的压紧程度可调,进而实现布料的吃势可调。
16、缝纫类型为圆筒袖时,上布料和下布料先由隔料组件分隔开,上对边组件压紧和移动隔料组件上侧的上布料,下对边组件压紧和移动隔料组件下侧的下布料,以使上布料和下布料分别移动后对边;在缝制最后一段的分段点时,隔料组件与上对边组件和下对边组件分离,上布料和下布料贴合,贴合的上布料和下布料由上对边组件和下对边组件压紧和移动,以使上布料和下布料同时移动后对边。
17、缝纫类型为展开袖时,上布料和下布料始终由隔料组件分隔开,上对边组件和下对边组件实现上布料和下布料分别移动后对边。
18、该自动绱袖机,通过隔料组件的变化兼顾圆筒袖以及展开袖两种工艺,圆筒袖工艺满足缝合的起点与终点重合的特点,展开袖工艺满足缝线首尾断开的特点;上对边组件和下对边组件不仅能够控制布料对边,还能控制布料的吃势。该自动绱袖机的自动化和智能化程度提高的同时,对不同的版型适应性强。
技术特征:
1.一种自动绱袖机,其特征在于,包括机架以及安装在机架上的缝纫机主体和自动对边机构,所述自动对边机构位于所述缝纫机主体一侧;
2.根据权利要求1所述的自动绱袖机,其特征在于,还包括对边检测机构,所述对边检测机构用于在所述机针一侧检测上布料和下布料对边位置的边缘的对边情况,所述上对边组件和所述下对边组件根据对边情况控制布料对边。
3.根据权利要求2所述的自动绱袖机,其特征在于,所述对边检测机构包括上对边传感器和下对边传感器,所述上对边传感器用于在机针一侧靠上的上对边位置检测上布料,所述下对边传感器用于在机针一侧靠下的下对边位置检测下布料。
4.根据权利要求1所述的自动绱袖机,其特征在于,还包括纠偏检测机构,所述纠偏检测机构用于在所述隔料组件两侧检测上布料和下布料非对边位置的边缘的偏移情况,所述上对边组件和所述下对边组件根据偏移情况控制布料纠偏。
5.根据权利要求4所述的自动绱袖机,其特征在于,所述纠偏检测机构包括上纠偏传感器和下纠偏传感器,所述上纠偏传感器用于在所述隔料组件上侧检测上布料,所述下纠偏传感器用于在所述隔料组件下侧检测下布料。
6.根据权利要求1所述的自动绱袖机,其特征在于,所述上对边组件和所述下对边组件相对所述隔料组件呈镜像,所述上对边组件和所述下对边组件均包括压料子组件、移料子组件和升降子组件,所述压料子组件用于压紧布料,所述移料子组件用于带动所述压料子组件移动以控制布料对边,所述升降子组件用于带动所述压料子组件升降以调节对布料的压紧程度。
7.根据权利要求6所述的自动绱袖机,其特征在于,所述压料子组件包括滚轮和带动所述滚轮转动的滚轮电机,所述滚轮用于压紧布料,所述滚轮电机控制所述滚轮的转动以调整布料在所述滚轮的余量实现纠偏,布料纠偏的方向和布料对边的方向相同。
8.根据权利要求6所述的自动绱袖机,其特征在于,所述移料子组件包括丝杆电机,所述丝杆电机上装配有滑块;所述升降子组件包括升降气缸,所述升降气缸的固定端与所述滑块连接,所述升降气缸的动作端与所述压料子组件连接。
9.根据权利要求1至8任一项所述的自动绱袖机,其特征在于,还包括辅助托布轮机构,所述辅助托布轮机构和所述自动对边机构分别位于所述缝纫机主体的横向一侧和纵向一侧,所述辅助托布轮机构用于辅助除缝纫外余长的布料翻转。
10.根据权利要求1至8任一项所述的自动绱袖机,其特征在于,所述缝纫机主体还包括防褶压板和锥形针板,所述防褶压板位于机针一侧,所述锥形针板位于所述防褶压板下方,所述防褶压板用于将褶皱推挤到缝线外侧以减少褶皱的产生,所述锥形针板用于与布料的弧形贴合以减少褶皱的产生。
技术总结
本申请公开了一种自动绱袖机,涉及纺织缝纫技术领域;自动绱袖机包括机架、缝纫机主体和自动对边机构;缝纫机主体包括机针和送料机构,送料机构将上布料和下布料送至机针处进行缝制;自动对边机构包括上对边组件、下对边组件和位于二者之间的隔料组件,上对边组件压紧和移动隔料组件上侧的上布料,下对边组件压紧和移动隔料组件下侧的下布料,隔料组件可与上对边组件和下对边组件分离,上对边组件和下对边组件对布料的压紧程度可调。上述自动绱袖机,通过隔料组件的变化兼顾圆筒袖以及展开袖两种工艺,上对边组件和下对边组件不仅能够控制布料对边,还能控制布料的吃势;自动绱袖机的自动化和智能化程度提高的同时,对不同的版型适应性强。
技术研发人员:王浩然,邱雯奕,杨威,谭炜军,陈海强
受保护的技术使用者:拓卡奔马机电科技有限公司
技术研发日:20230904
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!