一种自动开模机构的制作方法
1.本实用新型涉及陶坯成型设备技术领域,尤其涉及一种自动开模机构。
背景技术:
2.卫生陶瓷产品一般都用注浆的方法成形。传统的注浆方法是将泥浆注入模具中, 借助模具的毛细管吸力,把泥浆中的一部分水脱出从而形成坯体后开模取出坯体。现有卧式注浆机中通常纵向排列有多套成型模具,通过压力机合模后注浆,但是开模需要人工手动开模劳动强度大,工作效率低。
技术实现要素:
3.本实用新型所要解决的技术问题,是针对上述存在的技术不足,提供了一种自动开模机构,采用张紧机构和动力机构链条与棘爪配合实现模具的自动开模,解决了人工手动开模劳动强度大,工作效率低的问题。
4.为解决上述技术问题,本实用新型所采用的技术方案是:一种自动开模机构,包括开模柔性条,所述柔性条通过张紧机构张紧,所述柔性条中固定有阻挡块,模架中设置有单方向开合的棘爪,所述棘爪的开合方向与所述模具的开模方向相反,所述柔性条通过动力机构驱动阻挡块沿柔性条的长度方向移动,所述阻挡块的运动方向与所述模具的开模方向平行,开模时所述阻挡块通过与棘爪接触带动模具沿所述柔性条的运动方向移动实现开模。
5.进一步优化本技术方案,所述棘爪的左右两侧设置有阻挡块运动方向的导向机构。
6.进一步优化本技术方案,所述棘爪的下侧设置有限位机构,所述柔性条穿入在所述限位机构与棘爪之间。
7.进一步优化本技术方案,所述张紧机构包括张紧轮和张紧座,所述张紧轮通过芯轴穿入在所述张紧座的长限位孔内,所述芯轴的端部径向穿入有张紧杆,所述张紧杆穿入在所述张紧座的侧壁内,所述张紧杆与所述芯轴螺纹连接。
8.进一步优化本技术方案,所述动力机构包括动力马达和减速机,所述减速机的输出轴连接驱动轮,所述驱动轮为所述柔性条的运动提供动力。
9.与现有技术相比,本实用新型具有以下优点:1、通过设置在柔性条中固定阻挡块,阻挡块与单方向开合的棘爪配合,通过驱动阻挡块带动设置在模具中的棘爪运动实现开模,省去了人工开模;2、通过设置的导向机构和限位机构可辅助阻挡块与棘爪配合,能更加顺畅的开模;3、设置的张紧机构可对柔性条进行张紧,提供更可靠的开模效果。
附图说明
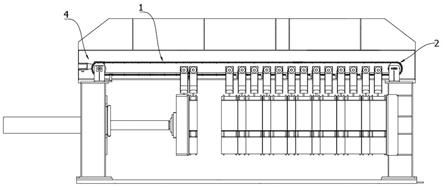
10.图1为一种自动开模机构的在注浆机中安装时的侧视图。
11.图2为一种自动开模机构的模具在棘爪处的结构示意图。
12.图3为图2的正视图。
13.图4为图2的侧视图。
14.图5为一种自动开模机构中张紧机构的结构示意图。
15.图6为一种自动开模机构的动力机构结构示意图。
16.图7为一种自动开模机构的在注浆机中安装时的俯视图。
17.图中:1、柔性条;101、阻挡块;2、张紧机构;201、张紧轮;2011、芯轴;2012、张紧杆;202、张紧座;3、棘爪;301、导向机构;302、限位机构;4、动力机构;401、动力马达;402、减速机;403、驱动轮。
具体实施方式
18.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式的参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
19.除非另作定义,此处使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型专利申请说明书以及权利要求书中使用的“一个”、“一”或者“该”等类似词语也不表示数量限制,而是表示存在至少一个。“包括”或者“包含”等类似的词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,并不排除其他元件或者物件。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
