一种易脱模、防铸造开裂的网格制作模具的制作方法
1.本实用新型涉及中速磨煤机金属陶瓷复合磨辊与衬板制作领域,具体涉及一种易脱模、防铸造开裂的网格制作模具。
背景技术:
2.在中速磨煤机金属陶瓷复合磨辊与衬板制作过程中,需要将锆刚玉za40陶瓷颗粒预制成蜂窝状的陶瓷网格,然后将陶瓷网格固定在铸造型腔中,然后采用浇铸高铸白口铸铁得到高耐磨的产品。
3.在这个过程中,网格的制作工艺十分关键。现有的网格模具拔模不方便,而且在铁水浇铸后冷却过程中,陶瓷网格与金属的热膨胀系数差别较大,往往会出现裂纹。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种易脱模、防铸造开裂的网格制作模具,弥补了由于陶瓷网格与金属的热膨胀系数不同产生的收缩差距,解决了裂纹问题。
5.为解决上述技术问题,本实用新型采取如下技术方案:一种易脱模、防铸造开裂的网格制作模具,包括底板、边框和成型模板;所述底板的四周设置有边框,边框与底板连接形成腔体;所述的成型模板设置于腔体内,且固定在底板上,成型模板的高度小于腔体的高度;所述的成型模板的边缘与腔体的侧壁之间留有间隙;所述成型模板内设置有n排m列圆孔;所述成型模板的边缘设置半圆孔;所述圆孔和所述半圆孔均为锥形孔。
6.进一步地,所述圆孔及半圆孔的锥度为1:10。
7.进一步地,所述成型模板内相邻的两排的圆孔错开设置,半圆孔和与其相邻的圆孔错开设置。
8.进一步地,所述的成型模板通过螺丝固定在底板上。
9.进一步地,所述成型模板的边角位置设置四分之一圆孔。
10.本实用新型的有益效果为:
11.1)本实用新型的模具内的孔具有锥度,制作出的陶瓷网格的孔就能复制出一样的锥度;采用锥孔后,在孔的厚度方向上,由于孔径不同,弥补了由于陶瓷网格与金属的热膨胀系数不同产生的收缩差距,解决了裂纹问题。
附图说明
12.下面结合附图和实施例对本实用新型作进一步说明。
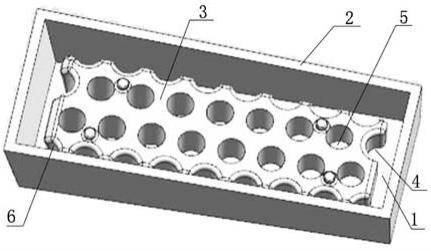
13.图1为本实用新型的结构示意图。
14.图2为硅胶模具的结构示意图。
15.图3为蜂窝陶瓷网格的结构示意图。
16.图4为采用本实用新型的模具生产的陶瓷网格在铁水浇铸冷却后的示意图(没有裂纹)。
17.图5为现有模具生产的陶瓷网格在铁水浇铸冷却后的示意图(有裂纹)。
具体实施方式
18.下面将通过具体实施方式对本实用新型的技术方案进行清楚、完整地描述。
19.参考图1,为本实用新型的一种易脱模、防铸造开裂的网格制作模具,包括底板1、边框2和成型模板3;所述底板1的四周设置有边框2,边框2与底板1连接形成腔体;所述的成型模板3设置于腔体内,且通过螺丝固定在底板1上,成型模板3的高度小于腔体的高度;所述的成型模板3的边缘与腔体的侧壁之间留有间隙;所述成型模板3内设置有n排m列圆孔5;所述成型模板3的边缘设置半圆孔4;所述圆孔5和所述半圆孔4均为锥形孔。圆孔5及半圆孔4的锥度为1:10。成型模板3内相邻的两排的圆孔5错开设置,半圆孔4和与其相邻的圆孔5错开设置。
20.利用本实用新型的模具制备蜂窝陶瓷网格过程如下:
21.1. 制作本实用新型模具的3d模型,如图1所示,圆孔及半圆孔的锥度为1:10;
22.2. 采用3d打印,pla塑料打印出本实用新型的模具;
23.3. 在模具内注入液体硅胶和固化剂,干燥后制作出硅胶模具(如图2所示);
