球墨铸管内衬用砂浆布料装置的制作方法
1.本实用新型属于球墨铸铁辅助设备的技术领域,尤其是一种球墨铸管内衬用砂浆布料装置。
背景技术:
2.球墨铸管生产线中水泥内衬需要水泥砂浆输送砂浆进行喷涂。搅拌好的水泥砂浆流入二次搅拌罐,再用小车上的水泥砂浆柱塞泵或螺旋输送机输送到球墨铸管内进行布料。水泥砂浆柱塞泵工作原理:用电机和减速机带动曲轴将活塞拉出时,水泥砂浆经单向阀吸入柱塞缸内,此时出口的单向阀关闭;当曲轴旋转到下止点,曲轴继续旋转就会推动活塞将水泥砂浆推入出料口,此时进料口的单向阀关闭,出料口的单向阀打开,进入布料机构内。螺旋输送机是将搅拌好的水泥砂浆流入二次搅拌罐,再流入安装在移动小车上的螺旋输送机内,通过旋转螺旋叶片将水泥砂浆送入球墨铸管内。
3.以上存在的缺点:由于控制阀开关频繁,产生磨损造成阀关闭不严,水泥砂浆外溢造成浪费。阀门失控后,布料到铸管内水泥砂浆时多时少,使成品铸管有时超重、有时重量不够,质量无法控制。由于柱塞泵的柱塞频繁往复运动,密封磨损导致漏料,造成频繁停机以更换水泥砂浆柱塞泵,清理漏下的水泥砂浆造成浪费。由于柱塞漏料加之柱塞频繁往复运动,将水泥砂浆带入曲轴箱内,水泥沙浆凝固后致使水泥砂浆柱塞泵报废。也会出现频繁更换布料管和螺旋叶片。以上诸多问题,亟待解决。
技术实现要素:
4.本实用新型提供一种球墨铸管内衬用砂浆布料装置,其可以减少以为磨损造成的维修,减少了维修时间和停产时间,提高生产效率。
5.本实用新型通过以下技术方案解决上述技术问题的:
6.一种球墨铸管内衬用砂浆布料装置,包括移动机构、搅拌机构、输送机构、送料管和布料机构,所述搅拌机构和输送机构设置在所述移动机构,所述送料管的两端分别与所述布料机构的进料端和所述输送机构的出料端连通,所述输送机构设置在所述送料管上,所述布料机构的出料端向铸管内壁喷射砂浆。
7.上述球墨铸管内衬用砂浆布料装置,所述输送机构包括壳体、驱动机构、转轴、若干个挤压辊和连接杆,所述送料管位于壳体内,所述壳体内设有弧形的管槽,所述送料管位于所述管槽内,所述挤压辊设置在所述转轴的外围,所述挤压辊呈圆周排布,所述挤压辊的端部通过连接杆与所述转轴连接,所述驱动机构带动转轴旋转,所述挤压辊的运动轨迹与所述管槽的弧度吻合,所述挤压辊挤压管槽内的送料管。
8.上述球墨铸管内衬用砂浆布料装置,所述挤压辊的中部为向外凸出的作业面,所述作业面向两端平滑过渡,所述挤压辊的宽度略小于送料管的直径,所述送料管的进料端与所述搅拌机构连通。
9.上述球墨铸管内衬用砂浆布料装置,所述管槽的弧度大于180度,所述送料管的进
料端和出料端的朝向相同。
10.上述球墨铸管内衬用砂浆布料装置,所述搅拌机构包括搅拌腔、电机和搅拌齿,所述搅拌齿位于所述搅拌腔内,所述驱动机构的驱动端与所述搅拌齿连接,所述电机带动所述搅拌齿转动,所述搅拌腔的底部设有出料口,所述出料口与所述送料管的进料端通过管道连通。
11.与现有技术相比,本实用新型的输送机构安装简单易操作,不用各种阀门控制,调节转速就能实现砂浆量的大小,输送水泥砂浆量平稳均匀,减少维修量,减少了维修时间和停产时间,提高生产效率。同时实现了输送水泥砂浆量可控。水泥砂浆与零部件不直接接触,减少磨损。减少维修量和维修次数,维修简单方便。
附图说明
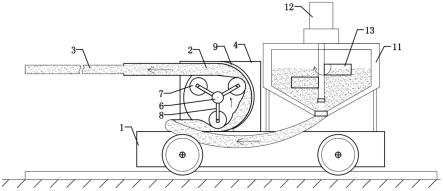
12.图1是本实用新型的结构示意图;
13.图2是本实用新型的左侧的结构示意图;
14.附图中的标记表示:1.移动机构、2.送料管、3.布料机构、4.壳体、5.驱动机构、6.转轴、7.挤压辊、8.连接杆、9.管槽、10.作业面、11.搅拌腔、12.电机、13.搅拌齿。
具体实施方式
15.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型。
16.如附图1和附图2所示,本实用新型包括移动机构1、搅拌机构、输送机构、送料管2和布料机构3,所述搅拌机构和输送机构设置在所述移动机构1,所述送料管2的两端分别与所述布料机构3的进料端和所述输送机构的出料端连通,所述输送机构设置在所述送料管2上,所述输送机构将送料管2内的砂浆送至布料机构3,所述布料机构3的出料端向铸管内壁喷射砂浆。通过上述设置,所述送料管2内的砂浆不与输送机构的零部件直接接触,从而避免了砂浆对输送机构的侵蚀和磨损。
