一种3D双面异形光学玻璃的加工刀具的制作方法
一种3d双面异形光学玻璃的加工刀具
技术领域
1.本实用新型涉及光学玻璃加工用的刀具,尤其是指一种3d双面异形光学玻璃的加工刀具。
背景技术:
2.光学玻璃制品如图1所示为圆柱体,其上端具有圆形凹槽,下端边缘有弧形倒角,传统的加工的方式需要两把刀具分两次单独加工,先通过数控车床结合第一把刀具对圆柱体光学玻璃的一面挖槽加工,待加工完成后,再将圆柱体光学玻璃翻一个面,通过数控车床结合第二把刀具对圆柱体光学玻璃做弧形倒角处理,这样加工生产的效率低、产品加工精度低。
技术实现要素:
3.(一)要解决的技术问题
4.本实用新型目的在于提供一种3d双面异形光学玻璃的加工刀具,将两把刀具合二为一,安装在数控车床便于一次加工完成,无须二次对位,有效提高了产品加工生产效率和提高产品加工精度。为实现上述之目的,本实用新型采取如下技术方案:
5.(二)技术方案
6.一种3d双面异形光学玻璃的加工刀具,所述刀具呈圆柱体,所述刀具侧面与底部之间设有倒角状的下刀刃,所述刀具上端设有弧状的上刀刃,所述刀具表面均要做小粒径精钢砂电镀处理。
7.进一步,所述刀具底部设有两条垂直设置的冷却槽,两条冷却槽连接处设计为圆形槽。
8.进一步,所述连接杆与刀具一体成型。
9.(三)有益效果
10.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,本实用新型将两把刀具合二为一,减少将光学玻璃翻面这一道工序,在数控车床便于一次加工完成,无须二次对位,有效提高了产品加工生产效率和提高产品加工精度。
附图说明
11.图1是光学玻璃制品的外形示意图;
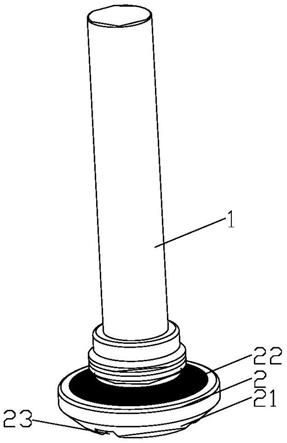
12.图2是本实用新型的立体图;
13.图3是本实用新型的左视图;
14.图4是本实用新型的仰视图。
15.附图标号说明:
16.1、连接杆
ꢀꢀꢀꢀꢀꢀꢀ
2、刀具
ꢀꢀꢀꢀꢀꢀꢀ
21、下刀刃
17.22、上刀刃
ꢀꢀꢀꢀꢀꢀ
23、冷却槽
ꢀꢀꢀꢀ
24、圆形槽
具体实施方式
18.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
19.下面结合附图与具体实施方式对本实用新型作进一步描述。
20.请参阅图2至图4所示,一种3d双面异形光学玻璃的加工刀具,包括连接杆1和刀具2,所述刀具2呈圆柱体,所述刀具2侧面与底部之间设有倒角状的下刀刃21,下刀刃21由一段圆弧和斜边组成,通过控制刀具2的下沉量可控制下刀刃21对光学玻璃制品上圆形凹槽加工的深浅,所述刀具 2上端设有弧状的上刀刃22,通过控制刀具2靠近光学玻璃制品下端边缘的距离可控制上刀刃22对光学玻璃制品弧形倒角的大小,刀具2表面均要做小粒径精钢砂电镀处理。
21.为防止玻璃材质因温度过高变软,所述刀具2底部设有两条垂直设置的冷却槽23,两条冷却槽23连接处设计为圆形槽24,便于水对流同时便于排屑。
22.为了使用寿命更长,所述连接杆1与刀具2一体成型。
23.本实用新型使用将光学玻璃下端居中区域使用胶水固定在治具上固定,这样在加工光学玻璃上端面之后保持不动又不影响其下端边缘的加工,先控制刀具2的下沉,靠刀具2底部的精钢砂磨对光学玻璃上端中间区域打磨加工成圆形凹槽,同时依靠下刀刃21对圆形凹槽四周进行铣边处理,待圆形凹槽加工完毕后,再保持光学玻璃固定不动的情况下,通过数控机床控制刀具2使上刀刃22对光学玻璃下端面边缘加工。
24.本实用新型将两把刀具合二为一,减少将光学玻璃翻面这一道工序,在数控车床便于一次加工完成,无须二次对位,有效提高了产品加工生产效率和提高产品加工精度。
25.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
技术特征:
1.一种3d双面异形光学玻璃的加工刀具,包括连接杆和刀具,其特征在于:所述刀具呈圆柱体,所述刀具侧面与底部之间设有倒角状的下刀刃,所述刀具上端设有弧状的上刀刃,所述刀具表面均要做小粒径精钢砂电镀处理。2.根据权利要求1所述一种3d双面异形光学玻璃的加工刀具,其特征在于:所述刀具底部设有两条垂直设置的冷却槽,两条冷却槽连接处设计为圆形槽。3.根据权利要求1所述一种3d双面异形光学玻璃的加工刀具,其特征在于:所述连接杆与刀具一体成型。
技术总结
本实用新型提供了一种3D双面异形光学玻璃的加工刀具,包括连接杆和刀具,所述刀具呈圆柱体,所述刀具侧面与底部之间设有倒角状的下刀刃,所述刀具上端设有弧状的上刀刃,所述刀具表面均要做小粒径精钢砂电镀处理,本实用新型将两把刀具合二为一,减少将光学玻璃翻面这一道工序,在数控车床便于一次加工完成,无须二次对位,有效提高了产品加工生产效率和提高产品加工精度。高产品加工精度。高产品加工精度。
技术研发人员:刘敏 刘辉 章旭 吴临红 张帅 路富亮 任凯平
受保护的技术使用者:江西水晶光电有限公司
技术研发日:2020.11.02
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1