20.具体实施方式:结合图1-3所示,一种自动开模机构,包括开模柔性条1,所述柔性条1通过张紧机构2张紧,所述柔性条1为可以为链条或同步带,所述柔性条1中固定有阻挡块101,模具安装在模架中,在模架中设置有单方向开合的棘爪3,所述棘爪3与模具铰接设置。所述棘爪3的开合方向与所述模具的开模方向相反,所述柔性条1通过动力机构4驱动阻挡块101沿柔性条1的长度方向移动,所述阻挡块101的运动方向与所述模具的开模方向平行,开模时所述阻挡块101通过与棘爪3接触带动模具沿所述柔性条1的运动方向移动实现开模。所述棘爪3的左右两侧设置有阻挡块101运动方向的导向机构301。结合图4所示,所述棘爪3的下侧设置有限位机构302,所述限位机构302可以为耐磨块或导向轮。所述柔性条1穿入在所述限位机构302与棘爪3之间。
21.结合图5所示,所述张紧机构2包括张紧轮201和张紧座202,所述张紧轮201通过芯轴2011穿入在所述张紧座202的长限位孔内,所述芯轴2011的端部径向穿入有张紧杆2012,所述张紧杆2012穿入在所述张紧座202的侧壁内,所述张紧杆2012与所述芯轴2011螺纹连接。
22.结合图6所示,所述动力机构4包括动力马达401和减速机402,所述减速机402的输出轴连接驱动轮403,所述驱动轮403为所述柔性条1的运动提供动力。
23.使用时,结合图1-7所示,自动开模时首先动力马达401反转,链条带动阻挡块101推开棘爪3后退一个工位到第一套吊模挂架上棘爪3的后面,然后动力马达401正传,链条带动阻挡块101向前一个工位块推动吊模挂架开模,依次开模直到最后一套模型开模,然后动
力马达401反转,阻挡块101依次通过张紧机构2,动力机构4返回到原点。模型合模开始下次注浆。
24.应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
技术特征:
1.一种自动开模机构,其特征在于:包括开模柔性条(1),所述柔性条(1)通过张紧机构(2)张紧,所述柔性条(1)中固定有阻挡块(101),模架中设置有单方向开合的棘爪(3),所述棘爪(3)的开合方向与模具的开模方向相反,所述柔性条(1)通过动力机构(4)驱动阻挡块(101)沿柔性条(1)的长度方向移动,所述阻挡块(101)的运动方向与所述模具的开模方向平行,开模时所述阻挡块(101)通过与棘爪(3)接触带动模具沿所述柔性条(1)的运动方向移动实现开模。2.根据权利要求1所述的一种自动开模机构,其特征在于:所述棘爪(3)的左右两侧设置有阻挡块(101)运动方向的导向机构(301)。3.根据权利要求1所述的一种自动开模机构,其特征在于:所述棘爪(3)的下侧设置有限位机构(302),所述柔性条(1)穿入在所述限位机构(302)与棘爪(3)之间。4.根据权利要求1所述的一种自动开模机构,其特征在于:所述张紧机构(2)包括张紧轮(201)和张紧座(202),所述张紧轮(201)通过芯轴(2011)穿入在所述张紧座(202)的长限位孔内,所述芯轴(2011)的端部径向穿入有张紧杆(2012),所述张紧杆(2012)穿入在所述张紧座(202)的侧壁内,所述张紧杆(2012)与所述芯轴(2011)螺纹连接。5.根据权利要求1所述的一种自动开模机构,其特征在于:所述动力机构(4)包括动力马达(401)和减速机(402),所述减速机(402)的输出轴连接驱动轮(403),所述驱动轮(403)为所述柔性条(1)的运动提供动力。
技术总结
本实用新型涉及陶坯成型设备技术领域,尤其涉及一种自动开模机构。包括开模柔性条,所述柔性条通过张紧机构张紧,所述柔性条中固定有阻挡块,模具中设置有单方向开合的棘爪,所述棘爪的开合方向与所述模具的开模方向相反,所述柔性条通过动力机构驱动阻挡块沿柔性条的长度方向移动,所述阻挡块的运动方向与所述模具的开模方向平行,开模时所述阻挡块通过与棘爪接触带动模具沿所述柔性条的运动方向移动实现开模。采用张紧机构和动力机构柔性条与棘爪配合实现模具的自动开模,解决了人工手动开模劳动强度大,工作效率的问题。工作效率的问题。工作效率的问题。
技术研发人员:吕殿杰 吴江龙 夏同超
受保护的技术使用者:唐山森兰瓷科技有限公司
技术研发日:2021.06.17
技术公布日:2022/4/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1