17.所述输送机构包括壳体4、驱动机构5、转轴6、若干个挤压辊7和连接杆8,所述送料管2位于壳体4内,所述壳体4内设有弧形的管槽9,所述送料管2位于所述管槽9内,所述送料管2沿管槽9的走向排布,所述挤压辊7设置在所述转轴6的外围,所述挤压辊7呈圆周排布,所述驱动机构5带动转轴6旋转,所述挤压辊7的端部通过连接杆8与所述转轴6连接,所述挤压辊7的运动轨迹与所述管槽9的弧度吻合,所述挤压辊7挤压管槽9内的送料管2。挤压辊7逐渐从下向上推压送料管2内的砂浆,然后砂浆进入布料机构3并喷洒到铸管内壁。
18.所述挤压辊7的中部为向外凸出的作业面10,所述作业面10向两端平滑过渡,所述挤压辊7的宽度略小于送料管2的直径,这样当挤压辊7从所述管槽9的底端沿管槽9向上挤压时,所述挤压辊7也从下向上对送料管2进行滚压,所述挤压辊7可以将砂浆从送料管2的底部送到顶端的出料端,所述送料管2的底部为进料端并与所述搅拌机构连通,这样搅拌机搅拌好的砂浆可以供到送料管2。
19.由于转轴6带动挤压辊7向上旋转,调节驱动机构5的转速就可以将输送速度进行调整,以满足实际所需。所述管槽9的弧度大于180度,这样可以使挤压辊7对送料管2的挤压长度足够长,增加单个挤压辊7向上输送砂浆的工作效率。所述送料管2的进料端和出料端
的朝向相同,尽最大程度的延长了挤压辊7作用的路径。
20.所述搅拌机构包括搅拌腔11、电机12和搅拌齿13,所述搅拌齿13位于所述搅拌腔11内,所述电机12的驱动端与所述搅拌齿13连接,所述电机12带动所述搅拌齿13转动,所述搅拌腔11的底部设有出料口,所述出料口与所述送料管2的进料端通过管道连通。所述布料机构3设有增压部件,可以将砂浆均匀的喷到球磨铸管的内壁。
21.工作过程是利用转轴6带动挤压辊7挤压充满砂浆的送料管2,从而将砂浆压入水布料结构,布料到待衬球墨铸管内。砂浆与机械旋转部件不直接接触,不存在部件与水泥砂浆之间的磨损。
22.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。
技术特征:
1.一种球墨铸管内衬用砂浆布料装置,其特征在于,包括移动机构(1)、搅拌机构、输送机构、送料管(2)和布料机构(3),所述搅拌机构和输送机构设置在所述移动机构(1),所述送料管(2)的两端分别与所述布料机构(3)的进料端和所述输送机构的出料端连通,所述输送机构设置在所述送料管(2)上,所述布料机构(3)的出料端向铸管内壁喷射砂浆。2.如权利要求1所述的球墨铸管内衬用砂浆布料装置,其特征在于,所述输送机构包括壳体(4)、驱动机构(5)、转轴(6)、若干个挤压辊(7)和连接杆(8),所述送料管(2)位于壳体(4)内,所述壳体(4)内设有弧形的管槽(9),所述送料管(2)位于所述管槽(9)内,所述挤压辊(7)设置在所述转轴(6)的外围,所述挤压辊(7)呈圆周排布,所述挤压辊(7)的端部通过连接杆(8)与所述转轴(6)连接,所述驱动机构(5)带动转轴(6)旋转,所述挤压辊(7)的运动轨迹与所述管槽(9)的弧度吻合,所述挤压辊(7)挤压管槽(9)内的送料管(2)。3.如权利要求2所述的球墨铸管内衬用砂浆布料装置,其特征在于,所述挤压辊(7)的中部为向外凸出的作业面(10),所述作业面(10)向两端平滑过渡,所述挤压辊(7)的宽度略小于送料管(2)的直径,所述送料管(2)的进料端与所述搅拌机构连通。4.如权利要求3所述的球墨铸管内衬用砂浆布料装置,其特征在于,所述管槽(9)的弧度大于180度,所述送料管(2)的进料端和出料端的朝向相同。5.如权利要求4所述的球墨铸管内衬用砂浆布料装置,其特征在于,所述搅拌机构包括搅拌腔(11)、电机(12)和搅拌齿(13),所述搅拌齿(13)位于所述搅拌腔(11)内,所述电机(12)的驱动端与所述搅拌齿(13)连接,所述电机(12)带动所述搅拌齿(13)转动,所述搅拌腔(11)的底部设有出料口,所述出料口与所述送料管(2)的进料端通过管道连通。
技术总结
本实用新型属于球墨铸铁辅助设备的技术领域,尤其是一种球墨铸管内衬用砂浆布料装置。其包括移动机构、搅拌机构、输送机构、送料管和布料机构,所述搅拌机构和输送机构设置在所述移动机构,所述送料管的两端分别与所述布料机构的进料端和所述输送机构的出料端连通,所述输送机构设置在所述送料管上,所述布料机构的出料端向铸管内壁喷射砂浆。水泥砂浆与零部件不直接接触,减少磨损。减少维修量和维修次数,维修简单方便。维修简单方便。维修简单方便。
技术研发人员:孔庆林
受保护的技术使用者:河北京东管业有限公司
技术研发日:2021.11.04
技术公布日:2022/7/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1