24.4.利用硅胶模具制备蜂窝陶瓷网格。
25.由于本实用新型的模具孔内带有锥度,制备的硅胶模具上形成与模具上锥形孔匹配的锥形台,在硅胶模具内制备陶瓷网格,由于锥形台的作用,硅胶脱模自然容易做了,这种易脱模的模具就制作完成了。
26.成型模板3的边圆位置设置二分之一圆孔,角落位置设置四分之一圆孔6;通过模具制作出多个硅胶模具,硅胶模具的边缘则形成半圆锥台,角落形成四分之一锥形台;相邻的两个硅胶模具对齐后半圆锥台对接形成完整的锥形台;四块硅胶模具连接后,四个四分之一锥形台对接构成完整的锥形台;这样通过多个硅胶模具拼接依然能制备一个完整的蜂窝陶瓷网格板(蜂窝陶瓷网格板如图3所示)。
27.由于模具的孔有锥度,本实用新型的模具制作出的陶瓷网格的孔就能复制出一样的锥度。将陶瓷网格置入浇铸型腔后,铁水浇铸后,冷却过程中,由于陶瓷网格与金属的热膨胀系数不同,蜂窝网格与金属柱间出现了分离,会产生裂纹(如图5所示)。如图2和3所示,采用锥孔后,在孔的厚度方向上,由于孔径不同,弥补了由于陶瓷网格与金属的热膨胀系数不同产生的收缩差距,解决了裂纹问题(如图4所示)。
28.以上所述,仅是本实用新型的较佳实施例而已,不用于限制本实用新型,本领域技术人员可以在本实用新型的实质和保护范围内,对本实用新型做出各种修改或等同替换,这种修改或等同替换也应视为落在本实用新型技术方案的保护范围内。
技术特征:
1.一种易脱模、防铸造开裂的网格制作模具,其特征在于:包括底板(1)、边框(2)和成型模板(3);所述底板(1)的四周设置有边框(2),边框(2)与底板(1)连接形成腔体;所述的成型模板(3)设置于腔体内,且固定在底板(1)上,成型模板(3)的高度小于腔体的高度;所述的成型模板(3)的边缘与腔体的侧壁之间留有间隙;所述成型模板(3)内设置有n排m列圆孔(5);所述成型模板(3)的边缘设置半圆孔(4);所述圆孔(5)和所述半圆孔(4)均为锥形孔。2.根据权利要求1所述的一种易脱模、防铸造开裂的网格制作模具,其特征在于:所述圆孔(5)及半圆孔(4)的锥度为1:10。3.根据权利要求1所述的一种易脱模、防铸造开裂的网格制作模具,其特征在于:所述成型模板(3)内相邻的两排的圆孔(5)错开设置,半圆孔(4)和与其相邻的圆孔(5)错开设置。4.根据权利要求1所述的一种易脱模、防铸造开裂的网格制作模具,其特征在于:所述的成型模板(3)通过螺丝固定在底板(1)上。5.根据权利要求1所述的一种易脱模、防铸造开裂的网格制作模具,其特征在于:所述成型模板(3)的边角位置设置四分之一圆孔(6)。
技术总结
本实用新型公开了一种易脱模、防铸造开裂的网格制作模具,包括底板、边框和成型模板;所述底板的四周设置有边框,边框与底板连接形成腔体;所述的成型模板设置于腔体内,且固定在底板上,成型模板的高度小于腔体的高度;所述的成型模板的边缘与腔体的侧壁之间留有间隙;所述成型模板内设置有N排M列圆孔;所述成型模板的边缘设置半圆孔;所述圆孔和所述半圆孔均为锥形孔。本实用新型弥补了由于陶瓷网格与金属的热膨胀系数不同产生的收缩差距,解决了裂纹问题。纹问题。纹问题。
技术研发人员:钱兵 吴贞林 蔡张琦
受保护的技术使用者:南通高欣耐磨科技股份有限公司
技术研发日:2021.07.09
技术公布日:2021/12/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1