一种对压机模具底板位置进行检测的控制模块的制作方法
1.本实用新型涉及压砖机连续生产系统,具体涉及一种对压机模具底板位置进行检测的控制模块。
背景技术:
2.目前,压砖机连续生产系统中,压砖机的滑块落下,对模具型腔中的压砖料进行压实,形成砖块,滑块复位后,模具型腔的模具底板上升顶出砖块;压砖机的送料车前端设夹手,用于夹取已经压制完成的砖块,送料车后部设送料斗,送料斗先在自动称量装置下方接料,再在送料车带动下到达模具型腔上方再次投放压砖料。
3.在上述过程中,压砖机进行取砖和上料时,偶尔会因为顶料装置卡死而造成模具底板不能及时下沉到模具型腔中,此时送料车在进行投料时会与未及时下沉的模具底板发生碰撞,最终导致损坏送料车和模具底板,影响压砖机正常工作,大大降低生产效率。
技术实现要素:
4.本实用新型的目的是为了提供一种结构简单、使用可靠的对压机模具底板位置进行检测的控制模块,解决现有压砖机的送料车和模具底板容易发生碰撞的问题,保证压机连续正常运转,提高生产效率,节约维护成本。
5.本实用新型的技术方案是:
6.一种对压机模具底板位置进行检测的控制模块,包括送料车,所述送料车的后部固定有送料斗,其技术要点是:所述送料车前端固定有夹砖臂,夹砖臂前端设有气动取砖夹手,且夹砖臂前端设有朝向气动取砖夹手正下方的光电开关,所述光电开关与控制送料车运动的plc控制器连接,所述plc控制器与送料车的驱动机构连接。
7.上述的对压机模具底板位置进行检测的控制模块,所述夹砖臂前端呈u形,所述气动取砖夹手对称布置于夹砖臂前端的u形区域内,所述光电开关设于u形区域的边框下表面。
8.上述的对压机模具底板位置进行检测的控制模块,所述光电开关的数量至少为一个,可通过设置多个光电开关增强检测准确性和稳定性。
9.上述的对压机模具底板位置进行检测的控制模块,所述plc控制器另连接有报警器。
10.本实用新型的有益效果是:
11.通过光电开关检测气动取砖夹手正下方是否存在模具底板,即在气动取砖夹手夹取砖块后,模具底板是否还位于气动取砖夹手正下方,没有正常复位。如果没有正常复位,plc控制器通过光电开关的检测信号获知该信息,使送料车驱动机构停止运行,提醒工作人员前往检查。从而避免送料车在下一送料工位和模具底板发生碰撞,节约维护成本,待工作人员对模具底板进行维修维护后,再启动送料车驱动机构,保证压机连续正常运转,提高生产效率。
附图说明
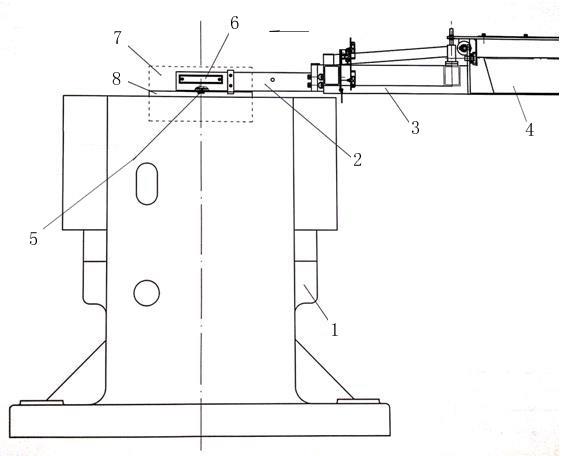
12.图1是本实用新型的结构示意图;
13.图2是图1中夹砖臂位置的俯视图。
14.图中:1.压砖机、2.夹砖臂、3.送料车、4.送料斗、5.光电开关、6.气动取砖夹手、7.砖块、8.模具底板。
具体实施方式
15.如图1所示,该对压机模具底板位置进行检测的控制模块,包括送料车3,所述送料车3的后部固定有送料斗4,所述送料车3前端固定有夹砖臂2,夹砖臂2前端设有气动取砖夹手6,且夹砖臂2前端设有朝向气动取砖夹手6正下方的光电开关5,所述光电开关5与控制送料车运动的plc控制器(图中省略)连接,所述plc控制器与送料车3的驱动机构连接。
16.本实施例中,所述夹砖臂2前端呈u形,所述气动取砖夹手6对称布置于夹砖臂2前端的u形区域内,所述光电开关5通过螺栓把合安装在u形区域的边框下表面。光电开关5的检测口朝向u形区域下方,即上升后的模具底板8的侧方。所述光电开关5的数量为一个。夹砖臂2通过螺栓和t形螺母连接在送料车3的前端。所述plc控制器另连接有报警器(图中省略)。
17.工作原理:
18.压砖机1的滑块完成压砖后复位,气动取砖夹手6夹紧砖块7,在模具底板8正常及时下沉到模具腔型里的情况下,光电开关5不能检测到模具底板8,送料车3正常向前移动,气动取砖夹手6夹紧砖块7到达放砖工位,而同时送料斗4到达模具型腔上方,完成上料动作;若模具底板8不能及时沉到模具型腔中,则光电开关5可以检测到模具底板8仍然存在,光电开关5将检测信号传送到plc控制器,plc控制器下发指令停止送料车3的驱动机构运行,同时通过报警器发出报警信号。
19.以上对本实用新型的实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型创造范围所作的均等变化与改进等,均应仍归属于本专利涵盖范围之内。
技术特征:
1.一种对压机模具底板位置进行检测的控制模块,包括送料车,所述送料车的后部固定有送料斗,其特征在于:所述送料车前端固定有夹砖臂,夹砖臂前端设有气动取砖夹手,且夹砖臂前端设有朝向气动取砖夹手正下方的光电开关,所述光电开关与控制送料车运动的plc控制器连接,所述plc控制器与送料车的驱动机构连接。2.根据权利要求1所述的对压机模具底板位置进行检测的控制模块,其特征在于:所述夹砖臂前端呈u形,所述气动取砖夹手对称布置于夹砖臂前端的u形区域内,所述光电开关设于u形区域的边框下表面。3.根据权利要求1所述的对压机模具底板位置进行检测的控制模块,其特征在于:所述光电开关的数量至少为一个。4.根据权利要求1所述的对压机模具底板位置进行检测的控制模块,其特征在于:所述plc控制器另连接有报警器。
技术总结
本实用新型涉及一种对压机模具底板位置进行检测的控制模块,包括送料车,所述送料车的后部固定有送料斗,其技术要点是:所述送料车前端固定有夹砖臂,夹砖臂前端设有气动取砖夹手,且夹砖臂前端设有朝向气动取砖夹手正下方的光电开关,所述光电开关与控制送料车运动的PLC控制器连接,所述PLC控制器与送料车的驱动机构连接。本实用新型结构简单、使用可靠,解决了现有压砖机的送料车和模具底板容易发生碰撞的问题,保证压机连续正常运转,提高生产效率,节约维护成本。节约维护成本。节约维护成本。
技术研发人员:王雪 韩璐 李春城
受保护的技术使用者:辽阳锻压机床股份有限公司
技术研发日:2021.03.02
技术公布日:2021/12/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1